You might also like
- D20S-7 Sb1159e01 PDFDocument678 pagesD20S-7 Sb1159e01 PDFGORDNo ratings yet
- Abrasive Jet MachiningDocument29 pagesAbrasive Jet MachiningSRIKANTH PATELNo ratings yet
- Ajm - 2nd Lecture Chapter2Document16 pagesAjm - 2nd Lecture Chapter2KAMALJEET SINGHNo ratings yet
- 02-Non-Traditional-Machining - 2Document10 pages02-Non-Traditional-Machining - 2Mas ArifinNo ratings yet
- PC Me 701Document32 pagesPC Me 701Prabhat RoutNo ratings yet
- USM IntroductionDocument28 pagesUSM IntroductionPuqing JiangNo ratings yet
- Ajm - 1st Lecture Chapter2Document16 pagesAjm - 1st Lecture Chapter2KAMALJEET SINGHNo ratings yet
- PC Me 701Document7 pagesPC Me 701Prabhat RoutNo ratings yet
- Introduction To Non-Traditional - 57 - FDocument57 pagesIntroduction To Non-Traditional - 57 - FramadanNo ratings yet
- Abrasive Jet MachiningDocument30 pagesAbrasive Jet MachiningMr PotatoNo ratings yet
- Micro Machining Processes: Welcome To The Course ONDocument65 pagesMicro Machining Processes: Welcome To The Course ONAshit RajNo ratings yet
- # 2 - Abrasive-Jet-machiningDocument33 pages# 2 - Abrasive-Jet-machiningRohan RautNo ratings yet
- UCMP II UnitDocument59 pagesUCMP II Unit18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- Unit 11Document28 pagesUnit 11Akash KumarNo ratings yet
- 4a AjmDocument13 pages4a AjmHARSHVARDHAN SINGH RATHORENo ratings yet
- Introduction To Manufacturing Technology - Lecture 5Document36 pagesIntroduction To Manufacturing Technology - Lecture 5venkat4No ratings yet
- Abrasive Jet Machining (AJM)Document31 pagesAbrasive Jet Machining (AJM)Abhishek KumarNo ratings yet
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEDocument8 pagesAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08No ratings yet
- AjmDocument22 pagesAjmsuneel kumar rathoreNo ratings yet
- Abrasive Jet Machining (AJM) : A Seminar OnDocument14 pagesAbrasive Jet Machining (AJM) : A Seminar OnAkshatshuklaNo ratings yet
- Abrasive Jet MachiningDocument9 pagesAbrasive Jet MachiningArko MazumderNo ratings yet
- Abrasive Jet Machining (Ajm) : Pressure Energy of The Carrier Gas or Air To Its Kinetic EnergyDocument20 pagesAbrasive Jet Machining (Ajm) : Pressure Energy of The Carrier Gas or Air To Its Kinetic EnergyMr Yasin Mech StaffNo ratings yet
- Abrasive Jet MachiningDocument23 pagesAbrasive Jet MachiningLeo Jose100% (1)
- Me2026 - Unconventional Machining ProcessesDocument77 pagesMe2026 - Unconventional Machining ProcessesRashida BegumNo ratings yet
- AJMDocument20 pagesAJMAkshay MuleNo ratings yet
- Introduction To Manufacturing Technology - Lecture 3Document53 pagesIntroduction To Manufacturing Technology - Lecture 3venkat4No ratings yet
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiNo ratings yet
- Persentasi B.inggris 2Document17 pagesPersentasi B.inggris 2Mustakim AnsoriNo ratings yet
- Abrasive Jet Machining: Dr. Harlal S. Mali, MNIT JaipurDocument12 pagesAbrasive Jet Machining: Dr. Harlal S. Mali, MNIT JaipurAbinash GuptaNo ratings yet
- Thesis On Abrasive Jet MachiningDocument4 pagesThesis On Abrasive Jet Machiningfjcz1j5g100% (2)
- Design and Fabrication of Abrasive Jet Machine (Ajm) & Analysing It's PerformanceDocument15 pagesDesign and Fabrication of Abrasive Jet Machine (Ajm) & Analysing It's PerformanceMahesh VaddhiNo ratings yet
- Unit 1 - AMTDocument38 pagesUnit 1 - AMTLavishNo ratings yet
- Design and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDocument4 pagesDesign and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDishant ChauhanNo ratings yet
- Abrasive Jet Machining Unit 2Document7 pagesAbrasive Jet Machining Unit 2anithayesurajNo ratings yet
- Abrasive Jet MachiningDocument37 pagesAbrasive Jet MachiningPola Vamsi RahulNo ratings yet
- AJMDocument15 pagesAJMshaikh javedNo ratings yet
- Abrasive Jet MachiningDocument3 pagesAbrasive Jet MachiningGunabalan SellanNo ratings yet
- Non-Conventional Machining: (I) IntroductionDocument6 pagesNon-Conventional Machining: (I) IntroductionPANKWORLDNo ratings yet
- Abrasive Jet Machining (AJM) : Material RemovalDocument23 pagesAbrasive Jet Machining (AJM) : Material RemovalHemanth Rama Krishna YernagulaNo ratings yet
