You might also like
- EP0738732Document7 pagesEP0738732dr.andreas.wolf.strinzNo ratings yet
- US3891683Document5 pagesUS3891683Risma Dewi SNo ratings yet
- Patent for Continuous Butylacrylate ProductionDocument6 pagesPatent for Continuous Butylacrylate ProductionDian Agung SatyanagaraNo ratings yet
- United States PatentDocument4 pagesUnited States Patentwiam wiamNo ratings yet
- US4622425Document6 pagesUS4622425Mohamed HalemNo ratings yet
- Dohoo????????: 2,838,575 June 10, 1958Document5 pagesDohoo????????: 2,838,575 June 10, 1958Dorotea TirtaNo ratings yet
- US4780224Document4 pagesUS4780224Mohamad Reza JahanbakhshNo ratings yet
- Us 5221800Document7 pagesUs 5221800Mochamad Abdul MalikNo ratings yet
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- United States Patent (19) : (52) U.S. C.260/583 KDocument5 pagesUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNo ratings yet
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- Patent US4317926Document9 pagesPatent US4317926Santiago BorgesNo ratings yet
- Production of Sodium DithioniteDocument10 pagesProduction of Sodium DithioniteDhaval PadaliaNo ratings yet
- Process For Preparing PolyesterDocument8 pagesProcess For Preparing PolyesterAnh Đức PhạmNo ratings yet
- United States Patent (19) : Charleston, Both of W. Va.Document10 pagesUnited States Patent (19) : Charleston, Both of W. Va.andari yuta palwaNo ratings yet
- Narrow distribution ethoxylated alcohols patentDocument7 pagesNarrow distribution ethoxylated alcohols patentrahmanNo ratings yet
- Patent - 1978 - US4076589 - Process For The Production of (DHA)Document4 pagesPatent - 1978 - US4076589 - Process For The Production of (DHA)Lucas CoêlhoNo ratings yet
- Cacl2 Concntrating - 1 PDFDocument2 pagesCacl2 Concntrating - 1 PDFvahidNo ratings yet
- Us 2852508Document4 pagesUs 2852508sac91No ratings yet
- United States Patent (191: Merk Er AlDocument4 pagesUnited States Patent (191: Merk Er AlPlatiitha Winchester WilliamsNo ratings yet
- US3903185Document6 pagesUS3903185Muhammad Akbar FahleviNo ratings yet
- Us3048465 PDFDocument8 pagesUs3048465 PDFrevider451No ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument3 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of Patentrianne nabilahNo ratings yet
- Patent for Preparing StearolactoneDocument2 pagesPatent for Preparing StearolactonerocioNo ratings yet
- United States Patent Office: Patented Mar. 21, 1950Document2 pagesUnited States Patent Office: Patented Mar. 21, 1950alexNo ratings yet
- Reactor AnaeróbicoDocument8 pagesReactor AnaeróbicoLuis BejaranoNo ratings yet
- United States patent for improved process to manufacture p-hydroxybenzyl cyanideDocument3 pagesUnited States patent for improved process to manufacture p-hydroxybenzyl cyanideWojciech RedutkoNo ratings yet
- United States Patent Office: Ch-Ch-OnDocument3 pagesUnited States Patent Office: Ch-Ch-OnChanachai PuckNo ratings yet
- US3983180Document7 pagesUS3983180Agustina TriyaniNo ratings yet
- Acrylate-modified alkyd resin compositionDocument5 pagesAcrylate-modified alkyd resin compositionIlham Kiki ShahilaNo ratings yet
- Oct. 2, 1962 J. W. M. Steeman 3,056,837: Process For Preparing HexamethylenediamineDocument3 pagesOct. 2, 1962 J. W. M. Steeman 3,056,837: Process For Preparing HexamethylenediaminezibaNo ratings yet
- Vapor-liquid phase separation of hydroconversion process effluentDocument6 pagesVapor-liquid phase separation of hydroconversion process effluentGalang Hanif AbdulahNo ratings yet
