You might also like
- Ut Procedure OnsDocument10 pagesUt Procedure OnsPARTHNo ratings yet
- Radiographic Examination Procedure (RTDocument16 pagesRadiographic Examination Procedure (RTWisüttisäk Peäröön100% (2)
- Dye Penetrant Inspection Procedure GuideDocument7 pagesDye Penetrant Inspection Procedure GuideNDTInstructor100% (1)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocument23 pagesDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNo ratings yet
- UT Procedure Rev.8Document15 pagesUT Procedure Rev.8kalaiselvanNo ratings yet
- Manual Ultrasonic Testing ProcedureDocument17 pagesManual Ultrasonic Testing Procedurebaskaran ayyapparaj100% (2)
- Manual Ultrasonic Testing Procedure for 26Document12 pagesManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- AWSD1.1 Procedure UtDocument19 pagesAWSD1.1 Procedure Utkevin desai50% (2)
- Procedure For DPT PDFDocument4 pagesProcedure For DPT PDFSaut Maruli Tua Samosir50% (2)
- MT Tta NDT Mpi 01 AsmeDocument13 pagesMT Tta NDT Mpi 01 AsmeTuan DangNo ratings yet
- MPI Cal Cert-002 SampleDocument1 pageMPI Cal Cert-002 SampleJohn OLiverNo ratings yet
- UTGDocument16 pagesUTGPackirisamy Baskar100% (2)
- Ut Procedure AwsDocument23 pagesUt Procedure AwsKrishna Vacha80% (10)
- Ultrasonic Exam Procedure for Welds & ConnectionsDocument17 pagesUltrasonic Exam Procedure for Welds & ConnectionsMohanadNo ratings yet
- AWS D1.1 Phased Array GuidelineDocument40 pagesAWS D1.1 Phased Array GuidelineMario Perez100% (1)
- Ultrasonic Testing Procedure for B & C ScanningDocument10 pagesUltrasonic Testing Procedure for B & C ScanningMohamed HassanNo ratings yet
- Ultrasonic ProcedureDocument12 pagesUltrasonic ProceduremnmsingamNo ratings yet
- RT ProcedureDocument22 pagesRT ProcedureRavindra S. JivaniNo ratings yet
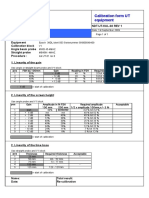
- Calibration Sheet Ultrasonic Test EquipmentDocument1 pageCalibration Sheet Ultrasonic Test EquipmentjohnNo ratings yet
- 11 Ut ProcedureDocument11 pages11 Ut ProcedureSajeesh KrishnanNo ratings yet
- VPS WP 01 Written Practice Rev 00Document29 pagesVPS WP 01 Written Practice Rev 00virenckananiNo ratings yet
- Cp16 Issue Renewal and Recertification of PCN Levels 1 & 2 CertificatesDocument19 pagesCp16 Issue Renewal and Recertification of PCN Levels 1 & 2 Certificatesndt_inspectorNo ratings yet
- UT ProcedureDocument14 pagesUT Procedurepoodook100% (3)
- Ultrasonic Inspection Procedure For Complete Joint Penetration (CJP) Welds in A T-JointDocument9 pagesUltrasonic Inspection Procedure For Complete Joint Penetration (CJP) Welds in A T-JointPierpaolo AparoNo ratings yet
- Lrut Special AplicationDocument20 pagesLrut Special AplicationAbdur Rahim100% (1)
- Prosedur Magnetik Particle TestingDocument14 pagesProsedur Magnetik Particle TestingIkhsan DalimuntheNo ratings yet
- Calibration of The YokeDocument2 pagesCalibration of The YokeHussain Shariff100% (1)
- Ultrasonic Testing ProcedureDocument19 pagesUltrasonic Testing ProcedureHASBIL HASSANNo ratings yet
- RT Procedure GeneralDocument18 pagesRT Procedure GeneralvsnaiduqcNo ratings yet
