You might also like
- Thermal FatigueDocument39 pagesThermal FatigueDaniel MilosevskiNo ratings yet
- Hot BoxDocument5 pagesHot Boxsv27No ratings yet
- Characterization and Modeling of Molding Compound Properties During CureDocument4 pagesCharacterization and Modeling of Molding Compound Properties During CureebenananamacNo ratings yet
- Evaluation of The Austenite Recrystallization by Multideformation and DoubleDocument10 pagesEvaluation of The Austenite Recrystallization by Multideformation and DoubleJoselo HRNo ratings yet
- Predicting The Heat-TreatDocument6 pagesPredicting The Heat-Treatsakthistory1922No ratings yet
- Comparative Study of Different Underfill Material On Flip Chip Ceramic Ball Grid Array Based On Accelerated Thermal CyclingDocument7 pagesComparative Study of Different Underfill Material On Flip Chip Ceramic Ball Grid Array Based On Accelerated Thermal CyclingEL HADDADNo ratings yet
- Method To Determine Hot Permeability and Strength of Ceramic Shell MouldsDocument5 pagesMethod To Determine Hot Permeability and Strength of Ceramic Shell MouldsuzairmetallurgistNo ratings yet
- Solidification of SteelDocument7 pagesSolidification of SteelDan Pascu100% (1)
- Lifetime Prediction of Thermo-Mechanical Fatigue For Exhaust ManifoldDocument10 pagesLifetime Prediction of Thermo-Mechanical Fatigue For Exhaust Manifoldram shyamNo ratings yet
- The Investigation of Die Back Edge Cracking in Flip Chip Ceramic Ball Grid Array Package (FC-CBGA)Document12 pagesThe Investigation of Die Back Edge Cracking in Flip Chip Ceramic Ball Grid Array Package (FC-CBGA)faizal99No ratings yet
- 1989-116-199-213-K Thomas-Elbow, Creep, CycDocument15 pages1989-116-199-213-K Thomas-Elbow, Creep, CycSRIKANTH K 15PHD1093No ratings yet
- Thermal Cycling Analysis of Flip-Chip Solder Joint ReliabilityDocument8 pagesThermal Cycling Analysis of Flip-Chip Solder Joint Reliability鲁长武No ratings yet
- Westinghouse-Design Steam Chest PowerGen-2012FinalDocument0 pagesWestinghouse-Design Steam Chest PowerGen-2012FinalSuphi YükselNo ratings yet
- Solek - Identification of The Steel - AMM - 1 - 2017Document6 pagesSolek - Identification of The Steel - AMM - 1 - 2017A ChakourNo ratings yet
- 2001ANTEC Predictive ControlDocument5 pages2001ANTEC Predictive ControlJOSEMOPEREIRANo ratings yet
- Ghasemi Nejhad 1993 Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On LineDocument17 pagesGhasemi Nejhad 1993 Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On Line1711076053No ratings yet
- Cure Cycle DevelopmentDocument14 pagesCure Cycle DevelopmentyigitilgazNo ratings yet
- REVIEW PAPER: Design and Investigation On The Reliability of A Ceramic Power PackageDocument11 pagesREVIEW PAPER: Design and Investigation On The Reliability of A Ceramic Power PackageALTHEA JANINE MACAPUNDAGNo ratings yet
- Correlation Between Heat-Checking Resistance and Impact Bending Energy of Hot-Work Tool Steel Din 1.2344Document17 pagesCorrelation Between Heat-Checking Resistance and Impact Bending Energy of Hot-Work Tool Steel Din 1.2344Irwan KmNo ratings yet
- Extruder Melt Temperature Control With F PDFDocument6 pagesExtruder Melt Temperature Control With F PDFAutogreder100% (1)
- Materials 14 03315 v2Document22 pagesMaterials 14 03315 v2Liviu BadeaNo ratings yet
- New Methods During Development and Validation of Turbine MaterialsDocument17 pagesNew Methods During Development and Validation of Turbine Materialsguichen wangNo ratings yet
- Structure and Mechanism of The Deformation of Grade 2 Titanium in Plastometric StudiesDocument8 pagesStructure and Mechanism of The Deformation of Grade 2 Titanium in Plastometric StudiesJakub BańczerowskiNo ratings yet
