You might also like
- Maintenance Planing & ManagementDocument3 pagesMaintenance Planing & ManagementMir OsailNo ratings yet
- Maintenance StrategiesDocument6 pagesMaintenance StrategiesarielsonNo ratings yet
- How To Audit Your Preventive MaintenanceDocument12 pagesHow To Audit Your Preventive MaintenanceFran jimenezNo ratings yet
- Is 4002 Maintainability EngineeringDocument118 pagesIs 4002 Maintainability Engineeringraj KumarNo ratings yet
- Pump Maintenance ChecklistDocument2 pagesPump Maintenance ChecklistNishanth Gabriel100% (4)
- Equipment Point Inspection List 20180410Document1 pageEquipment Point Inspection List 20180410Fredy CabrejoNo ratings yet
- Monitor Equipment Condition Document GuidanceDocument10 pagesMonitor Equipment Condition Document GuidanceAbdul AwanNo ratings yet
- Maintenance TechnicianDocument1 pageMaintenance TechnicianpushpanjalijNo ratings yet
- Types of Maintenance - A ComparisonDocument18 pagesTypes of Maintenance - A ComparisonEusebio NavarroNo ratings yet
- Computerized Maintenance Management SystemDocument18 pagesComputerized Maintenance Management SystemTumeloNo ratings yet
- Autonomous Maintenance (Jishu Hozen)Document30 pagesAutonomous Maintenance (Jishu Hozen)Vitra PunKgribNo ratings yet
- Cost plan template for elemental renewal and maintenance worksDocument5 pagesCost plan template for elemental renewal and maintenance worksMuhammadWaqarButt100% (1)
- Periodic maintenance checklist for examination lightDocument2 pagesPeriodic maintenance checklist for examination lightEngr Awais Tahir MughalNo ratings yet
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
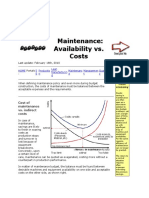
- Availability Vs CostsDocument29 pagesAvailability Vs CostsEbhamboh Ntui AlfredNo ratings yet
- 12 TPMDocument50 pages12 TPMGatut SulianaNo ratings yet
- MAINTENANCE MANAGEMENT: KEY CONCEPTS AND BEST PRACTICESDocument2 pagesMAINTENANCE MANAGEMENT: KEY CONCEPTS AND BEST PRACTICESRisath AhamedNo ratings yet
- Importance of Preventive Maintenance for Maximizing Equipment ReliabilityDocument26 pagesImportance of Preventive Maintenance for Maximizing Equipment ReliabilitySaajida PvNo ratings yet
- TPM Literature ReviewDocument49 pagesTPM Literature ReviewJosep PeterNo ratings yet
- SMRP Metric 1.3 Maintenance Unit CostDocument5 pagesSMRP Metric 1.3 Maintenance Unit CostJorge FracaroNo ratings yet
- History and Statistics of Different Maintenance StrategiesDocument23 pagesHistory and Statistics of Different Maintenance StrategiesRaj BoligorNo ratings yet
- Maintenance Planning and Scheduling Masterclass - Student HandoutDocument161 pagesMaintenance Planning and Scheduling Masterclass - Student Handoutsabrina samuelsNo ratings yet
- Backlog Management ControlDocument8 pagesBacklog Management ControlchanayireNo ratings yet
- CMMS Best Practices Study - ReliabilitywebDocument49 pagesCMMS Best Practices Study - Reliabilitywebfrank naranjo100% (1)
- THE MISSING TOOL For Maintenance & MRO Inventory ControlDocument11 pagesTHE MISSING TOOL For Maintenance & MRO Inventory ControlLLNo ratings yet
- PM Schedule Plan For All MachinesDocument32 pagesPM Schedule Plan For All MachineskumaresanNo ratings yet
- Engineering Maintenance AND ManagementDocument18 pagesEngineering Maintenance AND ManagementM Soban FurqanNo ratings yet
- RCM-optimized maintenanceDocument13 pagesRCM-optimized maintenancegvc1No ratings yet
- Inspection Decisions Including Condition-Based MaintenanceDocument79 pagesInspection Decisions Including Condition-Based Maintenanceapi-3732848100% (1)
- Asset Failure Analysis ProcessDocument7 pagesAsset Failure Analysis ProcessApirat WhannurakNo ratings yet
- Implement Six Sigma PlanDocument27 pagesImplement Six Sigma PlanYuvanesh Yuvan100% (1)