- Ultrasonic Test Procedure1Document8 pagesUltrasonic Test Procedure1MHDNo ratings yet
- ULTRASONIC TESTING PROCEDUREDocument14 pagesULTRASONIC TESTING PROCEDUREshifa0% (1)
- Liquid Penetrant Examination Procedure For Asme CodeDocument15 pagesLiquid Penetrant Examination Procedure For Asme Codeshabbir626No ratings yet
- UT Procedure PDFDocument23 pagesUT Procedure PDFcentaury2013No ratings yet
- Vacuum Box Test Report of Tank T-8112 Bottom PlatesDocument8 pagesVacuum Box Test Report of Tank T-8112 Bottom PlatesShalom LivingstonNo ratings yet
- Ut FormDocument1 pageUt FormTrung Tinh Ho100% (1)
- Subic Drydoc NDT Quality ManualDocument14 pagesSubic Drydoc NDT Quality ManualHarry Doble100% (2)
- Figure T-434.2.1 Nonpiping Calibration BlocksDocument1 pageFigure T-434.2.1 Nonpiping Calibration BlocksChandrashekhar ThiramdasuNo ratings yet
- Prosedur UTG Asu AnjingDocument15 pagesProsedur UTG Asu Anjingyusuf akbarNo ratings yet
- PTDocument7 pagesPTMohdHuzairiRusliNo ratings yet
- Magnaflux & Sherwin Test Panels GuideDocument4 pagesMagnaflux & Sherwin Test Panels GuideLuqman OsmanNo ratings yet
- Kerosene Leak TestDocument3 pagesKerosene Leak TestsapkotamonishNo ratings yet
- Phased Array Ultrasonic Inspection ProcedureDocument62 pagesPhased Array Ultrasonic Inspection ProcedureRiccoNo ratings yet
- TSC - Technical Info, ACFM and Tank Floor Weld InspectionDocument2 pagesTSC - Technical Info, ACFM and Tank Floor Weld InspectionhcmcrlhoNo ratings yet
- Magnetic Particle Testing: ASME BPVC Section V - Article 7 ASTM E-709, E-1444Document50 pagesMagnetic Particle Testing: ASME BPVC Section V - Article 7 ASTM E-709, E-1444hariNo ratings yet
- ASME V Art 5 UTDocument24 pagesASME V Art 5 UTMarcelino Navarrete EvaristoNo ratings yet
- Muksyn Engineering Radiographic Testing ProcedureDocument24 pagesMuksyn Engineering Radiographic Testing Procedurecloud23100% (1)
- NDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- Procedure For Ferrit TestingDocument11 pagesProcedure For Ferrit TestingKarrar TalibNo ratings yet
- DMTA 20102 01EN - Rev - 2 OmniScan - X3 User PDFDocument90 pagesDMTA 20102 01EN - Rev - 2 OmniScan - X3 User PDFpjhollowNo ratings yet
- LPT Written ProcedureDocument8 pagesLPT Written ProcedureManikantaSumanthNo ratings yet
- UT MIS AWS Rev 00 TKYDocument27 pagesUT MIS AWS Rev 00 TKYSantanu Saha100% (2)
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- Ultrasonic ExaminationDocument14 pagesUltrasonic ExaminationLiliNo ratings yet
- PT Procedure GeneralDocument9 pagesPT Procedure Generalvsnaiduqc100% (1)
- UTDocument28 pagesUTMohdHuzairiRusli100% (1)
- Ultrasonic Thickness Inspection SOPDocument2 pagesUltrasonic Thickness Inspection SOPJaya Di60% (5)
- UntitledDocument105 pagesUntitledUlises Almeida CruzNo ratings yet
- Ms-Cable Tray InstallationDocument7 pagesMs-Cable Tray InstallationVane DG100% (1)
- V+ 1.radiographic ExaminationDocument12 pagesV+ 1.radiographic ExaminationAMAL VISHNUNo ratings yet
- Guidelines Fmea - Dyadem Press - 2003Document143 pagesGuidelines Fmea - Dyadem Press - 2003Cali MelendezNo ratings yet
