You might also like
- Ms Thesis SampleDocument5 pagesMs Thesis Samplediasponibar1981100% (2)
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Phase Diagram of Carbon Steel PDFDocument6 pagesPhase Diagram of Carbon Steel PDFAnonymous yshOO0tEjKNo ratings yet
- Exemplar Inorganic MaterialDocument20 pagesExemplar Inorganic MaterialAaron GrettonNo ratings yet
- Photoelectric Effect HomeworkDocument6 pagesPhotoelectric Effect HomeworkMartin PelayoNo ratings yet
- GCT's Antigravity Breakthrough: Straight Talk With Victor RozsnyayDocument12 pagesGCT's Antigravity Breakthrough: Straight Talk With Victor RozsnyayOlivier PERRINNo ratings yet
- Problem Set 2 Revised 9.10.18, Chem163-Fall18Document3 pagesProblem Set 2 Revised 9.10.18, Chem163-Fall18pasmith1215No ratings yet
- Early Atomic Theory Homework AnswersDocument8 pagesEarly Atomic Theory Homework Answersg3nywwrn100% (1)
- Assignment 1 - Chemistry of The Periodic TableDocument6 pagesAssignment 1 - Chemistry of The Periodic TableGraceNo ratings yet
- Technical Writing OCRDocument143 pagesTechnical Writing OCRDina AlaāNo ratings yet
- (Pre) History of Computer Simulation: DiscoveryDocument6 pages(Pre) History of Computer Simulation: DiscoveryAaditya KhanalNo ratings yet
- Mathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersFrom EverandMathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersNo ratings yet
- Atomic Structure (The Nucleus) Homework AnswersDocument6 pagesAtomic Structure (The Nucleus) Homework Answersafnandterdacua100% (1)
- Radiant Energy Antenna SystemDocument9 pagesRadiant Energy Antenna Systemsuso73100% (2)
- Part3 - Lecture 4, 5Document7 pagesPart3 - Lecture 4, 5Husna Hafiza Bt. R.AzamiNo ratings yet
- Grounding Questions and AnswersDocument37 pagesGrounding Questions and Answersvladimir rosas ayalaNo ratings yet
- Atomic Theory HomeworkDocument5 pagesAtomic Theory Homeworkafefhvaue100% (1)
- Formulating A Research ObjectiveDocument8 pagesFormulating A Research Objectiveabrham haileyesusNo ratings yet
- Electro Ceramics Lecture by NPTELDocument32 pagesElectro Ceramics Lecture by NPTELMuhammadTanweerAhmadNo ratings yet
- Atomic Structure Homework Answer KeyDocument5 pagesAtomic Structure Homework Answer Keyafmcqeqeq100% (1)
- Finite Quantum Electrodynamics: The Causal Approach, Third EditionFrom EverandFinite Quantum Electrodynamics: The Causal Approach, Third EditionNo ratings yet
- Photoelectric Effect HomeworkDocument6 pagesPhotoelectric Effect HomeworkFilippo Beninca'No ratings yet
- GDP Fe CDocument4 pagesGDP Fe Ctrần ĐôNo ratings yet
- 10.12.05 Fall 2005 100 Points Total (50 in Thermo + 50 in Bonding)Document13 pages10.12.05 Fall 2005 100 Points Total (50 in Thermo + 50 in Bonding)Ajay SinghNo ratings yet
- Homework Assignment #1 (Due Tuesday August 30th)Document19 pagesHomework Assignment #1 (Due Tuesday August 30th)NaniNo ratings yet
- Optimum Design of DC Solenoids/ElectromagnetsDocument72 pagesOptimum Design of DC Solenoids/ElectromagnetsLeslie Green100% (1)
- ENS167 Sample FinalDocument1 pageENS167 Sample FinalFatima Zaynab AbdulzamadNo ratings yet
- Bedini SG - The Key To Meyers CircuitDocument62 pagesBedini SG - The Key To Meyers Circuitxaraiza6100% (3)
- FAQ Regarding Physics SessionsDocument8 pagesFAQ Regarding Physics SessionsceceNo ratings yet
- 2009-090 CronholmDocument12 pages2009-090 CronholmfakhanNo ratings yet
- Zusammenfassung Bachelor Thesis BeispielDocument8 pagesZusammenfassung Bachelor Thesis Beispielsherielliottbillings100% (2)
- Atomic Structure Homework AnswersDocument5 pagesAtomic Structure Homework Answersafodfebdabeabo100% (1)
- Sixth Form Transition Pack: A Level ChemistryDocument31 pagesSixth Form Transition Pack: A Level ChemistryHugh MunguzNo ratings yet
- Kittel Solid State Physics HomeworkDocument5 pagesKittel Solid State Physics Homeworkguvpjyrmg100% (1)
- Modern Chemistry Chapter 3 Homework 3-1 AnswersDocument8 pagesModern Chemistry Chapter 3 Homework 3-1 Answersafmtjuhob100% (1)
- Van de Graaff Generator Research PaperDocument7 pagesVan de Graaff Generator Research Paperdxvxhvhkf100% (1)