- Calculating Maintenance and ReliabilityDocument7 pagesCalculating Maintenance and ReliabilityArdian P Noviatmoko100% (1)
- Are You Doing Too Much PMDocument16 pagesAre You Doing Too Much PMFerry ArdiyantoNo ratings yet
- Maintenance ScheduleDocument16 pagesMaintenance ScheduleSiska0806No ratings yet
- Maintenance ManagementDocument46 pagesMaintenance ManagementThaierNo ratings yet
- Mainteneance Perforfance: Assignment - 3 MM BY: Apoorv Shubhi Aahan Priyam VishalDocument52 pagesMainteneance Perforfance: Assignment - 3 MM BY: Apoorv Shubhi Aahan Priyam VishalVishal kumarNo ratings yet
- How To Implement Maintenance Planning & SchedulingDocument18 pagesHow To Implement Maintenance Planning & SchedulingIrete FemiNo ratings yet
- How GRIHA data analysis improves asset management performanceDocument15 pagesHow GRIHA data analysis improves asset management performanceRaju Ramaswami100% (1)
- Useful Key Performance Indicators For Maintenance PDFDocument8 pagesUseful Key Performance Indicators For Maintenance PDFfumerojr5164No ratings yet
- Case Study - Reliability at Chemical PlantDocument2 pagesCase Study - Reliability at Chemical PlantganeshdhageNo ratings yet
- Reliability Centred MaintenanceDocument19 pagesReliability Centred Maintenancefaraherh amberNo ratings yet
- 7 Equip Loss Def. by JIPMSDocument5 pages7 Equip Loss Def. by JIPMSRanjit BhandariNo ratings yet
- Maintenance Management Best Practice - 01 04 2014Document270 pagesMaintenance Management Best Practice - 01 04 2014Mahmoud GamalNo ratings yet
- 3 - Pillar Two-20170102Document26 pages3 - Pillar Two-20170102AhmadNo ratings yet
- Three Primary Steps in Reliability EngineeringDocument51 pagesThree Primary Steps in Reliability EngineeringPablo Scott100% (1)
- Reliabilityweb Uptime 20121011Document69 pagesReliabilityweb Uptime 20121011catraioNo ratings yet
- 06 Process ReliabilityDocument12 pages06 Process ReliabilitySidney LinsNo ratings yet
- 26 - Welding Machine ChecklistDocument1 page26 - Welding Machine ChecklistZeeshan AbbasiNo ratings yet
- Study of Failure Modes of Rolling Bearings: A ReviewDocument7 pagesStudy of Failure Modes of Rolling Bearings: A ReviewIJMERNo ratings yet
- Finding The Root Causes of Oil DegradationDocument12 pagesFinding The Root Causes of Oil Degradationtehnicar1No ratings yet
- Preventive Maintenance Program For Metal DetectorDocument4 pagesPreventive Maintenance Program For Metal DetectorJen SamNo ratings yet
- Breakdown and Preventive Maintenance Policy of Sewing Machine in Garments ManufacturingDocument6 pagesBreakdown and Preventive Maintenance Policy of Sewing Machine in Garments ManufacturingshahinNo ratings yet
- CMMS Selection GuideDocument6 pagesCMMS Selection GuidehamadaabdelgawadNo ratings yet
- Jitendra Joshi Resume - 2020Document4 pagesJitendra Joshi Resume - 20200000000000000000No ratings yet
- Controlled Student RecordsDocument2 pagesControlled Student RecordsLEEWIN GOYAONo ratings yet
- Mental Health Awareness CampaignDocument18 pagesMental Health Awareness Campaignapi-530916336No ratings yet
- PR for corporate communicationsDocument14 pagesPR for corporate communicationsnairmalini4590No ratings yet
- India's Ancient Maritime History and Trade RoutesDocument8 pagesIndia's Ancient Maritime History and Trade RoutesISE GMA07No ratings yet
- Willis, John Ral - Slaves and Slavery in Muslin Africa - The Servuile State PDFDocument211 pagesWillis, John Ral - Slaves and Slavery in Muslin Africa - The Servuile State PDFTheCremaNo ratings yet
- Cyber Law Encompasses Laws Relating ToDocument4 pagesCyber Law Encompasses Laws Relating ToVaalu MuthuNo ratings yet
- CS Form No. 212 Revised Personal Data Sheet 2 - NewDocument5 pagesCS Form No. 212 Revised Personal Data Sheet 2 - NewMYRA B. PERALTANo ratings yet
