You might also like
- Aliphatic Compounds: Trihydric Alcohols, Their Oxidation Products and Derivatives, Penta- and Higher Polyhydric Alcohols, Their Oxidation Products and Derivatives; Saccharides, Tetrahydric Alcohols, Their Oxidation Products and DerivativesFrom EverandAliphatic Compounds: Trihydric Alcohols, Their Oxidation Products and Derivatives, Penta- and Higher Polyhydric Alcohols, Their Oxidation Products and Derivatives; Saccharides, Tetrahydric Alcohols, Their Oxidation Products and DerivativesNo ratings yet
- United States Patent (191: Anchor (45) Date of Patent: May 6, 1986Document5 pagesUnited States Patent (191: Anchor (45) Date of Patent: May 6, 1986Parth DevNo ratings yet
- Process of Deodourizing of Iso Prpopyl AlcoholDocument4 pagesProcess of Deodourizing of Iso Prpopyl AlcoholMani ChemistNo ratings yet
- US3891683Document5 pagesUS3891683Risma Dewi SNo ratings yet
- US4133786Document5 pagesUS4133786Ilham Kiki ShahilaNo ratings yet
- Separación de AzeotropoDocument2 pagesSeparación de AzeotropoLaura GarciaNo ratings yet
- United States PatentDocument5 pagesUnited States Patentهیمن مNo ratings yet
- United States Patent (19) : Charleston, Both of W. Va.Document10 pagesUnited States Patent (19) : Charleston, Both of W. Va.andari yuta palwaNo ratings yet
- Acetaldehido A01 031Document4 pagesAcetaldehido A01 031DwiPurwatiNo ratings yet
- United States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchDocument3 pagesUnited States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchGraciaVelitarioNo ratings yet
- Us4371456 PDFDocument3 pagesUs4371456 PDFGraciaVelitarioNo ratings yet
- US8269048Document6 pagesUS8269048Lara MartinezNo ratings yet
- United States Patent (19) : ZiegenhainDocument4 pagesUnited States Patent (19) : ZiegenhainOpet BikesNo ratings yet
- US4976743Document6 pagesUS4976743ozgurNo ratings yet
- Diluție! PatentDocument7 pagesDiluție! PatentMarina ButuceaNo ratings yet
- Us4018815 PDFDocument4 pagesUs4018815 PDFFatih AkmanNo ratings yet
- Unsat Pol EsterDocument9 pagesUnsat Pol EsterAmr Abdelmegid abdelsalam husseinNo ratings yet
- US3624147 PatentDocument3 pagesUS3624147 PatentSantiago BorgesNo ratings yet
- Role - E.: United States Patent 19Document6 pagesRole - E.: United States Patent 19prasanNo ratings yet
- United States Patent 0: Patented Feb. 4, 1969Document3 pagesUnited States Patent 0: Patented Feb. 4, 1969Stella AguirreNo ratings yet
- United States Patent Office: Ch-Ch-OnDocument3 pagesUnited States Patent Office: Ch-Ch-OnChanachai PuckNo ratings yet
- 4-Hydroxy Coumarin PatentDocument4 pages4-Hydroxy Coumarin PatentAfzal PathanNo ratings yet
- Alcohols, Higher Aliphatic, SurveyDocument26 pagesAlcohols, Higher Aliphatic, SurveyEmmanuel Chang100% (1)
- @ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesDocument10 pages@ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesLouisNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- Alcohol EtoxilateDocument23 pagesAlcohol Etoxilatefajar1234180No ratings yet
- Hidrogenación 2Document8 pagesHidrogenación 2Adrian vilariño gonzalezNo ratings yet
- United States Patent (191: Gardiner Et AlDocument7 pagesUnited States Patent (191: Gardiner Et Alvzimak2355No ratings yet