- United States Patent (19) : (45) Date of Patent: Sep. 15, 1998Document8 pagesUnited States Patent (19) : (45) Date of Patent: Sep. 15, 1998Jesús MirelesNo ratings yet
- United States: Patent OfficeDocument3 pagesUnited States: Patent Officemehul10941No ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- Process for Preparing Branched Polycarbonates by Solid State PolymerizationDocument7 pagesProcess for Preparing Branched Polycarbonates by Solid State PolymerizationRitam GhoshNo ratings yet
- Enzymatic Hydrolysis of Sugar Cane BagasseDocument5 pagesEnzymatic Hydrolysis of Sugar Cane BagasseyaezasosaNo ratings yet
- 1995 - HamannDkk - Process For The Preparation of Highly Concentrated Free-Flowing Aqueous Solutions of Betaines - US5464565Document5 pages1995 - HamannDkk - Process For The Preparation of Highly Concentrated Free-Flowing Aqueous Solutions of Betaines - US5464565Rizkyka AffiatyNo ratings yet
- MetoxidoDocument8 pagesMetoxidocessavelinoNo ratings yet
- Purifying N-Butyl Acrylate Via Fractional Distillation and Light Ends ManagementDocument6 pagesPurifying N-Butyl Acrylate Via Fractional Distillation and Light Ends ManagementFirdaus ImamNo ratings yet
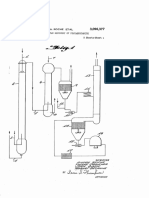
- By Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Document5 pagesBy Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Ruchita PoilkarNo ratings yet
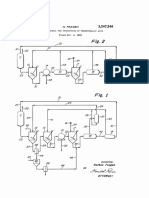
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- US4232179Document10 pagesUS423217931415No ratings yet
- A01 269Document11 pagesA01 269icingrockNo ratings yet
- ) Pergamon: Energy Com, Ers. MGMTDocument6 pages) Pergamon: Energy Com, Ers. MGMTyemresimsekNo ratings yet
- US 7622623 Heat Generating Material Sud ChemieDocument6 pagesUS 7622623 Heat Generating Material Sud Chemiestavros7No ratings yet
- United States Patent Office: Preparation of Affo Itrile by HydroDocument5 pagesUnited States Patent Office: Preparation of Affo Itrile by HydroAgnes Anggi SimanjuntakNo ratings yet
- US3410915Document5 pagesUS3410915Luluk malikNo ratings yet
- Us 4396789Document7 pagesUs 4396789Elias JúniorNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- Us6210562 PDFDocument8 pagesUs6210562 PDFSyuhadah NoordinNo ratings yet
- US2758124 Continuous Hydrolisys of ArganohalogenosilanesDocument5 pagesUS2758124 Continuous Hydrolisys of ArganohalogenosilanesBruna PlentzNo ratings yet
- United States Patent Office: Patented June 29, 1948Document3 pagesUnited States Patent Office: Patented June 29, 1948jhartmann8No ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- United States Patent Office: of 125 C.P.SDocument3 pagesUnited States Patent Office: of 125 C.P.SAnonymous C3BD7OdNo ratings yet
- Method of Hydrolyzing PolyacrylamideDocument5 pagesMethod of Hydrolyzing PolyacrylamidePutri Nadya KamilaNo ratings yet
- United States Patent: Reimann Patent No.: Date of PatentDocument5 pagesUnited States Patent: Reimann Patent No.: Date of PatentFernando Beer FrenkelNo ratings yet
- Two-stage hydrodeoxygenation process for biomass conversionDocument8 pagesTwo-stage hydrodeoxygenation process for biomass conversionZaky YanwarNo ratings yet
- Chlorination of cyanuric acid without salt co-productsDocument2 pagesChlorination of cyanuric acid without salt co-productsAhmad DawamNo ratings yet
- Technological Institute of The PhilippinesDocument37 pagesTechnological Institute of The PhilippinesPatricia MirandaNo ratings yet
- Modeling marine SCR system in Modelica for NOx reductionDocument12 pagesModeling marine SCR system in Modelica for NOx reductionPasquanoNo ratings yet
