You might also like
- SSPC SP16 Brush-Off Blast CleaningDocument5 pagesSSPC SP16 Brush-Off Blast Cleaninglonglong300394% (16)
- Astm D 6677Document2 pagesAstm D 6677Ronny Moreno100% (1)
- SSPC SP3Document2 pagesSSPC SP3Jose AngelNo ratings yet
- SSPC-SP 11Document5 pagesSSPC-SP 11topdrive100% (3)
- SSPC-SP 1 Solvent Cleaning PDFDocument2 pagesSSPC-SP 1 Solvent Cleaning PDFbhadresh_prajapati_188% (8)
- Sspc-Ab 2Document3 pagesSspc-Ab 2HafidzManafNo ratings yet
- SSPC SP5Document6 pagesSSPC SP5Julio Bacilio Cruz100% (2)
- SSPC Pa2Document11 pagesSSPC Pa2Nageswara Rao BavisettyNo ratings yet
- SSPC Pa 2Document16 pagesSSPC Pa 2Rony Ruiz100% (5)
- SSPC Guide 6Document16 pagesSSPC Guide 6kishorekumar.animu50% (2)
- Paint Application Guide No. 11: SSPC: The Society For Protective CoatingsDocument6 pagesPaint Application Guide No. 11: SSPC: The Society For Protective CoatingsaRiTo!No ratings yet
- ASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFDocument3 pagesASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFEl_memito100% (1)
- Surface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningDocument2 pagesSurface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningKrishna VachaNo ratings yet
- SSPC SP11Document6 pagesSSPC SP11บวรลักษณ์ จ้อยโหมด50% (2)
- SSPC Ab 3Document6 pagesSSPC Ab 3kishorekumar.animuNo ratings yet
- Surface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsDocument6 pagesSurface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsManolo CastilloNo ratings yet
- SSPC Guide11 PDFDocument5 pagesSSPC Guide11 PDFNgô Trung NghĩaNo ratings yet
- Abrasive Standard No. 1: SSPC: The Society For Protective Coatings Mineral and Slag AbrasivesDocument7 pagesAbrasive Standard No. 1: SSPC: The Society For Protective Coatings Mineral and Slag Abrasivesdanedt28No ratings yet
- Sspc-Pa Guide 3 PDFDocument16 pagesSspc-Pa Guide 3 PDFvricardol100% (1)
- SSPC SP10Document6 pagesSSPC SP10Yen Piankin Wee ValenciaNo ratings yet
- Astm D 4258Document2 pagesAstm D 4258anthonybarnard100% (1)
- SSPC Ab2 1996 PDFDocument4 pagesSSPC Ab2 1996 PDFmarklesterNo ratings yet
- New SSPC Visual Standard for Abrasive Blast CleaningDocument4 pagesNew SSPC Visual Standard for Abrasive Blast CleaningOscar López Lemos100% (1)
- Sspc-Pa 17-2012Document7 pagesSspc-Pa 17-2012ALEXIS MARTINEZ100% (1)
- Procedure For Determining Conformance To Steel Profile/Surface Roughness/Peak Count RequirementsDocument7 pagesProcedure For Determining Conformance To Steel Profile/Surface Roughness/Peak Count Requirementssarath100% (1)
- SSPC AB3 Standard For Ferrous Metallic AbrasiveDocument6 pagesSSPC AB3 Standard For Ferrous Metallic Abrasivelonglong3003100% (1)
- SSPC sp1Document2 pagesSSPC sp1beberly_torres0% (1)
- Surface Preparation Commentary GuideDocument32 pagesSurface Preparation Commentary Guidesflynn79100% (2)
- 07.3.1.2 SSPC - Ab 2 - 2015 PDFDocument3 pages07.3.1.2 SSPC - Ab 2 - 2015 PDFandaech100% (1)
- ASTM D3276 - 07 Standard Guide For Painting Inspectors PDFDocument14 pagesASTM D3276 - 07 Standard Guide For Painting Inspectors PDFFCT80% (5)
- SSPC SP1Document2 pagesSSPC SP1longlong3003100% (2)
- SSPC Paint 20Document6 pagesSSPC Paint 20Juan Carlos Contreras CherresNo ratings yet