- Annales de Chimie: Science Des Materiaux: Received: 13 January 2019 Accepted: 2 April 2019Document4 pagesAnnales de Chimie: Science Des Materiaux: Received: 13 January 2019 Accepted: 2 April 2019purnashisNo ratings yet
- Numerical Analysis of Quenching and Cooling ProcesDocument7 pagesNumerical Analysis of Quenching and Cooling ProcestalalNo ratings yet
- Understanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsDocument8 pagesUnderstanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsJJNo ratings yet
- Practical Application of Intensive Quenching Process For Steel PartsDocument8 pagesPractical Application of Intensive Quenching Process For Steel PartsDouglas RodriguesNo ratings yet
- Heat and Surface Treatment of Hot Work TDocument17 pagesHeat and Surface Treatment of Hot Work TakashnirmalyamNo ratings yet
- Impact of Temperature Cycle Profile On Fatigue Life of Solder JointsDocument7 pagesImpact of Temperature Cycle Profile On Fatigue Life of Solder Jointsabraham silva hernandezNo ratings yet
- Determination of Safe Operating ConditioDocument9 pagesDetermination of Safe Operating ConditioJulian Augusto Morantes MorantesNo ratings yet
- A Compilation of Elevated Temperature Concrete Material Property Data and Information For Use in Assessments of Nuclear Power Plant Reinforced Concrete StructuresDocument328 pagesA Compilation of Elevated Temperature Concrete Material Property Data and Information For Use in Assessments of Nuclear Power Plant Reinforced Concrete StructuresEnformableNo ratings yet
- Advanced Thermo Physical DataDocument10 pagesAdvanced Thermo Physical Dataana danNo ratings yet
- Review On Thermomechanical Anlysis of Nano Composites: Y.Sowjany A, V.Jayaprasa D, K.Dileep Kuma R, N.Mohanra oDocument6 pagesReview On Thermomechanical Anlysis of Nano Composites: Y.Sowjany A, V.Jayaprasa D, K.Dileep Kuma R, N.Mohanra olydiaNo ratings yet
- Metals 11 00731Document21 pagesMetals 11 00731Amin ZoljanahiNo ratings yet
- 3.cryogenic Heat TreatmentDocument5 pages3.cryogenic Heat TreatmentNitin ShelkeNo ratings yet
- Understanding The Formation Mechanism of Residual Stress DuringDocument6 pagesUnderstanding The Formation Mechanism of Residual Stress DuringheheNo ratings yet
- Thermoforming of Glass Fibre Reinforced Polypropylene: A Study On The Influence of Different Process ParametersDocument7 pagesThermoforming of Glass Fibre Reinforced Polypropylene: A Study On The Influence of Different Process Parametershalil yıldırımNo ratings yet
- Modeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresDocument6 pagesModeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresSeethaNo ratings yet
- Investigation and Repair of Heat Exchanger Flange LeakDocument11 pagesInvestigation and Repair of Heat Exchanger Flange Leaksagar1503No ratings yet
- Effect of Water Flow Rate On The Yield Strength ofDocument6 pagesEffect of Water Flow Rate On The Yield Strength ofRam Deo AwasthiNo ratings yet
- ICCEE - Volume 7 - Issue 7th International Conference On Chemical & Environmental Engineering - Pages 1-8Document8 pagesICCEE - Volume 7 - Issue 7th International Conference On Chemical & Environmental Engineering - Pages 1-8Sayed TawfeekNo ratings yet
- Modeling Heat Treatment of Steel PartsDocument8 pagesModeling Heat Treatment of Steel PartssakthistoryNo ratings yet
- Determine The Material Flow Behavior AZ31B MG Alloy by Changing It Into A Conical ShapeDocument5 pagesDetermine The Material Flow Behavior AZ31B MG Alloy by Changing It Into A Conical ShapeInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 1 s2.0 S0955221923000146 MainDocument10 pages1 s2.0 S0955221923000146 MainkiddNo ratings yet