- CAP 437 InspectionDocument2 pagesCAP 437 InspectionMuhammad fahmyNo ratings yet
- Process and Equipment ControlsDocument12 pagesProcess and Equipment ControlsMuhammad UmairNo ratings yet
- Tax Audit and InvestigationDocument5 pagesTax Audit and Investigationdian lathifahNo ratings yet
- Marble MOSDocument9 pagesMarble MOSahmed samirNo ratings yet
- F.841 - Certificate of Thorough Examination of Manlift - MEWP Rev.02Document2 pagesF.841 - Certificate of Thorough Examination of Manlift - MEWP Rev.02YasirNo ratings yet
- SCH QDocument24 pagesSCH Qmoytabura96No ratings yet
- Class Annual Survey ChecklistDocument20 pagesClass Annual Survey ChecklistMayank Handa100% (1)
- Aircraft Maintanance ManagementDocument46 pagesAircraft Maintanance ManagementK Manjunath100% (1)
- SQSRMDocument21 pagesSQSRMKaramjit SinghNo ratings yet
- Sl. No Description 48V/150A (1+0) Battery ChargersDocument7 pagesSl. No Description 48V/150A (1+0) Battery ChargersTender 247No ratings yet
- Brush Machine Instruction ManualDocument6 pagesBrush Machine Instruction ManualSanogo BoubaNo ratings yet
- Re 2Document109 pagesRe 2Syed AhmedNo ratings yet
- Footwear Production Process Audit QuestionsDocument35 pagesFootwear Production Process Audit QuestionsDhiya Muhammad DzakiNo ratings yet
- BCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFDocument8 pagesBCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFMani Rathinam RajamaniNo ratings yet
- 3978Document7 pages3978Shahazad ShaikNo ratings yet
- ISO 14731-Third Edition 2019-02Document18 pagesISO 14731-Third Edition 2019-02anisNo ratings yet
- DELL - PSU - QPA - Rev 7 0 2Document116 pagesDELL - PSU - QPA - Rev 7 0 2Michael WuNo ratings yet
- Prerequisite Change - EngDocument46 pagesPrerequisite Change - Enggiorgi dvalidzeNo ratings yet
- IRS Draft Handbook On Selection of Welding ElectrodesDocument15 pagesIRS Draft Handbook On Selection of Welding ElectrodesSiva Prasad MamillapalliNo ratings yet
- Akashganga Infraventures India LimitedDocument7 pagesAkashganga Infraventures India LimitedarpitNo ratings yet
- P-503 (П-503) Airborne Recorder: Maintenance Schedule СЫ1.740.015 РОDocument24 pagesP-503 (П-503) Airborne Recorder: Maintenance Schedule СЫ1.740.015 РОhaileNo ratings yet
- Feed Quality Assurance Programs For Feed Mills: Charles Stark, Ph.D. North Carolina State UniversityDocument71 pagesFeed Quality Assurance Programs For Feed Mills: Charles Stark, Ph.D. North Carolina State UniversityEy DeeNo ratings yet
- Ab-59 Ice SyllabusDocument44 pagesAb-59 Ice SyllabuscoxshulerNo ratings yet
- Nema Ab 4Document39 pagesNema Ab 4Asif SajwaniNo ratings yet
- Assembly Instruction For Crane: DocumentsDocument36 pagesAssembly Instruction For Crane: Documentsmanaf100% (1)
- QQ N 290aDocument17 pagesQQ N 290aBryan MartinezNo ratings yet
- Technical SpecificationDocument37 pagesTechnical SpecificationAHT100% (1)
- Company Profil PT MASDocument8 pagesCompany Profil PT MASmuhammad thoatNo ratings yet
- 051614-0000-Jc00-Pro-7006-0, Code-A-Qcp Building WorksDocument21 pages051614-0000-Jc00-Pro-7006-0, Code-A-Qcp Building Worksvelmurug_balaNo ratings yet