You might also like
- Underwater Welding-Recent Trends and Future Scope: Ketan Verma and Harish K. GargDocument6 pagesUnderwater Welding-Recent Trends and Future Scope: Ketan Verma and Harish K. GarganuragNo ratings yet
- Journal of Manufacturing Process and Material and Offshore EngineeringDocument18 pagesJournal of Manufacturing Process and Material and Offshore EngineeringJohn RajNo ratings yet
- Underwater WeldingDocument5 pagesUnderwater WeldingGourang PaulNo ratings yet
- New Microsoft Word DocumentDocument6 pagesNew Microsoft Word DocumentAmogh Ravindra ManchaliNo ratings yet
- NBN Ssoe, Department of Mechanical Engineering, 2019 - 20Document19 pagesNBN Ssoe, Department of Mechanical Engineering, 2019 - 20Suraj JadhavNo ratings yet
- Seminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs DepartmentDocument44 pagesSeminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs Departmentpraphul gamangoNo ratings yet
- Underwater Welding PDFDocument5 pagesUnderwater Welding PDFrock_xxx567879No ratings yet
- UW Present and Future ScopeDocument9 pagesUW Present and Future ScopeAriffZakariaNo ratings yet
- History and Methods of Underwater WeldingDocument12 pagesHistory and Methods of Underwater WeldingRosechelle NodadoNo ratings yet
- Study of Various Methods and Parameters Involved in Underwater WeldingDocument27 pagesStudy of Various Methods and Parameters Involved in Underwater WeldingAleksandar SpasojevićNo ratings yet
- Underwater Welding ReportDocument7 pagesUnderwater Welding ReportAmith Kalekar75% (4)
- An Overview of Underwater Welding TechniquesDocument9 pagesAn Overview of Underwater Welding TechniquesNayeem pashaNo ratings yet
- NAME 345 Welding Technology Lecture - 11 Underwater WeldingDocument22 pagesNAME 345 Welding Technology Lecture - 11 Underwater WeldingBob SteinerNo ratings yet
- UW Technical Seminar on Underwater WeldingDocument7 pagesUW Technical Seminar on Underwater WeldingSyed AliNo ratings yet
- Greater Noida Institute of Technology: Under-Water WeldingDocument12 pagesGreater Noida Institute of Technology: Under-Water WeldingEr Raghvendra SinghNo ratings yet
- TopicDocument14 pagesTopicabhishek ranaNo ratings yet
- Presented By:-: Akshay Ts DTDM 6 SEM Roll No - 04Document23 pagesPresented By:-: Akshay Ts DTDM 6 SEM Roll No - 04Deepak RameshNo ratings yet
- In Water WeldingDocument5 pagesIn Water WeldingVenu Gopal Reddy 18-359No ratings yet
- Project Seminar PrintDocument10 pagesProject Seminar Printchinnu_prasannaNo ratings yet
- Study of Parameters and Methods in Underwater WeldingDocument27 pagesStudy of Parameters and Methods in Underwater WeldingamanNo ratings yet
- Underwater Welding TechniquesDocument4 pagesUnderwater Welding TechniquesDivers Dream PrahaNo ratings yet
- Underwater Welding Techniques: Esam F. Alajmi, Ahmad A. AlqenaeiDocument4 pagesUnderwater Welding Techniques: Esam F. Alajmi, Ahmad A. AlqenaeiSHUBHAM YadavNo ratings yet
- A Technical Seminar ON Under Water Welding: Submitted by Shaik. Amjath 19C55A0318Document25 pagesA Technical Seminar ON Under Water Welding: Submitted by Shaik. Amjath 19C55A0318DarkSoul GamingNo ratings yet
- Under Water WeldingDocument23 pagesUnder Water WeldingNishanth GowdaNo ratings yet
- Under Water WeldingDocument23 pagesUnder Water WeldingEr Raghvendra SinghNo ratings yet
- Under WAter WeldingDocument16 pagesUnder WAter WeldingMayank Agarwal100% (1)
- Underwater WeldingDocument7 pagesUnderwater Weldingmuhamad yakubNo ratings yet