- Siemens 1 GTX 100 TurbineDocument16 pagesSiemens 1 GTX 100 TurbinejparmarNo ratings yet
- A Foaming Bath Method For Direct Heat Treatment SystemsDocument9 pagesA Foaming Bath Method For Direct Heat Treatment Systemsceyhun kilicNo ratings yet
- Polymer Microfluidic Devices: Holger Becker, Laurie E. LocascioDocument21 pagesPolymer Microfluidic Devices: Holger Becker, Laurie E. LocasciorukwavuNo ratings yet
- PVT Testing of Polymers Under Industrial ProcessingDocument5 pagesPVT Testing of Polymers Under Industrial ProcessingkishxcxNo ratings yet
- Weld Repair of Grade 91 Piping and Components in PDocument27 pagesWeld Repair of Grade 91 Piping and Components in PKyi HanNo ratings yet
- Tensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazDocument9 pagesTensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazMarcelo Varejão CasarinNo ratings yet
- MI Cable Conductor StudiesDocument36 pagesMI Cable Conductor StudiesVivek TripathiNo ratings yet
- 1 s2.0 S2238785421006712 MainDocument8 pages1 s2.0 S2238785421006712 MainSwaminathan GNo ratings yet
- Nani Babu-High-Temperature Fatigue Crack Growth Behaviour of SS 316LN PDFDocument10 pagesNani Babu-High-Temperature Fatigue Crack Growth Behaviour of SS 316LN PDFAvinash ChittellaNo ratings yet
- Integrated Optimization System For High Pressure Die Casting ProcessesDocument6 pagesIntegrated Optimization System For High Pressure Die Casting ProcesseskkkNo ratings yet
- Analysis of Residual Stresses and Distortions in T Joint Fillet WeldsDocument16 pagesAnalysis of Residual Stresses and Distortions in T Joint Fillet WeldsDebabrata PodderNo ratings yet
- 1516 1439 MR 22 01 E20180315 PDFDocument7 pages1516 1439 MR 22 01 E20180315 PDFMs3a ProduksiNo ratings yet
- Effect of Heat Treatment Processes On THDocument10 pagesEffect of Heat Treatment Processes On THMartins MichaelNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Twin-Screw Extruder and Effective Parameters On The HDPE Extrusion ProcessDocument4 pagesTwin-Screw Extruder and Effective Parameters On The HDPE Extrusion ProcessnguyenhuanNo ratings yet
- HRC Couplings: Maryland MetricsDocument8 pagesHRC Couplings: Maryland MetricsnguyenhuanNo ratings yet
- SKF PDFDocument112 pagesSKF PDFAlvaro IgnacioNo ratings yet
- Taperlock BushesDocument3 pagesTaperlock BushessatishNo ratings yet
- SKF Power Transmission ProductsDocument7 pagesSKF Power Transmission ProductsnguyenhuanNo ratings yet
- P44 e 170522Document76 pagesP44 e 170522nguyenhuanNo ratings yet
- HRC Couplings: Maryland MetricsDocument8 pagesHRC Couplings: Maryland MetricsnguyenhuanNo ratings yet
- Cone Ring CouplingsDocument2 pagesCone Ring CouplingsnguyenhuanNo ratings yet
- Container TruckDocument20 pagesContainer TrucknguyenhuanNo ratings yet
- 04 MST Blade Tool WearDocument18 pages04 MST Blade Tool WearHolmer MorenoNo ratings yet
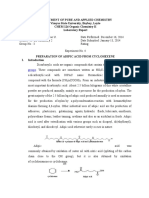
- Department of Pure and Applied Chemistry Visayas State University, Baybay, Leyte CHEM 126 Organic Chemistry II Laboratory ReportDocument10 pagesDepartment of Pure and Applied Chemistry Visayas State University, Baybay, Leyte CHEM 126 Organic Chemistry II Laboratory ReportKathrynn NaipaoNo ratings yet
- Difference Between Mixture and Solution Grade 6Document3 pagesDifference Between Mixture and Solution Grade 6R.ArifNo ratings yet
- UGC DMC 1st Year PDFDocument2 pagesUGC DMC 1st Year PDFsimran vaidNo ratings yet
- Physics LabDocument4 pagesPhysics LabShoumit SarkarNo ratings yet
- Danyal Education: A) ) B) C) D)Document20 pagesDanyal Education: A) ) B) C) D)SONo ratings yet
- Instructions For Operating Diesel Engine GeneratorDocument3 pagesInstructions For Operating Diesel Engine GeneratorRizzdaron TikingNo ratings yet