- Introduction To Finite Element Method Dr. R. Krishnakumar Department of Mechanical Engineering Indian Institute of Technology, Madras Lecture - 2Document34 pagesIntroduction To Finite Element Method Dr. R. Krishnakumar Department of Mechanical Engineering Indian Institute of Technology, Madras Lecture - 2mahendranNo ratings yet
- PHD Thesis DFTDocument4 pagesPHD Thesis DFTk1lod0zolog3100% (2)
- FinalDocument12 pagesFinalAlejandroNo ratings yet
- Student Worksheet of Electrochemical Cells: Name: . Grade XII Semester 1 Sma 1 Bae KudusDocument10 pagesStudent Worksheet of Electrochemical Cells: Name: . Grade XII Semester 1 Sma 1 Bae KudusAuliaNo ratings yet
- Quantum Chemistry With Jaguar For Beginners: in This GuideDocument21 pagesQuantum Chemistry With Jaguar For Beginners: in This GuideChristian Mark Labiano100% (1)
- Solar Cells Gcse CourseworkDocument5 pagesSolar Cells Gcse Courseworkbcreq2m5100% (2)
- Band Theory of The Electronic Properties of Solids 2Document2 pagesBand Theory of The Electronic Properties of Solids 2Srinivas SaiNo ratings yet
- Som Lec1Document22 pagesSom Lec1hemant_durgawaleNo ratings yet
- Lec 41Document35 pagesLec 41mari_dudaNo ratings yet
- 1-1 Physics, Models, and UnitsDocument2 pages1-1 Physics, Models, and Unitsmeli890No ratings yet
- Thesis ThailisDocument7 pagesThesis ThailisBestCollegePaperWritingServiceSingapore100% (1)
- Material Science NotesDocument263 pagesMaterial Science NotesARUNKUMAR VNo ratings yet
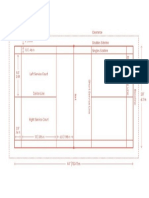
- Badminton CourtDocument1 pageBadminton Courtrty2No ratings yet
- Case Study Metafora Qms La Sss 15-07-2020.Document121 pagesCase Study Metafora Qms La Sss 15-07-2020.Prãgñësh KàptäñNo ratings yet
- QMS - 9KLA - IRCA Slides.-6-08-2021Document127 pagesQMS - 9KLA - IRCA Slides.-6-08-2021rty2No ratings yet
- QMS - Delegate Manual-15!07!2020Document50 pagesQMS - Delegate Manual-15!07!2020rty2No ratings yet
- Badminton Court3DDocument1 pageBadminton Court3Drty2No ratings yet
- QMS Delelgate Activity Manual LA 21-05-2021Document40 pagesQMS Delelgate Activity Manual LA 21-05-2021rty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument34 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument13 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- Form 20 To, The Registering Authority North Parur Srto ...........................Document5 pagesForm 20 To, The Registering Authority North Parur Srto ...........................rty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument11 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- SAES-H-200Storage, Handling and Installationof Externally Coated Pipe PDFDocument9 pagesSAES-H-200Storage, Handling and Installationof Externally Coated Pipe PDFrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument21 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- 92A36BBD3AAD1CCEE54E41B6E87DE89Document2 pages92A36BBD3AAD1CCEE54E41B6E87DE89rty2No ratings yet
- NCR Flow Chart: Inspector QC EngineerDocument1 pageNCR Flow Chart: Inspector QC Engineerrty2No ratings yet
- Click To Go To IndexDocument16 pagesClick To Go To Indexrty2No ratings yet
- 115675BCA1FA6D759B9276152494713Document1 page115675BCA1FA6D759B9276152494713rty2No ratings yet
- FIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDDocument39 pagesFIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDrty2No ratings yet
- FM 4991Document46 pagesFM 4991rty2100% (1)
- Ceramic Raw Materials: Other No Yes PublicationsDocument1 pageCeramic Raw Materials: Other No Yes Publicationsrty2No ratings yet
- High Temperature Corrosion of Ceramics: J.R. Blachere F.S. PettitDocument2 pagesHigh Temperature Corrosion of Ceramics: J.R. Blachere F.S. Pettitrty2No ratings yet
- Saes H 002VDocument23 pagesSaes H 002Vrty2No ratings yet
- Documentation of Welding Procedure TestDocument5 pagesDocumentation of Welding Procedure Testrty2No ratings yet
- Contents and Subject Index: H. R. Kim, J. R. Blachere, F.S. Pettit 31Document3 pagesContents and Subject Index: H. R. Kim, J. R. Blachere, F.S. Pettit 31rty2No ratings yet