- A Review On Under Water Welding Process: C SundarapandiyanDocument6 pagesA Review On Under Water Welding Process: C SundarapandiyanSHUBHAM YadavNo ratings yet
- Underwater WeldingDocument19 pagesUnderwater WeldingKameswara ReddyNo ratings yet
- Seminar Report On Underwater WeldingDocument15 pagesSeminar Report On Underwater WeldingmaXx79% (14)
- Underwater Welding GuideDocument17 pagesUnderwater Welding GuidefaridNo ratings yet
- Selective Laser Not MeltingDocument11 pagesSelective Laser Not MeltingAli MousaviNo ratings yet
- Underwater WeldingDocument15 pagesUnderwater WeldingNishanth GowdaNo ratings yet
- Technical Note: Underwater Welding - Present Status and Future ScopeDocument11 pagesTechnical Note: Underwater Welding - Present Status and Future ScopeJohn RajNo ratings yet
- Underwater WeldingDocument27 pagesUnderwater WeldingAbhishek Jain87% (15)
- Underwater Welding ReportDocument15 pagesUnderwater Welding ReportSaroj KumarNo ratings yet
- Oil and Natural Gas Corporation LTD.: Under-Water Structure Repair by Wet Welding'Document12 pagesOil and Natural Gas Corporation LTD.: Under-Water Structure Repair by Wet Welding'Rodolfo Cruz LaraNo ratings yet
- Underwater Welding Seminar ReportDocument19 pagesUnderwater Welding Seminar ReportRaghu Veer Ycd100% (1)
- Underwater WeldingDocument16 pagesUnderwater WeldingDinesh ChahalNo ratings yet
- Underwaterwelding 121020023417 Phpapp01Document18 pagesUnderwaterwelding 121020023417 Phpapp01Akhil MohanNo ratings yet
- Hyperbaric WeldingDocument17 pagesHyperbaric WeldingRam KasturiNo ratings yet
- Underwater Welding 091109043409 Phpapp01Document2 pagesUnderwater Welding 091109043409 Phpapp01Chong Chan YauNo ratings yet
- Underwater WeldingDocument3 pagesUnderwater WeldingNehal VaghasiyaNo ratings yet
- Underwater WeldingDocument19 pagesUnderwater WeldingUmesh LakraNo ratings yet
- Underwater WeldingDocument14 pagesUnderwater Weldingsayuuishot50% (2)
- Report of Underwater WeldingDocument7 pagesReport of Underwater WeldingMunirAzeemNo ratings yet
- Advances in Underwater Welding TechniquesDocument28 pagesAdvances in Underwater Welding TechniquesAppu Achu Akhil AlexanderNo ratings yet
- Underwaterwelding - IMP 1Document19 pagesUnderwaterwelding - IMP 1AnshJainNo ratings yet
- The Stronger The Better Is Not Necessarily The Case For FastenersDocument2 pagesThe Stronger The Better Is Not Necessarily The Case For FastenersKiranNo ratings yet
- Wa0000Document14 pagesWa0000Pavan Teja100% (1)
- Underwater Welding 2Document26 pagesUnderwater Welding 2Mohammad IsmailNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Scientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878 A Weekly Journal Of Practical Information, Art, Science, Mechanics, Chemistry, And ManufacturesFrom EverandScientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878 A Weekly Journal Of Practical Information, Art, Science, Mechanics, Chemistry, And ManufacturesNo ratings yet
- Steam BasicsDocument7 pagesSteam BasicsJohn RajNo ratings yet
- 2017 EME2066, Lec - Notes, Chapter 1 Basic Concepts and Analysis of Data PDFDocument22 pages2017 EME2066, Lec - Notes, Chapter 1 Basic Concepts and Analysis of Data PDFJohn RajNo ratings yet
- Diffternt Types of Welding Joints: Presented By: Dcrust, MurthalDocument13 pagesDiffternt Types of Welding Joints: Presented By: Dcrust, MurthalMitul PatelNo ratings yet
