You might also like
- Preparation of Benzoic AcidDocument5 pagesPreparation of Benzoic AcidValarivan RuthrapathyNo ratings yet
- Fundamentals of Drilling Fluids TechnologyDocument134 pagesFundamentals of Drilling Fluids TechnologySaleem Abubakar UsmanNo ratings yet
- Astm D189Document7 pagesAstm D189sayonara_3No ratings yet
- Toxicological Hazards On BoardDocument17 pagesToxicological Hazards On Boardthetaungmoe79No ratings yet
- Absorption Bioavailability and Metabolism of FlavonoidsDocument11 pagesAbsorption Bioavailability and Metabolism of FlavonoidsRena NormasariNo ratings yet
- Answer The Following Questions For Chemistry ReviewDocument6 pagesAnswer The Following Questions For Chemistry ReviewDwyne Kaiser GallegoNo ratings yet
- A01 269Document11 pagesA01 269icingrockNo ratings yet
- Cryogenics Safety Manual: A Guide to Good PracticeFrom EverandCryogenics Safety Manual: A Guide to Good PracticeNo ratings yet
- Plant Uti Task 3Document17 pagesPlant Uti Task 3Ezzati AzizNo ratings yet
- 2017CHE008 DetailedProcessDescription1Document17 pages2017CHE008 DetailedProcessDescription1Xi Liinett AqkoNo ratings yet
- Patent US3926744Document8 pagesPatent US3926744Santiago BorgesNo ratings yet
- Us 3549696Document4 pagesUs 3549696budispartanNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- Paten Asm Astat Dari Asetaldehid TH1975Document4 pagesPaten Asm Astat Dari Asetaldehid TH1975Agus PurnamaNo ratings yet
- United States Patent: London, EnglandDocument3 pagesUnited States Patent: London, Englandfarah al-sudaniNo ratings yet
- United States Patent (19) : (52) U.S. C.260/583 KDocument5 pagesUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNo ratings yet
- Us 4377495Document5 pagesUs 4377495DWNLD USRMLNo ratings yet
- Us 2509877Document3 pagesUs 2509877Mary Grace VelitarioNo ratings yet
- United States Patent Office: Ch-Ch-OnDocument3 pagesUnited States Patent Office: Ch-Ch-OnChanachai PuckNo ratings yet
- @ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesDocument10 pages@ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesLouisNo ratings yet
- Patent US3801634Document5 pagesPatent US3801634Santiago BorgesNo ratings yet
- United States Patent (191 - (11) 4,052,458: Klein Et Al. (45) Oct. 4, 1977Document3 pagesUnited States Patent (191 - (11) 4,052,458: Klein Et Al. (45) Oct. 4, 1977bvritNo ratings yet
- A Convenient Preparation of Volatile Acid ChloridesDocument4 pagesA Convenient Preparation of Volatile Acid ChloridesScott SwartzNo ratings yet
- United States Patent (19) : 54 Process For Producing AcrylicacidDocument10 pagesUnited States Patent (19) : 54 Process For Producing AcrylicacidKatia Gutierrez GalaNo ratings yet
- US4472593 - Paten FixDocument4 pagesUS4472593 - Paten FixDaradjati HendroNo ratings yet
- United States Patent (19) : ZiegenhainDocument4 pagesUnited States Patent (19) : ZiegenhainOpet BikesNo ratings yet
- Acrylic 2520acid Methods 2520of 2520 ProductionDocument8 pagesAcrylic 2520acid Methods 2520of 2520 Productionapi-3714811No ratings yet
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlDocument5 pagesUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiNo ratings yet
- US4133786Document5 pagesUS4133786Ilham Kiki ShahilaNo ratings yet
- United States Patent (19) : Hopkins Et Al. Aug. 13, 1985Document4 pagesUnited States Patent (19) : Hopkins Et Al. Aug. 13, 1985choloqfNo ratings yet
- Bench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)Document5 pagesBench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)varadjoshi41No ratings yet
- US3093691Document2 pagesUS3093691Ayu GirlsNo ratings yet