- US3903185Document6 pagesUS3903185Muhammad Akbar FahleviNo ratings yet
- Us6093841.1 Method For Preparing Nonreactive Aminosilicone OilsDocument7 pagesUs6093841.1 Method For Preparing Nonreactive Aminosilicone OilsA. Vafaie ManeshNo ratings yet
- TOLUENEDocument7 pagesTOLUENEAlzahra AliNo ratings yet
- Method of Hydrolyzing PolyacrylamideDocument5 pagesMethod of Hydrolyzing PolyacrylamidePutri Nadya KamilaNo ratings yet
- Teste3 K2optDocument157 pagesTeste3 K2optPauloNo ratings yet
- Ullmann S Enc of Industrial Chemistry PLANTA PDFDocument12 pagesUllmann S Enc of Industrial Chemistry PLANTA PDFTaylor PennaNo ratings yet
- Us 5164107Document4 pagesUs 5164107AlexNo ratings yet
- Us 3717672Document5 pagesUs 3717672eschim.civNo ratings yet
- United States Patent (19) : Jun. 9, 1987 11) Patent Number: (45) Date of PatentDocument5 pagesUnited States Patent (19) : Jun. 9, 1987 11) Patent Number: (45) Date of Patentnelson bessoneNo ratings yet
- United States Patent (19) : MansfieldDocument7 pagesUnited States Patent (19) : MansfieldLeandro Alberto Villanueva MancillaNo ratings yet
- Gauthier-Lafeye. CARBONYLATION OF METHYL ACETATE TO ACETIC ANHYDRIDEDocument4 pagesGauthier-Lafeye. CARBONYLATION OF METHYL ACETATE TO ACETIC ANHYDRIDEJohn Patrick DagleNo ratings yet
- KKKK Us4297264Document4 pagesKKKK Us4297264هیمن مNo ratings yet
- US3093691Document2 pagesUS3093691Ayu GirlsNo ratings yet
- Us3423341 Process For Making Ol Modified Alkyd ResinDocument7 pagesUs3423341 Process For Making Ol Modified Alkyd ResinIlham Kiki ShahilaNo ratings yet
- US4882397Document19 pagesUS4882397MorkizgaNo ratings yet
- Us 2845438Document5 pagesUs 2845438Pat22 22patNo ratings yet
- 360exp10-02 EsterificationDocument14 pages360exp10-02 EsterificationlewisrahimiNo ratings yet
- 2006, Production of Alkyd Resin - Effect of CatalystDocument5 pages2006, Production of Alkyd Resin - Effect of CatalystNhu TranNo ratings yet
- US5723679 Paten MEK 1Document3 pagesUS5723679 Paten MEK 1Lathifa Rahma AstutiNo ratings yet
- US4684750Document4 pagesUS4684750Deep PatelNo ratings yet
- United States Patent (19) : 54 Process For Producing AcrylicacidDocument10 pagesUnited States Patent (19) : 54 Process For Producing AcrylicacidKatia Gutierrez GalaNo ratings yet
- Patent US4317926Document9 pagesPatent US4317926Santiago BorgesNo ratings yet
- US4880550Document6 pagesUS4880550Sachin PatilNo ratings yet
- Catalysts 03 00954Document12 pagesCatalysts 03 00954Darian HerascuNo ratings yet
- US3639461Document5 pagesUS3639461M. IDRISNo ratings yet
- United States Patent (191: Z2 20) Woter - I 18JDocument7 pagesUnited States Patent (191: Z2 20) Woter - I 18JZulfi ZumalaNo ratings yet
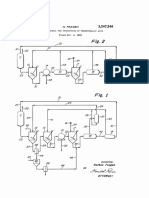
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- US5481059 Settling Aids Ashes SlurryDocument4 pagesUS5481059 Settling Aids Ashes SlurryDavid Diaz PadillaNo ratings yet
- 1985年OMI-High speed copper electroplating process and bath thereforDocument5 pages1985年OMI-High speed copper electroplating process and bath thereforamicjhcjyNo ratings yet
- Alkali Dye FixingDocument5 pagesAlkali Dye Fixingdebmallya4037No ratings yet