- SSPC Paint20Document5 pagesSSPC Paint20vlong3003100% (3)
- SP 18 Thoro Spot & Sweep 12-30-20Document7 pagesSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiNo ratings yet
- SSPC-SP 18-2020Document7 pagesSSPC-SP 18-2020Yusuf Luqman HakimNo ratings yet
- SSPC SP Cab 1Document5 pagesSSPC SP Cab 1mithileshNo ratings yet
- SSPC-SP 15-2012 PDFDocument4 pagesSSPC-SP 15-2012 PDFRaul SebastiamNo ratings yet
- 003-Sspc SP 11 2004 Power Tool Cleaning To Bare MetalDocument6 pages003-Sspc SP 11 2004 Power Tool Cleaning To Bare MetalMahmoud HagagNo ratings yet
- SP 11 Nov2013Document4 pagesSP 11 Nov2013Fredy Xavier DomínguezNo ratings yet
- Durashield 110 61Document6 pagesDurashield 110 61huicholeNo ratings yet
- Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingsDocument4 pagesRepair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingskhuzafaNo ratings yet
- ASTM A780A780M - 09 (Reapproved 2015) Standard Practice For Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings1Document4 pagesASTM A780A780M - 09 (Reapproved 2015) Standard Practice For Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings1Thomas Farfan100% (2)
- Evaluating Degree of Rusting On Painted Steel Surfaces: Standard Practice ForDocument6 pagesEvaluating Degree of Rusting On Painted Steel Surfaces: Standard Practice Forharpreet singhNo ratings yet
- AstmDocument5 pagesAstmandresNo ratings yet
- Astm F86 13Document3 pagesAstm F86 13fabio100% (1)
- ASTM A780 - Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingsDocument4 pagesASTM A780 - Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingsvajidqcNo ratings yet
- Fusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardDocument12 pagesFusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardsssmouNo ratings yet
- ASTM B580 Anodic Oxide Coating For Aluminum PDFDocument3 pagesASTM B580 Anodic Oxide Coating For Aluminum PDFeka putriNo ratings yet
- Vis stds02Document9 pagesVis stds02Hector Aldair Valle RiveraNo ratings yet
- 323 AgDocument4 pages323 AgAlejandroNo ratings yet
- Surface Preparation and Marking of Metallic Surgical ImplantsDocument3 pagesSurface Preparation and Marking of Metallic Surgical ImplantsJoãoNo ratings yet
- SSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsDocument5 pagesSSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsPablo Ahumada G.No ratings yet
- AAMA 620-02 Voluntary Specfications For High Performance...Document9 pagesAAMA 620-02 Voluntary Specfications For High Performance...zaheerahmed77No ratings yet
- Astm A1078 A1078m 22Document3 pagesAstm A1078 A1078m 22nauris.ezerlicisNo ratings yet
- Surface Preparation and Marking of Metallic Surgical ImplantsDocument3 pagesSurface Preparation and Marking of Metallic Surgical ImplantsEssam Eldin Metwally AhmedNo ratings yet
- A780 09Document4 pagesA780 09DuongthithuydungNo ratings yet
- A 780Document3 pagesA 780Gustavo SuarezNo ratings yet
- Iso 8993 1989Document9 pagesIso 8993 1989Mohammed KhalidNo ratings yet
- Surface Finger Oxide Penetration Depth and Presence of Interparticle Oxide Networks in Powder Forged (P/F) Steel PartsDocument4 pagesSurface Finger Oxide Penetration Depth and Presence of Interparticle Oxide Networks in Powder Forged (P/F) Steel PartsROHITNo ratings yet
