You might also like
- Water Treatment Plant Performance Evaluations and OperationsFrom EverandWater Treatment Plant Performance Evaluations and OperationsNo ratings yet
- Municipal Wastewater Treatment: Evaluating Improvements in National Water QualityFrom EverandMunicipal Wastewater Treatment: Evaluating Improvements in National Water QualityNo ratings yet
- Biotower FundamentalsDocument40 pagesBiotower Fundamentalsram1987_rajaNo ratings yet
- Trickling Filters PDFDocument16 pagesTrickling Filters PDFJohnclaude ChamandiNo ratings yet
- ENVI Trickling FiltersDocument23 pagesENVI Trickling FiltersbaBy daBy AnNetTeNo ratings yet
- CT4485 Exam 31-01-2012 With AnswersDocument7 pagesCT4485 Exam 31-01-2012 With AnswersVali100% (1)
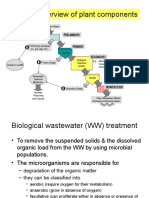
- Biological wastewater treatment overviewDocument42 pagesBiological wastewater treatment overviewDini AryantiNo ratings yet
- CH 4 Sewage TreatmentDocument134 pagesCH 4 Sewage TreatmentGetu BogaleNo ratings yet
- Introduction To Activated Sludge Study Guide: Wisconsin Department of Natural Resources Wastewater Operator CertificationDocument33 pagesIntroduction To Activated Sludge Study Guide: Wisconsin Department of Natural Resources Wastewater Operator CertificationAgus WitonoNo ratings yet
- Trickling Filters: Biological Wastewater Treatment Using Porous MediaDocument7 pagesTrickling Filters: Biological Wastewater Treatment Using Porous MediaTasirmistNo ratings yet
- Trickling FilterDocument10 pagesTrickling FilterAbdullahNo ratings yet
- Mohammed Saleh - STOAT ASM - Simulation Model of Wastewater Treatment ProcessesDocument104 pagesMohammed Saleh - STOAT ASM - Simulation Model of Wastewater Treatment ProcessesAnish Ghimire100% (1)
- Iii. Preliminary Unit Operations and Processes: Water TreatmentDocument56 pagesIii. Preliminary Unit Operations and Processes: Water Treatmentasya rüyasıNo ratings yet
- Tutorial 5Document4 pagesTutorial 5Pratik Babu GhimireNo ratings yet
- Waste Stabilisation PondsDocument8 pagesWaste Stabilisation PondsIndrie AgustinaNo ratings yet
- Rapid Sand FiltrationDocument16 pagesRapid Sand FiltrationNurul ShafinazNo ratings yet
- Chapter 4 StudentDocument48 pagesChapter 4 StudentMaster-s Hero-sNo ratings yet
- WRD Ot Activated Sludge Process 445196 7Document162 pagesWRD Ot Activated Sludge Process 445196 7anpuselvi125No ratings yet
- Report TreatmentPond PDFDocument10 pagesReport TreatmentPond PDFSérgio Dos SantosNo ratings yet
- Operation and Control of STPDocument11 pagesOperation and Control of STPHari Krishna.MNo ratings yet
- Wastewater Treatment Plants (WWTP) : General Flow Diagram For The Wastewater Treatment PlantDocument12 pagesWastewater Treatment Plants (WWTP) : General Flow Diagram For The Wastewater Treatment PlantAhmed AmediNo ratings yet
- Problems of Drinking Water in Rural AreaDocument14 pagesProblems of Drinking Water in Rural AreaRoumyadeep ChakrabortyNo ratings yet
- Wastewater Treatment Methods Physical Unit Operations Chemical Unit Operations Biological Unit OperationsDocument34 pagesWastewater Treatment Methods Physical Unit Operations Chemical Unit Operations Biological Unit OperationsNumanNo ratings yet
- Lesson 17 - Activated SludgeDocument8 pagesLesson 17 - Activated SludgeShane RodriguezNo ratings yet
- 10 Cum - DayDocument5 pages10 Cum - DayAbhijit MondalNo ratings yet
- Journal of Water Process Engineering: SciencedirectDocument8 pagesJournal of Water Process Engineering: SciencedirectOmar GameelNo ratings yet