- New Doc 2018-12-06Document11 pagesNew Doc 2018-12-06rahmanNo ratings yet
- US5157168 (Patent Fatty Alcohol)Document29 pagesUS5157168 (Patent Fatty Alcohol)rahmanNo ratings yet
- Spray DryerDocument1 pageSpray DryerrahmanNo ratings yet
- Daftar Buku Pustaka Ebook 2Document4 pagesDaftar Buku Pustaka Ebook 2rahmanNo ratings yet
- Daftar Buku Kumpulan Buku Teknik KimiaDocument2 pagesDaftar Buku Kumpulan Buku Teknik KimiarahmanNo ratings yet
- Physical and Chemical Equilibrium For Chemical Engineers - N. de NeversDocument197 pagesPhysical and Chemical Equilibrium For Chemical Engineers - N. de NeversWilliamNo ratings yet
- 2639 - Rekap Nilai TotalDocument7 pages2639 - Rekap Nilai TotalrahmanNo ratings yet
- 10 1016@j Cogsc 2017 03 010Document5 pages10 1016@j Cogsc 2017 03 010rahmanNo ratings yet
- RK RahmanDocument1 pageRK RahmanrahmanNo ratings yet
- Msds Etanol 2005Document7 pagesMsds Etanol 2005Puput Trisnayanti Inanto PutriNo ratings yet
- Tugas Bahasa Inggris 1Document2 pagesTugas Bahasa Inggris 1rahmanNo ratings yet
- Analytical Chemistry Research: Maulidiyah, Muhammad Nurdin, Fetty Fatma, Muh. Natsir, Dwiprayogo WibowoDocument9 pagesAnalytical Chemistry Research: Maulidiyah, Muhammad Nurdin, Fetty Fatma, Muh. Natsir, Dwiprayogo WibowoFirda PratiwiNo ratings yet
- Palm Oil 2Document1 pagePalm Oil 2rahmanNo ratings yet
- Tugas Bahasa Inggris 1Document2 pagesTugas Bahasa Inggris 1rahmanNo ratings yet
- OkeeyDocument2 pagesOkeeyrahmanNo ratings yet
- Chem-E-Car Sefter Conception: Muhammad Miftahur Rahman Habib Al Aziz Fitri Handayani ArcodheaDocument16 pagesChem-E-Car Sefter Conception: Muhammad Miftahur Rahman Habib Al Aziz Fitri Handayani ArcodhearahmanNo ratings yet
- Benito 2015Document13 pagesBenito 2015rahmanNo ratings yet
- Characterization of Methyl Ester Compound of Biodiesel From Industrial Liquid Waste of Crude Palm Oil ProcessingDocument2 pagesCharacterization of Methyl Ester Compound of Biodiesel From Industrial Liquid Waste of Crude Palm Oil ProcessingrahmanNo ratings yet
- Msds Etanol 2005Document7 pagesMsds Etanol 2005Puput Trisnayanti Inanto PutriNo ratings yet
- Tugas Bahasa InggrisDocument3 pagesTugas Bahasa InggrisrahmanNo ratings yet
- Chem-E-Car Sefter ConceptionDocument16 pagesChem-E-Car Sefter ConceptionrahmanNo ratings yet
- Chem-E-Car Sefter Conception: Muhammad Miftahur Rahman Habib Al Aziz Fitri Handayani ArcodheaDocument16 pagesChem-E-Car Sefter Conception: Muhammad Miftahur Rahman Habib Al Aziz Fitri Handayani ArcodhearahmanNo ratings yet
- 01 TK 205 Process Flow Diagram 01Document15 pages01 TK 205 Process Flow Diagram 01rahman100% (1)
- Habonim Cryo ValveDocument8 pagesHabonim Cryo ValveashishpearlNo ratings yet
- Application Guide: Shrink-Wrapping With Zerust ICT 510-OPS Outdoor Preservation VCI Shrink FilmDocument4 pagesApplication Guide: Shrink-Wrapping With Zerust ICT 510-OPS Outdoor Preservation VCI Shrink Filmparagaloni8365No ratings yet
- Heat Shrink Sleeves Install Manual 2005 PDFDocument3 pagesHeat Shrink Sleeves Install Manual 2005 PDFkalai0% (1)
- Restek GC ColumnsDocument4 pagesRestek GC ColumnsdchyNo ratings yet