- Chromium Free Zinc-Flake Composite, With or Without Integral Lubricant, Corrosion Protective Coatings For FastenersDocument4 pagesChromium Free Zinc-Flake Composite, With or Without Integral Lubricant, Corrosion Protective Coatings For FastenersManuel Antonio Santos Vargas100% (1)
- Dimensioning CabinetDocument3 pagesDimensioning CabinetGerman FavelaNo ratings yet
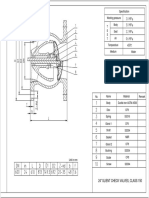
- Drawing For Silent Check ValvesDocument1 pageDrawing For Silent Check ValvesGerman FavelaNo ratings yet
- Welding Machine Calibration ProcedureDocument10 pagesWelding Machine Calibration ProcedureGerman Favela0% (1)
- A 105 - A 105M - 03 Qtewns9bmta1tqDocument5 pagesA 105 - A 105M - 03 Qtewns9bmta1tqLuis Armando Palacios VargasNo ratings yet
- A 105 - A 105M - 01 Qtewns0wmq - PDFDocument4 pagesA 105 - A 105M - 01 Qtewns0wmq - PDFGyna SHNo ratings yet
- Flyer E10 HP PDFDocument4 pagesFlyer E10 HP PDFGERMAN1979No ratings yet
- Ax P1Document40 pagesAx P1German FavelaNo ratings yet
- Stairways & Ladders - A Guide To OSHA RulesDocument15 pagesStairways & Ladders - A Guide To OSHA Ruleseafarmihar2554100% (3)
- Cranes and RiggingDocument1 pageCranes and RiggingGerman FavelaNo ratings yet
- Ductile-Iron Compact Fittings For Water Service: AWWA StandardDocument48 pagesDuctile-Iron Compact Fittings For Water Service: AWWA StandardGerman FavelaNo ratings yet
- Brochure Fc101Document16 pagesBrochure Fc101German Favela100% (1)
- Aws Preheat Calculations From HardnessDocument6 pagesAws Preheat Calculations From HardnessElias KapaNo ratings yet
- Suspension Trauma Orthostatic Intolerance OSHADocument4 pagesSuspension Trauma Orthostatic Intolerance OSHAThanos TsirkosNo ratings yet
- Scaffold SafetyDocument2 pagesScaffold SafetyGerman FavelaNo ratings yet
- 469man A9Document338 pages469man A9Cecy QuijadaNo ratings yet
- Electrocution SafetyTips PDFDocument2 pagesElectrocution SafetyTips PDFGerman FavelaNo ratings yet
- Iq 260Document4 pagesIq 260German FavelaNo ratings yet
- Ce 90indicetablas PDFDocument4 pagesCe 90indicetablas PDFGerman FavelaNo ratings yet
- 61 A Systems Approach To EarthingDocument12 pages61 A Systems Approach To EarthingRamakrishnan PmpNo ratings yet
- 01 PDFDocument40 pages01 PDFLeandro Benini de AlmeidaNo ratings yet
- Ce 90indicetablas PDFDocument4 pagesCe 90indicetablas PDFGerman FavelaNo ratings yet
- Ce 90indicetablasDocument4 pagesCe 90indicetablasGerman FavelaNo ratings yet
- Link Belt RTC8040Document20 pagesLink Belt RTC8040German FavelaNo ratings yet
- S416sea EsDocument76 pagesS416sea EsGerman FavelaNo ratings yet
- Flyer E10 HPDocument4 pagesFlyer E10 HPGerman FavelaNo ratings yet
- S416sea EsDocument76 pagesS416sea EsGerman FavelaNo ratings yet
- Iti (Cbema) Curve Application NoteDocument3 pagesIti (Cbema) Curve Application NoteGerman FavelaNo ratings yet
- Desing Guide MG16C202 2016Document228 pagesDesing Guide MG16C202 2016German FavelaNo ratings yet
- 01 PDFDocument40 pages01 PDFLeandro Benini de AlmeidaNo ratings yet
- Thrust Bearings by AlstomDocument32 pagesThrust Bearings by Alstompurplera1nNo ratings yet