- 2017 EME2066, Chap.1 Lecture Slides PDFDocument40 pages2017 EME2066, Chap.1 Lecture Slides PDFJohn RajNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892 PDFDocument22 pagesWeldingdefects 150915053459 Lva1 App6892 PDFpaolaNo ratings yet
- Understanding Net Positive Suction Head of Centrifugal PumpDocument11 pagesUnderstanding Net Positive Suction Head of Centrifugal PumpJohn RajNo ratings yet
- Safety - Fma 1967 at A Glance (Part 1)Document48 pagesSafety - Fma 1967 at A Glance (Part 1)skundraNo ratings yet
- FlangesDocument22 pagesFlangesAnonymous JEe6LWPNo ratings yet
- Safety - Fma 1967 at A Glance (Part 1)Document48 pagesSafety - Fma 1967 at A Glance (Part 1)skundraNo ratings yet
- Assignment Mar223: (Types of Port)Document6 pagesAssignment Mar223: (Types of Port)John RajNo ratings yet
- Pump 150918161223 Lva1 App6891 PDFDocument325 pagesPump 150918161223 Lva1 App6891 PDFJohn RajNo ratings yet
- Types20of20welding1 091203225849 Phpapp02 140905135330 Phpapp01Document73 pagesTypes20of20welding1 091203225849 Phpapp02 140905135330 Phpapp01Anjali AnjuNo ratings yet
- Welding Tips and TricksDocument24 pagesWelding Tips and TricksgullipalliNo ratings yet
- Maintenance of Distillation Column in An Refinery: By: Asmita Mishra Btech, Chemical Engg Igit SarangDocument24 pagesMaintenance of Distillation Column in An Refinery: By: Asmita Mishra Btech, Chemical Engg Igit SarangJohn RajNo ratings yet
- Process Calculation: DistillationDocument15 pagesProcess Calculation: DistillationJohn RajNo ratings yet
- Distillationfinal 160420080000Document23 pagesDistillationfinal 160420080000John RajNo ratings yet
- Effective Preventive Maintenance Scheduling Through Machine Criticality AnalysisDocument11 pagesEffective Preventive Maintenance Scheduling Through Machine Criticality AnalysisJohn RajNo ratings yet
- Stress Analysis (Part 3) ReportDocument23 pagesStress Analysis (Part 3) ReportJohn RajNo ratings yet
- Diploma in Offshore EngineeringDocument1 pageDiploma in Offshore EngineeringJohn RajNo ratings yet
- Technical Note: Underwater Welding - Present Status and Future ScopeDocument11 pagesTechnical Note: Underwater Welding - Present Status and Future ScopeJohn RajNo ratings yet
- Underwater Welding PDFDocument5 pagesUnderwater Welding PDFrock_xxx567879No ratings yet
- Gamma Lab Group Tri2s1920 Ver1Document7 pagesGamma Lab Group Tri2s1920 Ver1John RajNo ratings yet
- Case Study: Marwadi Education Foundation Group of InstitutionsDocument25 pagesCase Study: Marwadi Education Foundation Group of InstitutionsJohn RajNo ratings yet
- Most Influential Space PioneersDocument10 pagesMost Influential Space PioneersJohn RajNo ratings yet
- M3 - U2 - Piping Components and FittingsDocument36 pagesM3 - U2 - Piping Components and FittingsstrikerNo ratings yet
- 1830 - Tutorial 4 Clutches and BrakesDocument3 pages1830 - Tutorial 4 Clutches and BrakesJohn RajNo ratings yet
- The Origin of The Solar System3 Apr 21Document6 pagesThe Origin of The Solar System3 Apr 21John RajNo ratings yet
- Marine Cargo OperationDocument15 pagesMarine Cargo OperationJohn Raj100% (1)
- PRWC in HF ServiceDocument5 pagesPRWC in HF Serviceingmetal9104No ratings yet
- Evaluating Iron & Steel in Historic BridgesDocument8 pagesEvaluating Iron & Steel in Historic BridgesjayaramanrathnamNo ratings yet
- Unit 1 Heat Treatment of SteelsDocument207 pagesUnit 1 Heat Treatment of SteelsAishwarya JanbandhuNo ratings yet
- Maulana 2020Document11 pagesMaulana 2020Supun RanganaNo ratings yet