- Q Bank Chem Cre-I Vi 2022Document32 pagesQ Bank Chem Cre-I Vi 2022Patel DhruvilNo ratings yet
- 250+ Top Mcqs On Types of Fluidization Operations and AnswersDocument6 pages250+ Top Mcqs On Types of Fluidization Operations and AnswersGech MNo ratings yet
- Resins Manufacturing PlantsDocument4 pagesResins Manufacturing PlantsFederico LeonNo ratings yet
- Basics of PROII ArticleDocument17 pagesBasics of PROII ArticleAnonymous RGuGGq2uNo ratings yet
- Reaction 1Document64 pagesReaction 1Tysir Sarhan80% (5)
- 5.17 - A10706002 - Lely Ayu NingsihDocument8 pages5.17 - A10706002 - Lely Ayu NingsihLely Ayu NingsihNo ratings yet
- Series 5400 Continuous Flow Tubular ReactorsDocument8 pagesSeries 5400 Continuous Flow Tubular ReactorsFabian MendozaNo ratings yet
- SOAL P13-5 (Elements of Chemical Reaction Engineering 4 Edition Foggler)Document31 pagesSOAL P13-5 (Elements of Chemical Reaction Engineering 4 Edition Foggler)Adilla PratiwiNo ratings yet
- Experiment 5: Flow Through Packed BedsDocument5 pagesExperiment 5: Flow Through Packed BedsBianca BelmonteNo ratings yet
- Control Valves Spec SheetDocument20 pagesControl Valves Spec Sheetshantanubiswas1No ratings yet
- Auctioneering Temperature Control Using Labview: AbstractDocument3 pagesAuctioneering Temperature Control Using Labview: AbstractAfshaNo ratings yet
- Vessel Internals OptimizationDocument20 pagesVessel Internals Optimizationjannick86100% (1)
- Conversion and Reactor Sizing PDFDocument10 pagesConversion and Reactor Sizing PDFahmadNo ratings yet
- Hazard Analysis and Risk Assessment (HARA) Report For New ProductDocument11 pagesHazard Analysis and Risk Assessment (HARA) Report For New ProductIJRASETPublicationsNo ratings yet
- Sample Full Report Design 2 PDFDocument119 pagesSample Full Report Design 2 PDFHafiz ImranNo ratings yet
- Bioreactor DesignDocument24 pagesBioreactor DesignVitra Wahyu PradanaNo ratings yet
- Aspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorDocument8 pagesAspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorSoumajit SenNo ratings yet
- Ill Screen & Plant: Idea and SolutionDocument29 pagesIll Screen & Plant: Idea and SolutionKahl YeongNo ratings yet
- Tutorial 1 Plant Design ConceptsDocument10 pagesTutorial 1 Plant Design ConceptsZafirahAhmadFauziNo ratings yet
- Biological Reaction Engineering: I. J. Dunn, E. Heinzle, J. Ingham, J. E. PfenosilDocument16 pagesBiological Reaction Engineering: I. J. Dunn, E. Heinzle, J. Ingham, J. E. PfenosilHana HamidNo ratings yet
- Fundamentals of Petroleum and Petrochemical Engineering: Uttam Ray ChaudhuriDocument154 pagesFundamentals of Petroleum and Petrochemical Engineering: Uttam Ray ChaudhuriEmad AliNo ratings yet
- AIL ReportDocument35 pagesAIL ReportB51Abhishek UpadhayayulaNo ratings yet
- Chemical Reaction Engineering (CHE 331A) Assignment-2 (2017-18-II)Document2 pagesChemical Reaction Engineering (CHE 331A) Assignment-2 (2017-18-II)Anonymous rkAeZVSKNo ratings yet
- Activity 1 Merge-KMJ32503 - 230406 - 125701Document25 pagesActivity 1 Merge-KMJ32503 - 230406 - 125701Bharrathi RagupathyNo ratings yet
- VK Fert Ukh SaipemDocument36 pagesVK Fert Ukh SaipemV K GuptaNo ratings yet
- Hydroprocessing Units CorrosionDocument49 pagesHydroprocessing Units CorrosionAvinawNo ratings yet
- Rate Laws and StoichiometryDocument7 pagesRate Laws and Stoichiometryvivaline AchiengNo ratings yet
- 053 Harrison Woca2017pDocument4 pages053 Harrison Woca2017pJuliano. PQMNo ratings yet