- Filtration - Downstream ProcessingDocument28 pagesFiltration - Downstream Processingharijayaram100% (3)
- Nutrient & Pathogen Removal in Wastewater TreatmentDocument27 pagesNutrient & Pathogen Removal in Wastewater TreatmentMohammed BarniNo ratings yet
- Maintaining Ohio Package Treatment PlantsDocument25 pagesMaintaining Ohio Package Treatment PlantsHendra SusantoNo ratings yet
- Activated Sludge ProcessDocument26 pagesActivated Sludge ProcessDevendra SharmaNo ratings yet
- Anaerobic Digestion and Wastewater Treatment SystemsDocument26 pagesAnaerobic Digestion and Wastewater Treatment SystemsRoberto SuseNo ratings yet
- Sample WW QuestionsDocument10 pagesSample WW QuestionsKrishna Kumar MeenaNo ratings yet
- Active Sludge PDFDocument8 pagesActive Sludge PDFDark_KiroNo ratings yet
- Lesson Plan: How Do We Clean Polluted Water?Document15 pagesLesson Plan: How Do We Clean Polluted Water?Tarun MattaparthyNo ratings yet
- Introduction To Domestic Wastewater Treatment, and Physical Treatment ProcessesDocument209 pagesIntroduction To Domestic Wastewater Treatment, and Physical Treatment ProcessesNitesh KumarNo ratings yet
- Design of Arraba Wastewater Treatment PlantDocument47 pagesDesign of Arraba Wastewater Treatment PlantMOHAMMED ABBAS NAJI MAALANo ratings yet
- Chapter-1: 1.1 Waste Water Treatment PlantDocument39 pagesChapter-1: 1.1 Waste Water Treatment PlantKalyan Reddy AnuguNo ratings yet
- Slow Sand Filtration Fact SheetDocument4 pagesSlow Sand Filtration Fact Sheetjose03No ratings yet
- Tertiary TreatmentDocument45 pagesTertiary TreatmentsunitaudayNo ratings yet
- Chapter 1 Basic Design ConsiderationDocument38 pagesChapter 1 Basic Design ConsiderationAce ThunderNo ratings yet
- Treatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorDocument8 pagesTreatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorIna SitaNo ratings yet
- LECTURE 11 - Conventional Water Treatment Facility2014Document51 pagesLECTURE 11 - Conventional Water Treatment Facility2014Kaaviyan thirunyanamNo ratings yet
- Sludge Drying BedDocument2 pagesSludge Drying BedAshokNo ratings yet
- Wastewater Treatment: An IntroductionDocument49 pagesWastewater Treatment: An IntroductionRefisa JiruNo ratings yet
- Hospital Waste Water TreatmentDocument5 pagesHospital Waste Water TreatmentNP100% (1)
- Ankit Akela Minor ProjectDocument34 pagesAnkit Akela Minor ProjectAnkit TuranNo ratings yet
- Development of Advanced Water Treatment Using Microbubbles - Pan Li - 2006Document149 pagesDevelopment of Advanced Water Treatment Using Microbubbles - Pan Li - 2006cristian muozNo ratings yet
- Activated Sludge ProcessDocument10 pagesActivated Sludge ProcessSai Raghava Rajeev100% (1)
- 9.6.2023 - Shorthand Notes On Sewage Sludge Treatment and DisposalDocument17 pages9.6.2023 - Shorthand Notes On Sewage Sludge Treatment and DisposalLucas AgumbaNo ratings yet
- Attached Growth Reactors Trickling Filters ExplainedDocument31 pagesAttached Growth Reactors Trickling Filters ExplainedJon Bisu Debnath100% (1)
- 2015 CVL300 Tutorial 4 SolutionDocument7 pages2015 CVL300 Tutorial 4 SolutionAhmed Abuzour100% (2)
- Foaming in Wastewater Treatment PlantDocument8 pagesFoaming in Wastewater Treatment PlantGeorge MarkasNo ratings yet
- Sedimentation Sanitary Engineering-Lecture4-2003Document41 pagesSedimentation Sanitary Engineering-Lecture4-2003motuz adamNo ratings yet