- US4495107ADocument2 pagesUS4495107AWojciech RedutkoNo ratings yet
- United States Patent (19) : Swearingen Et AlDocument4 pagesUnited States Patent (19) : Swearingen Et AlLoren Lee SwearingenNo ratings yet
- Patent US4317926Document9 pagesPatent US4317926Santiago BorgesNo ratings yet
- Separación de AzeotropoDocument2 pagesSeparación de AzeotropoLaura GarciaNo ratings yet
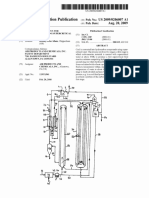
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNo ratings yet
- United States PatentDocument10 pagesUnited States PatentRuchita PoilkarNo ratings yet
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- Us4371456 PDFDocument3 pagesUs4371456 PDFGraciaVelitarioNo ratings yet
- United States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchDocument3 pagesUnited States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchGraciaVelitarioNo ratings yet
- US5364986Document4 pagesUS5364986Alam IlhamNo ratings yet
- HW2 AcroleinDocument7 pagesHW2 AcroleinMeng LopezNo ratings yet
- Chapter - 2 Process DescriptionDocument11 pagesChapter - 2 Process DescriptionSomak SahujiNo ratings yet
- Acetaldehido A01 031Document4 pagesAcetaldehido A01 031DwiPurwatiNo ratings yet
- United States Patent (19) : Correia Et AlDocument3 pagesUnited States Patent (19) : Correia Et AlVatsal KardaniNo ratings yet
- US3679762Document5 pagesUS3679762Nateek SharmaNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- Acrylic AcidDocument11 pagesAcrylic AcidhazimraadNo ratings yet
- US4668495Document5 pagesUS4668495Chemist Ahmed FoudaNo ratings yet
- US2803552Document1 pageUS2803552Thuận LêNo ratings yet
- United States Patent Office: Patented Mar. 21, 1950Document2 pagesUnited States Patent Office: Patented Mar. 21, 1950alexNo ratings yet
- Patent US4364917 Mantap PDFDocument4 pagesPatent US4364917 Mantap PDFTius TanNo ratings yet
- And 2,5-Dimethyltetrahydrofuran: J. PilgrimDocument3 pagesAnd 2,5-Dimethyltetrahydrofuran: J. PilgrimEdy MorarNo ratings yet
- Us 3689541Document6 pagesUs 3689541Santiago BorgesNo ratings yet
- Ullmann S Enc of Industrial Chemistry PLANTA PDFDocument12 pagesUllmann S Enc of Industrial Chemistry PLANTA PDFTaylor PennaNo ratings yet
- R8.4 Industrial Example of Nonadiabatic Reactor Operation: Oxidation of Sulfur DioxideDocument12 pagesR8.4 Industrial Example of Nonadiabatic Reactor Operation: Oxidation of Sulfur DioxideThanh HoàngNo ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- Removal of Hydrogen Sulfide From A Carbon Dioxide Containing Gas MixtureDocument4 pagesRemoval of Hydrogen Sulfide From A Carbon Dioxide Containing Gas MixtureIveth RomeroNo ratings yet
- Chapter 2 Exercises Duncan & ReimerDocument12 pagesChapter 2 Exercises Duncan & Reimer2ezli0% (1)
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- HCLDocument13 pagesHCLHussein AlkafajiNo ratings yet
- Cyclohexanol and CyclohexanoneDocument12 pagesCyclohexanol and Cyclohexanonetatiana alvarezNo ratings yet
- Thermal Decomposition of PVCDocument15 pagesThermal Decomposition of PVCJen ChavezNo ratings yet
- 2-Eha PRCS1Document45 pages2-Eha PRCS1MARISSE LYN DORADONo ratings yet
- Synthesis of Fused Heterocycles, Part 2From EverandSynthesis of Fused Heterocycles, Part 2Gwynn P. EllisNo ratings yet
- US3433831 PatentDocument8 pagesUS3433831 PatentSantiago BorgesNo ratings yet
- US6545178Document6 pagesUS6545178Santiago BorgesNo ratings yet
- US8658823Document16 pagesUS8658823Santiago BorgesNo ratings yet
- Patent US3801634Document5 pagesPatent US3801634Santiago BorgesNo ratings yet