- Abrasive Jet MachiningDocument8 pagesAbrasive Jet MachiningRanjith KaruturiNo ratings yet
- Abrasive Jet Machining (AJM) : Dr. Venkaiah NDocument24 pagesAbrasive Jet Machining (AJM) : Dr. Venkaiah NAkshay ManiyarNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Experimental Techniques For Studying The Effects of Milling Roller-Burnishing Parameters On Surface IntegrityDocument15 pagesExperimental Techniques For Studying The Effects of Milling Roller-Burnishing Parameters On Surface Integritykambiz imani khaniNo ratings yet
- Ultrasonic Machining (Usm)Document17 pagesUltrasonic Machining (Usm)Prasad ChikkamNo ratings yet
- Abrasive Jet MachineDocument39 pagesAbrasive Jet MachineMuhammad Suleman100% (1)
- Lecture2 PDFDocument5 pagesLecture2 PDFChetan AmrutkarNo ratings yet
- 1 - AJM Process PDFDocument11 pages1 - AJM Process PDFRaj VeerNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-3Document3 pagesModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliNo ratings yet
- Mechanical Energy Based ProcessDocument27 pagesMechanical Energy Based ProcessRameshkumar KandaswamyNo ratings yet
- Abrasive 1Document16 pagesAbrasive 1Kunal KumarNo ratings yet
- Abrasive Jet Machining (AJM) : Unit 3Document54 pagesAbrasive Jet Machining (AJM) : Unit 3Satish SatiNo ratings yet
- 03 Non-Traditional-Machining - 3Document15 pages03 Non-Traditional-Machining - 3Mas ArifinNo ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMravish kumarNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Document108 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerNo ratings yet
- Chapter 2 Abrasive Jet MachiningDocument4 pagesChapter 2 Abrasive Jet Machininggankesh mahtoNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Examples of Noisy Equipment/Processes Examples of Substitutes Noisy Equipment/machineryDocument6 pagesExamples of Noisy Equipment/Processes Examples of Substitutes Noisy Equipment/machineryubabNo ratings yet
- Nobles TSF Hooks: Swivel Hooks For Articulated CranesDocument3 pagesNobles TSF Hooks: Swivel Hooks For Articulated CranesubabNo ratings yet
- NSHTÖU-J Drum Reeling Cable: ApplicationDocument3 pagesNSHTÖU-J Drum Reeling Cable: ApplicationubabNo ratings yet
- Record Keeping Yes No RemarksDocument6 pagesRecord Keeping Yes No RemarksubabNo ratings yet
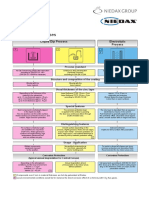
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocument3 pagesGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaNo ratings yet
- R Type Scraper InstallationDocument4 pagesR Type Scraper InstallationubabNo ratings yet
- Alloying, Heat Treatment, Mechanical Working and RecrystallizationDocument13 pagesAlloying, Heat Treatment, Mechanical Working and RecrystallizationubabNo ratings yet
- 1.1 Objective of Hearing Conservation ProgrammeDocument6 pages1.1 Objective of Hearing Conservation ProgrammeubabNo ratings yet
- 2.3.4 Competent Person For Noise ControlDocument6 pages2.3.4 Competent Person For Noise ControlubabNo ratings yet
- 4Document5 pages4ubabNo ratings yet
- Workplace Safety and Health Guidelines: Hearing Conservation ProgrammeDocument5 pagesWorkplace Safety and Health Guidelines: Hearing Conservation ProgrammeubabNo ratings yet
- Load Type5 PDFDocument2 pagesLoad Type5 PDFubabNo ratings yet
- 1.1 Objective of Hearing Conservation ProgrammeDocument6 pages1.1 Objective of Hearing Conservation ProgrammeubabNo ratings yet
- Material Properties: Alloying, Heat Treatment, Mechanical Working and RecrystallizationDocument4 pagesMaterial Properties: Alloying, Heat Treatment, Mechanical Working and RecrystallizationubabNo ratings yet
- Load Type2 PDFDocument2 pagesLoad Type2 PDFubabNo ratings yet
- The Two Methods Used To Feed The Pulverized Fuel To The Combustion Chamber of The Power PlantDocument5 pagesThe Two Methods Used To Feed The Pulverized Fuel To The Combustion Chamber of The Power PlantubabNo ratings yet
- The Two Methods Used To Feed The Pulverized Fuel To The Combustion Chamber of The Power PlantDocument5 pagesThe Two Methods Used To Feed The Pulverized Fuel To The Combustion Chamber of The Power PlantubabNo ratings yet