- Valve World Magazine PDFDocument4 pagesValve World Magazine PDFshan07011984No ratings yet
- HTL - 15-5 PH - Effect of The Influence of Cutting Parameters On 15-5PH Stainless Steel ForDocument10 pagesHTL - 15-5 PH - Effect of The Influence of Cutting Parameters On 15-5PH Stainless Steel ForSridhar AtlaNo ratings yet
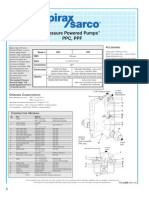
- Spirax Pressure Powered PumpsDocument2 pagesSpirax Pressure Powered Pumpshappale2002No ratings yet
- DESPONIA 1617enDocument8 pagesDESPONIA 1617enkad-7No ratings yet
- DNV ST 0377Document285 pagesDNV ST 0377Chief Engineer100% (1)
- CS, LAS N SS Steel Requirements FinalDocument11 pagesCS, LAS N SS Steel Requirements FinalJahanvi BaruiNo ratings yet
- Pueblo Viejo Project Dominican Republic Barrick Pueblo Viejo / Fluor Daniel South America Limited Rene Beltrán - QA/QC ManagerDocument1 pagePueblo Viejo Project Dominican Republic Barrick Pueblo Viejo / Fluor Daniel South America Limited Rene Beltrán - QA/QC ManagerCarlos PovedaNo ratings yet
- Damage Mechanisms Fixed Equipment in Refining IndustryDocument13 pagesDamage Mechanisms Fixed Equipment in Refining IndustryMansoor Ali100% (3)
- Atmosphere Gas CarburizingDocument4 pagesAtmosphere Gas Carburizingmp87_ingNo ratings yet
- Types of Steel: Carbon, Alloy, Stainless & ToolDocument7 pagesTypes of Steel: Carbon, Alloy, Stainless & ToolSakib RafeeNo ratings yet
- Bomba Triplex Pz8 GDDocument2 pagesBomba Triplex Pz8 GDVictor Dasilva100% (1)
- BS3100 A2Document11 pagesBS3100 A2AlexNo ratings yet
- 02 SAMSS 011 FlangesDocument30 pages02 SAMSS 011 FlangesALINo ratings yet
- Machine Design Examination 5Document5 pagesMachine Design Examination 5SYBRELLE CRUZNo ratings yet
- 2e1b Stud WeldingDocument15 pages2e1b Stud WeldingDinh ToanNo ratings yet
- Assessment of Blast Furnace Behaviour Through Softening-Melting TestDocument10 pagesAssessment of Blast Furnace Behaviour Through Softening-Melting TestvidhyasagarNo ratings yet
- Kanchan ReportxDocument90 pagesKanchan ReportxAnonymous hu42KMNo ratings yet
- Preweld Preparation and Post Weld Procedure in SmawDocument2 pagesPreweld Preparation and Post Weld Procedure in Smawcharlesbryan.martinezNo ratings yet
- Nanotechnology in Civil EngineeringDocument14 pagesNanotechnology in Civil EngineeringBisam AlhafizNo ratings yet
- 21 Weldability of SteelsDocument40 pages21 Weldability of Steelssaeidian100% (2)
- 16.1.1 Furnaces For Roasting and Calcining: 16.1.1.1 Rotary KilnsDocument66 pages16.1.1 Furnaces For Roasting and Calcining: 16.1.1.1 Rotary Kilnshisem100% (1)
- Materials Balance in Bessemer SteelmakingDocument3 pagesMaterials Balance in Bessemer SteelmakingZarin Rafa Shaitee0% (1)
- Educated use of DRI/HBI improves EAF energy efficiency and yieldDocument11 pagesEducated use of DRI/HBI improves EAF energy efficiency and yieldsatyajitNo ratings yet
- V4 10M Mining Vibrating Screen 2023.02.10Document41 pagesV4 10M Mining Vibrating Screen 2023.02.10GeorgeNo ratings yet
- Astm A 403 / A 403M - 06Document7 pagesAstm A 403 / A 403M - 06negg 348100% (1)
- Cost EstimationDocument85 pagesCost EstimationTowfiq AhmedNo ratings yet

























































![Scientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878
A Weekly Journal Of Practical Information, Art, Science,
Mechanics, Chemistry, And Manufactures](https://imgv2-2-f.scribdassets.com/img/word_document/187374175/149x198/94bb94db93/1579716754?v=1)