- Patent WO2013058888A1Document14 pagesPatent WO2013058888A1Santiago BorgesNo ratings yet
- Patent US7294741B2Document9 pagesPatent US7294741B2Santiago BorgesNo ratings yet
- Design of An Acrylic Acid Production Process (West Virginia University)Document8 pagesDesign of An Acrylic Acid Production Process (West Virginia University)Santiago BorgesNo ratings yet
- Patent US4203906Document9 pagesPatent US4203906Santiago BorgesNo ratings yet
- AA From PropyleneDocument3 pagesAA From PropyleneSantiago BorgesNo ratings yet
- International Rubber-Plastic Listing Guide Brochure 8-21-19Document8 pagesInternational Rubber-Plastic Listing Guide Brochure 8-21-19Adrian PopescuNo ratings yet
- Lipshutz 2008Document4 pagesLipshutz 2008Attila HerczeghNo ratings yet
- Q4 STEM General CHEM 2 Week 7 8Document4 pagesQ4 STEM General CHEM 2 Week 7 8N-Jay MendozaNo ratings yet
- Common, Possible Patterns of ResonanceDocument13 pagesCommon, Possible Patterns of ResonanceFarhana Mohd RazaliNo ratings yet
- Styx BoraneDocument9 pagesStyx BoraneChattawat ThangsrikeattigunNo ratings yet
- Corrosion: CH 109: Applied Chemistry Dr. Aneeqa Noor Date: 5.12.22Document20 pagesCorrosion: CH 109: Applied Chemistry Dr. Aneeqa Noor Date: 5.12.22Abdul Rehman Khan TareenNo ratings yet
- Iodate and Iodine Speciation by LC-ICPMSDocument6 pagesIodate and Iodine Speciation by LC-ICPMSShubhamNo ratings yet
- Soda Ash Flow SheetDocument1 pageSoda Ash Flow SheettahirNo ratings yet
- Phytomediated Synthesis of Cerium OxideDocument24 pagesPhytomediated Synthesis of Cerium OxideAkbarNo ratings yet
- Nitric Oxide and Hydrogen Peroxide Signaling in Higher PlantsDocument275 pagesNitric Oxide and Hydrogen Peroxide Signaling in Higher PlantsJ. Enrique BlandonNo ratings yet
- MFT Samp Questions ChemistryDocument13 pagesMFT Samp Questions ChemistryМаријана КрговићNo ratings yet
- At Gibbs-Donnan EquilibriumDocument2 pagesAt Gibbs-Donnan EquilibriummasuodNo ratings yet
- Cost-Effective Production of Arthrospira (Spirulina) PlatensisDocument6 pagesCost-Effective Production of Arthrospira (Spirulina) PlatensisRafael BendezúNo ratings yet
- Chemistry MYP 3 Section 3Document15 pagesChemistry MYP 3 Section 3Hadeel IbrahimNo ratings yet
- FDA Regulation of Color Additives in DrugsDocument47 pagesFDA Regulation of Color Additives in Drugssai sumanth bNo ratings yet
- Pac222 Prac4Document5 pagesPac222 Prac4Tlotliso MphomelaNo ratings yet
- Alpha Metallography CatalogDocument13 pagesAlpha Metallography CatalogProgramadores & PlanificadoresNo ratings yet
- Lecture Planner _ Organic Chemistry __ Arjuna JEE 2025Document2 pagesLecture Planner _ Organic Chemistry __ Arjuna JEE 2025shikharverma546No ratings yet
- Uv-Visible Spectroscopy 1. UV SPECTROSCOPY Working On Which Phenomenon ?Document14 pagesUv-Visible Spectroscopy 1. UV SPECTROSCOPY Working On Which Phenomenon ?AmardeepNo ratings yet
- Gypsum Products ....Document111 pagesGypsum Products ....Dr.Sathyabhama A.VNo ratings yet
- Stabilization of Photoactive Phases For Perovskite PhotovoltaicsDocument18 pagesStabilization of Photoactive Phases For Perovskite PhotovoltaicsLIU BOWENNo ratings yet
- Writing Model For Laboratory Note BookDocument7 pagesWriting Model For Laboratory Note BookAbdul AhadNo ratings yet
- Steps Carried Out Comparison: ObservationDocument9 pagesSteps Carried Out Comparison: ObservationJovan Paul DeldaNo ratings yet
- The Effect of Substituents On ReactivityDocument30 pagesThe Effect of Substituents On ReactivityAbhimanyu GuptaNo ratings yet
- Pplied Enzymology: Enzyme SourcesDocument51 pagesPplied Enzymology: Enzyme SourcesMaha hameedNo ratings yet