- CAPOTAJE DURBAN REV.B InglesDocument2 pagesCAPOTAJE DURBAN REV.B InglesubabNo ratings yet
- Irjet V4i465 PDFDocument3 pagesIrjet V4i465 PDFubabNo ratings yet
- Belt Misalignment Detector 20 3 PDFDocument1 pageBelt Misalignment Detector 20 3 PDFubabNo ratings yet
- Load Type1 PDFDocument2 pagesLoad Type1 PDFubabNo ratings yet
- NORD-Painting CodeDocument3 pagesNORD-Painting CodeubabNo ratings yet
- Assembly Line Conveyor Systems Remain The Backbone of Industries Well Into The 21st Century!Document2 pagesAssembly Line Conveyor Systems Remain The Backbone of Industries Well Into The 21st Century!ubabNo ratings yet
- Load Type5 PDFDocument2 pagesLoad Type5 PDFubabNo ratings yet
- Load Type4 PDFDocument2 pagesLoad Type4 PDFubabNo ratings yet
- Load Type4 PDFDocument2 pagesLoad Type4 PDFubabNo ratings yet
- Plastics Brochure - July 2017Document6 pagesPlastics Brochure - July 2017ubabNo ratings yet
- Load Type3 PDFDocument2 pagesLoad Type3 PDFubabNo ratings yet
- HTTP StreamsDocument8 pagesHTTP StreamsMarcelo Castro MartinoNo ratings yet
- Noise Performance of A Matched Filter PN Code Synchroniser UDocument5 pagesNoise Performance of A Matched Filter PN Code Synchroniser UOmar HamdiNo ratings yet
- Civil Engineering Interview QuestionsDocument12 pagesCivil Engineering Interview Questionsjadgug100% (1)
- ANTENASDocument10 pagesANTENASGreo HernandezNo ratings yet
- Syed Saddam Kazmi: Career ObjectivesDocument3 pagesSyed Saddam Kazmi: Career Objectiveslike saddamNo ratings yet
- Cisco 15 - 2 PDFDocument528 pagesCisco 15 - 2 PDFMoises ReznikNo ratings yet
- Fastcap 22 630v PDFDocument1 pageFastcap 22 630v PDFDarrenNo ratings yet
- Work OverDocument3 pagesWork OverDaniil GhilescuNo ratings yet
- Chpt6 Taylor Made HONDocument23 pagesChpt6 Taylor Made HONManju MudakaviNo ratings yet
- Synopsis On Turing MachineDocument4 pagesSynopsis On Turing MachineVivek MishraNo ratings yet
- CHAPTER 2 Eff Comm ModelsDocument9 pagesCHAPTER 2 Eff Comm ModelsSubhash SoniNo ratings yet
- Solaris 10 Boot ProcessDocument14 pagesSolaris 10 Boot Processtejasn1000No ratings yet
- A6Document67 pagesA6Ashraff AudiNo ratings yet
- Cansat2017 5235 CDR v02Document185 pagesCansat2017 5235 CDR v02tom2susanNo ratings yet
- Based On CIRIA Report 108:1985: Formwork Load Calculator - ResultsDocument4 pagesBased On CIRIA Report 108:1985: Formwork Load Calculator - Resultsyassir dafallaNo ratings yet
- Performance CH 33Document54 pagesPerformance CH 33Yasichalew sefinehNo ratings yet
- Frequency Analysis Vibration Spectrum Analysis Steve GoldmanDocument9 pagesFrequency Analysis Vibration Spectrum Analysis Steve GoldmantylerdurdaneNo ratings yet
- Pump Installation Report: 30 Damascus Road, Suite 115 Bedford, Nova Scotia B4A 0C1Document1 pagePump Installation Report: 30 Damascus Road, Suite 115 Bedford, Nova Scotia B4A 0C1Yosif BabekerNo ratings yet
- Pre Joining Formalities Campus Medical FormDocument18 pagesPre Joining Formalities Campus Medical Formrafii_babu1988No ratings yet
- Project Plan TemplateDocument4 pagesProject Plan TemplateEricKangNo ratings yet
- Altair EngineeringDocument11 pagesAltair EngineeringKarthikNo ratings yet
- Profile Measurement Full ReportDocument16 pagesProfile Measurement Full ReportAman RedhaNo ratings yet
- Identify Challenges in Relationship Development Final AhahhaDocument2 pagesIdentify Challenges in Relationship Development Final AhahhaKylaNo ratings yet
- Thinker Thought Sara HendrenDocument1 pageThinker Thought Sara HendrenNathaniel RiversNo ratings yet
- 197389-Daewoo Doosan DX340LCA EPC PDFDocument577 pages197389-Daewoo Doosan DX340LCA EPC PDFAlbertus Bertie Geldenhuys100% (2)
- Chapter 1 AnswersDocument3 pagesChapter 1 Answersdeerhntr22No ratings yet
- Indicsoft ProfileDocument13 pagesIndicsoft ProfileMahmood AkhtarNo ratings yet
- Ultrasafe AESDocument7 pagesUltrasafe AEShuyNo ratings yet
- Three-Phase Induction Motor Dynamic Mathematical ModelDocument3 pagesThree-Phase Induction Motor Dynamic Mathematical Modelsajs201100% (3)