You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Technology of Plastic Industry 2: Mechanical Properties Related Criteria in Material SelectionDocument6 pagesTechnology of Plastic Industry 2: Mechanical Properties Related Criteria in Material SelectionFarzan Yahya HabibNo ratings yet
- Assignment 03 - Farzan Yahya Habib - 194228KVEM PDFDocument3 pagesAssignment 03 - Farzan Yahya Habib - 194228KVEM PDFFarzan Yahya HabibNo ratings yet
- Home Assignment 02: Intial OutlayDocument2 pagesHome Assignment 02: Intial OutlayFarzan Yahya HabibNo ratings yet
- Home Assignment 02: Increamental Cash Flow at T 0Document1 pageHome Assignment 02: Increamental Cash Flow at T 0Farzan Yahya HabibNo ratings yet
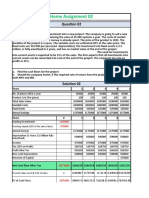
- Home Assignment 02: Total Sales Value Variable Costs Fixed Costs Annual Savings 1175000 1175000 1175000 1175000 1175000Document2 pagesHome Assignment 02: Total Sales Value Variable Costs Fixed Costs Annual Savings 1175000 1175000 1175000 1175000 1175000Farzan Yahya HabibNo ratings yet
- Solutions - Capital BudgetingDocument6 pagesSolutions - Capital BudgetingFarzan Yahya Habib100% (1)
- ReflectionDocument2 pagesReflectionFarzan Yahya HabibNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Instrumentation AccessoriesDocument115 pagesInstrumentation AccessoriesRonilson SenaNo ratings yet
- Advances in Mechanics 1Document14 pagesAdvances in Mechanics 1yuvaraj gopalNo ratings yet
- Emulgel Novel DeliveryDocument6 pagesEmulgel Novel Deliveryfirda rydNo ratings yet
- Fabrication and Characterisation of Biogl - 2023 - Journal of The Mechanical BehDocument10 pagesFabrication and Characterisation of Biogl - 2023 - Journal of The Mechanical Behaye nieeeNo ratings yet
- Unit 1 Organic Compounds: CH CH CH CH CH CH N-Hexane Pentane NDocument17 pagesUnit 1 Organic Compounds: CH CH CH CH CH CH N-Hexane Pentane NDhiwakarNo ratings yet
- General Purpose Leather Adhesive: Carmyfix CM - 43Document1 pageGeneral Purpose Leather Adhesive: Carmyfix CM - 43Κωνσταντίνος ΝτότσικαςNo ratings yet
- Aldehydes and KetonesDocument14 pagesAldehydes and KetonesKavyansh GoyalNo ratings yet
- Transparent Specialties INEOSDocument42 pagesTransparent Specialties INEOSInês MorgadoNo ratings yet
- Organic Chemistry - Naming: Chapter - 14Document26 pagesOrganic Chemistry - Naming: Chapter - 14Harsh OthayothNo ratings yet
- Kumho Petrochemical Annual Report 12903aDocument53 pagesKumho Petrochemical Annual Report 12903aMartin BarrientosNo ratings yet
- Web Safety Guide PartDocument44 pagesWeb Safety Guide PartZiaul OnimNo ratings yet
- Xypex Technology PDFDocument6 pagesXypex Technology PDFtylerlhsmithNo ratings yet
- Chemistry HydrocarbonsDocument144 pagesChemistry HydrocarbonsRudensNo ratings yet
- Ul-651.8 Uso de Tuberias PVCDocument3 pagesUl-651.8 Uso de Tuberias PVCArthur ChavarriaNo ratings yet
- MATERIALDocument260 pagesMATERIALVERMADEENNo ratings yet
- Synthesis of Azo DyeDocument9 pagesSynthesis of Azo DyeRia Mikaella LadreraNo ratings yet
- TDS - HYDROCARBON RESIN SK-120 - PETRORESIN SK-120 - en - 12 PDFDocument1 pageTDS - HYDROCARBON RESIN SK-120 - PETRORESIN SK-120 - en - 12 PDFAndrei LazoNo ratings yet
- Chemical Resistance of Epoxy To Common ProductsDocument4 pagesChemical Resistance of Epoxy To Common ProductsBoro TerakolNo ratings yet
- 5VG Roof Inspection ChecklistDocument4 pages5VG Roof Inspection ChecklistSazali Khamsan100% (1)
- Or IngDocument160 pagesOr IngvinibeNo ratings yet
- Resins and Resin CombinationDocument14 pagesResins and Resin CombinationAbdul qadeerNo ratings yet
- Citric Acid Anhydrate SpesifikasiDocument1 pageCitric Acid Anhydrate SpesifikasicinnamaldehidNo ratings yet
- Furniture Materials and CharacteristicsDocument2 pagesFurniture Materials and CharacteristicsKathleen Anne CabreraNo ratings yet
- Falcomer 5010 TDS PDF 2020Document1 pageFalcomer 5010 TDS PDF 2020YASHICA VAITTIANATHANNo ratings yet
- Textile Engineering Department: A Lecture Note ON Introduction To Wet ProcessingDocument21 pagesTextile Engineering Department: A Lecture Note ON Introduction To Wet ProcessingAbel TayeNo ratings yet
- List of HA Drag - 20110409Document23 pagesList of HA Drag - 20110409bigbig9No ratings yet
- Texol Brake Fluid Dot 3Document1 pageTexol Brake Fluid Dot 3Dnc ServicesNo ratings yet
- NOK 'Packings 2021 enDocument304 pagesNOK 'Packings 2021 enJa RoyNo ratings yet
- Edema Auricular Inducido Por TPA Art BaseDocument7 pagesEdema Auricular Inducido Por TPA Art BaseCINTIA MARIANA MALDONADO GONZALEZNo ratings yet
- Useful and Harmful Properties in MaterialsDocument37 pagesUseful and Harmful Properties in MaterialsHarlynCalimpongLaranoNo ratings yet