- Stabilization Pond: Types of Stabilization PondsDocument9 pagesStabilization Pond: Types of Stabilization PondsPaolo Fetalco CruzNo ratings yet
- Topic Quiz QA Wastewater Treatment Dec 04.2021Document4 pagesTopic Quiz QA Wastewater Treatment Dec 04.2021Julie Anne Cristales100% (1)
- Chapter 6 Pump StationDocument22 pagesChapter 6 Pump StationAce Thunder100% (2)
- 1) (15 PTS) A 10 Inch Diameter Sanitary Sewer Is Designed Such That ItDocument13 pages1) (15 PTS) A 10 Inch Diameter Sanitary Sewer Is Designed Such That ItZeyad Tareq Al Sarori100% (1)
- Lqiwqfr: $$FW ftq1Document21 pagesLqiwqfr: $$FW ftq1Ragib Nur Alam ShuvoNo ratings yet
- Circular 3Document2 pagesCircular 3Ragib Nur Alam ShuvoNo ratings yet
- Settlement of Shallow FoundationsDocument12 pagesSettlement of Shallow FoundationsRagib Nur Alam ShuvoNo ratings yet
- Biochemistry Report R8753: Id NoDocument1 pageBiochemistry Report R8753: Id NoRagib Nur Alam ShuvoNo ratings yet
- Question SolveDocument3 pagesQuestion SolveRagib Nur Alam ShuvoNo ratings yet
- APU Kazi: Recruitment Test of GTCL-2018 Post: Assistant Engineer (Electrical)Document3 pagesAPU Kazi: Recruitment Test of GTCL-2018 Post: Assistant Engineer (Electrical)Ragib Nur Alam ShuvoNo ratings yet
- DSCC Asst. Engr. 2021 QuestionDocument3 pagesDSCC Asst. Engr. 2021 QuestionRagib Nur Alam ShuvoNo ratings yet
- Ce 208 PDFDocument87 pagesCe 208 PDFanku4frenzNo ratings yet
- Column and beam layout diagramDocument1 pageColumn and beam layout diagramRagib Nur Alam ShuvoNo ratings yet
- BREB Problem SolutionDocument35 pagesBREB Problem SolutionRagib Nur Alam ShuvoNo ratings yet
- CE Faculty ModelDocument1 pageCE Faculty ModelRagib Nur Alam ShuvoNo ratings yet
- Influence Lines For BeamsDocument7 pagesInfluence Lines For BeamsRagib Nur Alam ShuvoNo ratings yet
- BWDB Selected CandidatesDocument1 pageBWDB Selected CandidatesRagib Nur Alam ShuvoNo ratings yet
- Programming (C) Question Solve (2014-2009) RUETDocument19 pagesProgramming (C) Question Solve (2014-2009) RUETRagib Nur Alam ShuvoNo ratings yet
- Drilled ShaftDocument17 pagesDrilled ShaftRagib Nur Alam ShuvoNo ratings yet
- Geometric Design Standard RHD - BDDocument46 pagesGeometric Design Standard RHD - BDgazi sharif100% (10)
- MAtDocument6 pagesMAtRagib Nur Alam ShuvoNo ratings yet
- Programming (C) Question Solve (2014-2009) RUETDocument19 pagesProgramming (C) Question Solve (2014-2009) RUETRagib Nur Alam ShuvoNo ratings yet
- Intze Type Tank DetailingDocument1 pageIntze Type Tank DetailingRagib Nur Alam ShuvoNo ratings yet
- Stair DetailsDocument1 pageStair DetailsRagib Nur Alam ShuvoNo ratings yet
- CESR ConstitutionDocument5 pagesCESR ConstitutionRagib Nur Alam ShuvoNo ratings yet
- Geotech Class Test SolutionDocument1 pageGeotech Class Test SolutionRagib Nur Alam ShuvoNo ratings yet
- Geotech - 2Document6 pagesGeotech - 2Ragib Nur Alam ShuvoNo ratings yet
- Integral CalculasDocument8 pagesIntegral CalculasRagib Nur Alam ShuvoNo ratings yet
- Moment of Inertia Problem SolveDocument7 pagesMoment of Inertia Problem SolveRagib Nur Alam ShuvoNo ratings yet
- Integral CalculasDocument8 pagesIntegral CalculasRagib Nur Alam ShuvoNo ratings yet
- Influence Line (IL) Problem SolveDocument2 pagesInfluence Line (IL) Problem SolveRagib Nur Alam ShuvoNo ratings yet
- RFC Mantis II Reader Data Sheet (2005)Document2 pagesRFC Mantis II Reader Data Sheet (2005)Tim BresienNo ratings yet