- Documentation of Welding Procedure TestDocument5 pagesDocumentation of Welding Procedure Testrty2No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 05 Cu CualloysDocument66 pages05 Cu Cualloysrty2No ratings yet
- 15 How Find Materia DataDocument17 pages15 How Find Materia Datarty2No ratings yet
- 13 Smart Mater PDFDocument18 pages13 Smart Mater PDFrty2No ratings yet
- 304 DDQ SpecificationDocument1 page304 DDQ Specificationdac_angelovNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary EducationKohinoor BegumNo ratings yet
- Midterm CorrosionDocument4 pagesMidterm CorrosionAngelica FerrerNo ratings yet
- Colour and Art A Brief History of PigmentDocument9 pagesColour and Art A Brief History of PigmentHua Hidari YangNo ratings yet
- Salt TableDocument45 pagesSalt TableAli ettehadi100% (3)
- Aluminium Alloy L113 T6 Sheet: Specifications Supplied FormsDocument2 pagesAluminium Alloy L113 T6 Sheet: Specifications Supplied Formsgrg_greNo ratings yet
- Hydrometallurgical Processing Routes For CopperDocument26 pagesHydrometallurgical Processing Routes For CopperGerson Aguilar OliverahNo ratings yet
- 10.1007@978 3 030 36540 0 PDFDocument1,008 pages10.1007@978 3 030 36540 0 PDFdavibraga8041100% (1)
- KSSM Science Form 4 Chapter 9 9.1Document47 pagesKSSM Science Form 4 Chapter 9 9.1TSE100% (1)
- 03 Water and Admixture-1Document33 pages03 Water and Admixture-1Vaughn Rovin GarciaNo ratings yet
- Whiskers The Root Cause of Spontaneous Short Circuits - PCIC - 2006Document5 pagesWhiskers The Root Cause of Spontaneous Short Circuits - PCIC - 2006wy6279No ratings yet
- A DETAILED LESSO PLAN IN SCIENCE 7 IparasaDocument8 pagesA DETAILED LESSO PLAN IN SCIENCE 7 IparasaamaraNo ratings yet
- Astm B348-13 PDFDocument9 pagesAstm B348-13 PDFMihail100% (1)
- Mines and Minerals Development and Regulation Amendment Bill 2023Document1 pageMines and Minerals Development and Regulation Amendment Bill 2023shivesh sainiNo ratings yet
- 200 General Science Chemistry Questions Asked in SSC Previous Years Question PapersDocument37 pages200 General Science Chemistry Questions Asked in SSC Previous Years Question PapersmaheshNo ratings yet
- 008 Alloy Tool SteelDocument66 pages008 Alloy Tool SteelJose A DominguezNo ratings yet
- 2 Bijih Besi Dan AglomerisasiDocument56 pages2 Bijih Besi Dan AglomerisasiJon SanNo ratings yet
- Chromium Steel Rolls: Hitachi Metals America, LTDDocument2 pagesChromium Steel Rolls: Hitachi Metals America, LTDHariNo ratings yet
- Materials and Processes For Agricultural and Biosystems EngineeringDocument17 pagesMaterials and Processes For Agricultural and Biosystems EngineeringMelanie D. Aquino BaguioNo ratings yet
- Lesson 5 MineralsDocument21 pagesLesson 5 MineralsDanilo Sare IIINo ratings yet
- Utilization of Steel Plant Wastes by Agglomeration: A Review - Ela Jha and S. K. DuttaDocument8 pagesUtilization of Steel Plant Wastes by Agglomeration: A Review - Ela Jha and S. K. DuttaAtika syafawiNo ratings yet
- J. Electrochem. Soc.-1952-Loonam-295C-8CDocument4 pagesJ. Electrochem. Soc.-1952-Loonam-295C-8CGeovanny JaenzNo ratings yet
- ST - Joseph'S Boys' High School, Bengaluru Revision Worksheet, February-2019 Subject: Geography Grade: ViDocument2 pagesST - Joseph'S Boys' High School, Bengaluru Revision Worksheet, February-2019 Subject: Geography Grade: Vivanessa martisNo ratings yet
- Building Tech Reviewer (Concrete)Document11 pagesBuilding Tech Reviewer (Concrete)Melliah PlataNo ratings yet
- Chm21L Expt 2 Post LabDocument13 pagesChm21L Expt 2 Post LabJared PagalNo ratings yet
- Chemistry - ElementsDocument2 pagesChemistry - ElementsJasmine Laprades100% (1)
- Strengthening of AlloysDocument5 pagesStrengthening of AlloysIshara Praneeth WijesuriyaNo ratings yet
- ZERON 100 For Downstream Processing in Acid Leach MiningDocument11 pagesZERON 100 For Downstream Processing in Acid Leach MiningShankar AcharNo ratings yet
- Brisbane Show Me: Format Latitude LongitudeDocument5 pagesBrisbane Show Me: Format Latitude LongitudeBobsqwartNo ratings yet
- The Periodic Table of ElementsDocument41 pagesThe Periodic Table of ElementsPawan GoswamiNo ratings yet