- Appendixes: Appendix Particle Size - 1 - A - AluminumDocument19 pagesAppendixes: Appendix Particle Size - 1 - A - AluminumIbrahim HeaderNo ratings yet
- Mag Foam - Puf / PirDocument2 pagesMag Foam - Puf / Pirsumit travelerNo ratings yet
- Chemistry Pocket Lab ManualDocument27 pagesChemistry Pocket Lab ManualShivam SinghNo ratings yet
- Mendoza Nowella BT122 RSW-02 Masonry-And-ConcreteDocument21 pagesMendoza Nowella BT122 RSW-02 Masonry-And-ConcreteNowella MendozaNo ratings yet
- Fosroc Conbextra BB80: Constructive SolutionsDocument4 pagesFosroc Conbextra BB80: Constructive SolutionsVincent JavateNo ratings yet
- Nitofill UR63: Constructive SolutionsDocument3 pagesNitofill UR63: Constructive SolutionsrayNo ratings yet
- The Future of Productivity: Wire Arc Additive Manufacturing: 3dprintDocument4 pagesThe Future of Productivity: Wire Arc Additive Manufacturing: 3dprintItziarNo ratings yet
- Basoflux Paraffin Control For The Oil IndustryDocument6 pagesBasoflux Paraffin Control For The Oil Industryyugatha100% (1)
- Separating Mixtures Virtual Lab 1qxnw09Document2 pagesSeparating Mixtures Virtual Lab 1qxnw09Asher De La CruzNo ratings yet
- Teardrop (TF2) : Specification SheetDocument2 pagesTeardrop (TF2) : Specification SheetMichael AzamarNo ratings yet
- Gcse Ocr DT FlashcardsDocument8 pagesGcse Ocr DT Flashcardsapi-256027312No ratings yet
- Rehau - PPR Pipe and FittingDocument12 pagesRehau - PPR Pipe and FittingharefiezNo ratings yet
- Experimental Investigation On TIG Welded Aluminium Alloy 6082 Weldment Using Non Destructive EvaluationDocument4 pagesExperimental Investigation On TIG Welded Aluminium Alloy 6082 Weldment Using Non Destructive EvaluationEditor IJTSRDNo ratings yet
- Hot Work Permit: Project Name: - Name of Subcontractor/CompanyDocument2 pagesHot Work Permit: Project Name: - Name of Subcontractor/CompanyJoey Stanley GuzmanNo ratings yet
- Product Catalogue: Global EditionDocument19 pagesProduct Catalogue: Global EditionKhiro DbNo ratings yet
- ASME IIC SFA5.16 - TiDocument10 pagesASME IIC SFA5.16 - TitragaldabasNo ratings yet
- Cable DetailDocument3 pagesCable Detailrajeshpalla4No ratings yet
- Pansy Flower UsDocument6 pagesPansy Flower UsmartincarrieNo ratings yet
- Practical 27 EsterificationDocument2 pagesPractical 27 EsterificationDavid LuNo ratings yet
- Hydrogel Formation From Poly (NIPAAm-co-BIS)Document9 pagesHydrogel Formation From Poly (NIPAAm-co-BIS)Adrian SödergrenNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10225Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10225farshid KarpasandNo ratings yet
- 094 Pressure Gauge Cocks and ValvesDocument3 pages094 Pressure Gauge Cocks and ValvesRISHABH VERMANo ratings yet
- Tper Expansion Board Cap Seal System: PatentedDocument4 pagesTper Expansion Board Cap Seal System: PatentedMickaelNo ratings yet
- Shelgaon Bridge QuantitesDocument8 pagesShelgaon Bridge Quantitessantosh yevvariNo ratings yet
- Property Manipulation of Steels With Variation in %C-Fracture Toughness vs. Yield StrengthDocument5 pagesProperty Manipulation of Steels With Variation in %C-Fracture Toughness vs. Yield StrengthSaumya SuyalNo ratings yet
- British Gypsum WB DriLyner DabDocument6 pagesBritish Gypsum WB DriLyner DabManu FraguelaNo ratings yet