- Tower Scientific CompanyDocument3 pagesTower Scientific Companymaloy0% (1)
- Theory of Machines Kinematics FundamentalsDocument31 pagesTheory of Machines Kinematics FundamentalsmungutiNo ratings yet
- Guide to Preparing STEM Fellowship ApplicationsDocument14 pagesGuide to Preparing STEM Fellowship ApplicationsNurrahmiNo ratings yet
- Route StructureDocument3 pagesRoute StructureAndrei Gideon ReyesNo ratings yet
- Analyzing Potential Audit Client LakesideDocument22 pagesAnalyzing Potential Audit Client LakesideLet it be100% (1)
- Organizational Behavior: Eighteenth EditionDocument37 pagesOrganizational Behavior: Eighteenth EditionPrashant Kumar100% (1)
- Quality Improvement Methodologies - PDCA Cycle RAD PDFDocument9 pagesQuality Improvement Methodologies - PDCA Cycle RAD PDFherita suasantaNo ratings yet
- Warehousing Functions and TypesDocument5 pagesWarehousing Functions and TypesporseenaNo ratings yet
- MGT211 RecruitmentDocument16 pagesMGT211 RecruitmentEdward N MichealNo ratings yet
- Hydraulic Caliper Service Manual MM0266Document27 pagesHydraulic Caliper Service Manual MM0266LUKASNo ratings yet
- Manual - Nokia - AirScale - System Module - Presentation NokiaDocument29 pagesManual - Nokia - AirScale - System Module - Presentation NokiaAndres Obando100% (1)
- pmwj93 May2020 Omar Fashina Fakunle Somaliland Construction IndustryDocument18 pagespmwj93 May2020 Omar Fashina Fakunle Somaliland Construction IndustryAdebayo FashinaNo ratings yet
- KCIS 2nd Semester Science Fair ProjectsDocument2 pagesKCIS 2nd Semester Science Fair ProjectsCaT BlAcKNo ratings yet
- Effects of The Sugar RevolutionDocument9 pagesEffects of The Sugar RevolutionSusan BarriotNo ratings yet
- Barrett Preliminary Injunction in 'Heartbeat Bill' CaseDocument12 pagesBarrett Preliminary Injunction in 'Heartbeat Bill' CaseCincinnatiEnquirerNo ratings yet
- Edge Computing As A Service: How Macrometa is Revolutionizing Global Data ProcessingDocument8 pagesEdge Computing As A Service: How Macrometa is Revolutionizing Global Data ProcessingAtlantis-ILIONo ratings yet
- Financial Management Notes - Dividend Decision - Dynamic Tutorials and ServicesDocument10 pagesFinancial Management Notes - Dividend Decision - Dynamic Tutorials and Servicessimranarora2007No ratings yet
- 9 Sinaq 8Document2 pages9 Sinaq 8Murad QuliyevNo ratings yet
- Jane Austen's Literary StyleDocument4 pagesJane Austen's Literary StyleGulfam RashidNo ratings yet
- Integrating JasperReports To PHPDocument10 pagesIntegrating JasperReports To PHPrupinder_3061463No ratings yet
- How To Comp For A Vocalist - Singer - The Jazz Piano SiteDocument5 pagesHow To Comp For A Vocalist - Singer - The Jazz Piano SiteMbolafab RbjNo ratings yet
- Search For TruthDocument64 pagesSearch For TruthJay Cal100% (5)
- BSNL Cda RulesDocument3 pagesBSNL Cda RulesAlexander MccormickNo ratings yet
- Test Bank For Oral Pathology 7th Edition by RegeziDocument11 pagesTest Bank For Oral Pathology 7th Edition by RegeziSteve Isola100% (23)
- The Structure of PoetryDocument3 pagesThe Structure of PoetryRose Razo100% (1)
- Byjus Govt Scheme Part 1Document91 pagesByjus Govt Scheme Part 1girishshekharNo ratings yet
- Late 18th and Early 19thDocument82 pagesLate 18th and Early 19thGrace CordelinNo ratings yet
- Hatch-Slack PathwayDocument10 pagesHatch-Slack Pathwaychurail khanNo ratings yet
- EN Sample Paper 19 UnsolvedDocument12 pagesEN Sample Paper 19 UnsolvedRashvandhNo ratings yet