- SLES Concentration Effect On The Rheolog TraducidoDocument22 pagesSLES Concentration Effect On The Rheolog TraducidoJose GamezNo ratings yet
- RVP Petroleo Con HTGC y HDADocument7 pagesRVP Petroleo Con HTGC y HDAGustav MolMedNo ratings yet
- Titulaciones Espectrofotométricas 18Document21 pagesTitulaciones Espectrofotométricas 18anamorenoNo ratings yet
- By H. L. Wong and J. E. Luco, Member, ASCEDocument14 pagesBy H. L. Wong and J. E. Luco, Member, ASCEPaulo Vinícius MartinsNo ratings yet
- Postlab - Vacuum Coating 2Document7 pagesPostlab - Vacuum Coating 2Joshua C. CastilloNo ratings yet
- Extraction of Schottky Diode Parameters From Forward Current-Voltage CharacteristicsDocument4 pagesExtraction of Schottky Diode Parameters From Forward Current-Voltage CharacteristicsChandu KakarlaNo ratings yet
- Properties of Humic-Fulvic SubstancesDocument62 pagesProperties of Humic-Fulvic SubstancesSrivichai Srisuvan100% (1)
- Carbonyl Sulfide (COS) Removal From Propane GPADocument53 pagesCarbonyl Sulfide (COS) Removal From Propane GPAshitals_18100% (1)
- 12 Chemistry Notes Ch09 Coordination CompoundsDocument8 pages12 Chemistry Notes Ch09 Coordination CompoundsDinesh KumarNo ratings yet
- Development Feasibility of TLD Phosphors, 1-S2.0-S1385894722020174-MainDocument14 pagesDevelopment Feasibility of TLD Phosphors, 1-S2.0-S1385894722020174-MainDavid CasasNo ratings yet
- 0.1. Batería 6.5 Ah, 12 Voltios Modelo 12v6a5 Ficha Técnica enDocument2 pages0.1. Batería 6.5 Ah, 12 Voltios Modelo 12v6a5 Ficha Técnica enG Abigail MorenoNo ratings yet
- Monitoring of Temperature EffectsDocument27 pagesMonitoring of Temperature EffectsisuzveduNo ratings yet
- (UNITEXT For Physics) Claudio Chiuderi, Marco Velli (Auth.) - Basics of Plasma Astrophysics-Springer-Verlag Mailand (2015) PDFDocument282 pages(UNITEXT For Physics) Claudio Chiuderi, Marco Velli (Auth.) - Basics of Plasma Astrophysics-Springer-Verlag Mailand (2015) PDFPranavaDart100% (1)
- 11 - Isomerism in TMCDocument18 pages11 - Isomerism in TMCMohit KambojNo ratings yet
- HW - 2 - 4.4.2020 - Pol. Sci. Tech - CorrectedDocument5 pagesHW - 2 - 4.4.2020 - Pol. Sci. Tech - CorrectedAbdullahNo ratings yet
- MF Module 3 Lecture 2Document7 pagesMF Module 3 Lecture 2chandansingh45No ratings yet
- A Novel Validated UV Spectroscopy Method For The Determination of Prucalopride Succinate in Solid Dosage FormDocument8 pagesA Novel Validated UV Spectroscopy Method For The Determination of Prucalopride Succinate in Solid Dosage FormInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Water Treatment Facilities and Process: Group IiiDocument24 pagesWater Treatment Facilities and Process: Group IiiJackie BeltranNo ratings yet
- 2011 - 08 - 17 Controlling Activated Sludge Bulking and Foaming - From Theory - To Practice by Marten - LynneDocument25 pages2011 - 08 - 17 Controlling Activated Sludge Bulking and Foaming - From Theory - To Practice by Marten - LynnePablo Santander AcevedoNo ratings yet
- Hbse Revision CapsuleDocument18 pagesHbse Revision CapsuleS.S. Tutorials Radaur OfficialNo ratings yet
- Metal Casting Design - Life of A Casting - Reliance FoundryDocument7 pagesMetal Casting Design - Life of A Casting - Reliance FoundrySailakshmiNo ratings yet
- Final Revision - JEE (Main) : SubjectiveDocument24 pagesFinal Revision - JEE (Main) : Subjective1 AashuNo ratings yet
- As A Future Nurse, What Is The Importance of GEC 10-Environmental Science To You?Document8 pagesAs A Future Nurse, What Is The Importance of GEC 10-Environmental Science To You?mary joy sabulaoNo ratings yet
- Dowex Ion Exchanger Resin LADocument93 pagesDowex Ion Exchanger Resin LASung Woong MoonNo ratings yet