- Plunkett, Jack W. - Plunkett's Automobile Industry Almanac 2009 - The Only Comprehensive Guide To Automotive Companies and Trends (2008)Document593 pagesPlunkett, Jack W. - Plunkett's Automobile Industry Almanac 2009 - The Only Comprehensive Guide To Automotive Companies and Trends (2008)Anonymous 2X8yWQTNo ratings yet
- Marketing Strategy Project FullDocument63 pagesMarketing Strategy Project FullAYYAPPAN1883% (46)
- DHI Telecom, The Leading Global Wi-Fi Provider To US Troops in Combat, Selects ICCG To Optimize Business Processes Leveraging Leading Business PracticesDocument3 pagesDHI Telecom, The Leading Global Wi-Fi Provider To US Troops in Combat, Selects ICCG To Optimize Business Processes Leveraging Leading Business PracticesPR.comNo ratings yet
- Wubishet FikaduDocument66 pagesWubishet FikaduYeabkal Belege100% (2)
- Submitted To: Mrs. Radhika VoraDocument30 pagesSubmitted To: Mrs. Radhika VoraShammo BanerjeeNo ratings yet
- Tata Tea Brand Analysis: Group 2 - Arnnava Sharma, Arsh Sahay, Ashish Munda, Athithyan K, Ayesha DuttaDocument29 pagesTata Tea Brand Analysis: Group 2 - Arnnava Sharma, Arsh Sahay, Ashish Munda, Athithyan K, Ayesha DuttaArnnava SharmaNo ratings yet
- Weekly Learning Plan for English Grade 10 at Gordon Heights National High SchoolDocument2 pagesWeekly Learning Plan for English Grade 10 at Gordon Heights National High SchoolAlwin AsuncionNo ratings yet
- Competencies in The Public Library Colleen MaloDocument5 pagesCompetencies in The Public Library Colleen Maloapi-534690171No ratings yet
- Kulkofsky Et Al (2011)Document2 pagesKulkofsky Et Al (2011)Security gmNo ratings yet
- Developing Writing Material by Using Blended Learning in Vocational High SchoolDocument10 pagesDeveloping Writing Material by Using Blended Learning in Vocational High Schoolrizka widayaniNo ratings yet
- Applying The Extended Theory of Planned Behavior To Predict Sustainable Street Food Patronage in A Developing EconomyDocument33 pagesApplying The Extended Theory of Planned Behavior To Predict Sustainable Street Food Patronage in A Developing EconomyGokul KrishnanNo ratings yet
- Double Jeopardy Protection Under Indian ConstitutionDocument5 pagesDouble Jeopardy Protection Under Indian ConstitutionDeepsy FaldessaiNo ratings yet
- Value SelectionDocument1 pageValue SelectionMikeJX LeeNo ratings yet
- ST Series: Electromechanical Universal Testing MachinesDocument8 pagesST Series: Electromechanical Universal Testing MachinesMiguelNo ratings yet
- Ra 10524 and Its Irr - BookletDocument19 pagesRa 10524 and Its Irr - BookletPam UrsolinoNo ratings yet
- How To Prepare FOR C - AR - P2P - 13 Certification On Sap Ariba P2P?Document6 pagesHow To Prepare FOR C - AR - P2P - 13 Certification On Sap Ariba P2P?Mustafa MohammedNo ratings yet
- TUI Business Startegy AnalysisDocument22 pagesTUI Business Startegy AnalysisShahriar Islam100% (2)
- Philippine 'democracy' - How lack of education and vote buying undermine sovereigntyDocument6 pagesPhilippine 'democracy' - How lack of education and vote buying undermine sovereigntynicola maniponNo ratings yet
- DOCK Facilities at Port Pepard Reported By: Ghadeer Hussain Al-KhayatDocument2 pagesDOCK Facilities at Port Pepard Reported By: Ghadeer Hussain Al-Khayatghadeer alkhayatNo ratings yet
- B-School Case Studies - ConsolidatedDocument11 pagesB-School Case Studies - ConsolidatedAkhil SoniNo ratings yet
- Board Commencing One Day Lockout TomorrowDocument1 pageBoard Commencing One Day Lockout TomorrowTyler McLeanNo ratings yet
- Administrative LiteracyDocument36 pagesAdministrative LiteracySäKshï AhujaNo ratings yet
- Top 100 Cities 2019Document33 pagesTop 100 Cities 2019Tatiana Rokou100% (1)