- Azbil, Single Seated Control Valve (GLOBE)Document2 pagesAzbil, Single Seated Control Valve (GLOBE)Rangga TaufiqurahmanNo ratings yet
- Hydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)Document18 pagesHydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)yliangcaNo ratings yet
- Sunbrella Upholstery Fabric 2018-2020 ENDocument43 pagesSunbrella Upholstery Fabric 2018-2020 ENMark Anthony DingalNo ratings yet
- 006 Hirac Chemical Handling SafetyDocument2 pages006 Hirac Chemical Handling Safetyeunice.pacerstradingsNo ratings yet
- E3 BernoulliDocument16 pagesE3 BernoullikishoreNo ratings yet
- Nevirapine Drug .Document11 pagesNevirapine Drug .AminaNo ratings yet
- Ionic CompoundsDocument2 pagesIonic CompoundsShenneth De CastroNo ratings yet
- CHE1503-101 2016 2 B PDFDocument24 pagesCHE1503-101 2016 2 B PDFsal27adamNo ratings yet
- Waste Heat Boiler: YoshimineDocument12 pagesWaste Heat Boiler: Yoshimineamits4uNo ratings yet
- 05-BoNtA 568Document44 pages05-BoNtA 568Yovie Prayekti100% (2)
- A History of Atomic Absorption Spectroscopy by Koirtyohann 1980Document8 pagesA History of Atomic Absorption Spectroscopy by Koirtyohann 1980Iqbal Febri RamadhanNo ratings yet
- Ravenol Usvo TechnologyDocument5 pagesRavenol Usvo TechnologymindsNo ratings yet
- Nonionic Surfactant Material Safety Data SheetDocument4 pagesNonionic Surfactant Material Safety Data SheetMayank DhawanNo ratings yet
- NABL 108 - National Accreditation Board for Testing and Calibration Laboratories Criteria for Non-Destructive Testing LaboratoriesDocument25 pagesNABL 108 - National Accreditation Board for Testing and Calibration Laboratories Criteria for Non-Destructive Testing LaboratoriesKishore Nayak kNo ratings yet
- Normally Closed Solenoid Valves PDFDocument55 pagesNormally Closed Solenoid Valves PDFrahulNo ratings yet
- Slump TestDocument4 pagesSlump TestJec SepradoNo ratings yet
- The Properties of MineralsDocument1 pageThe Properties of MineralsNehaNo ratings yet
- Chemoenzymatic Synthesis of Enantiopure L-Benzofuranyl- and L-Benzobthiophenyl AlaninesDocument12 pagesChemoenzymatic Synthesis of Enantiopure L-Benzofuranyl- and L-Benzobthiophenyl AlaninesabdullahkhanduNo ratings yet
- Chip FormationDocument27 pagesChip FormationJasvinder SinghNo ratings yet
- Cambridge International AS and A Level Chemistry (9701) : Practical Booklet 4Document11 pagesCambridge International AS and A Level Chemistry (9701) : Practical Booklet 4aimmahNo ratings yet
- Formulation Design and Optimization of Mouth Dissolve Tablets of Nimesulide Using Vacuum Drying TechniqueDocument6 pagesFormulation Design and Optimization of Mouth Dissolve Tablets of Nimesulide Using Vacuum Drying TechniqueAnkush BhushanNo ratings yet
- The Diesel Catalytic ConverterDocument4 pagesThe Diesel Catalytic ConvertersayeemNo ratings yet
- 141 Darley254Document1 page141 Darley254Jose MelloNo ratings yet
- Aalco Metals LTD - Aluminium Alloy - 5083 0 H111Document2 pagesAalco Metals LTD - Aluminium Alloy - 5083 0 H111rmgsalemNo ratings yet
- Es20-12c FTDocument1 pageEs20-12c FTapi-170472102No ratings yet
- Enhancement of Water Purification Process Using Smart IoT Monitoring SystemDocument4 pagesEnhancement of Water Purification Process Using Smart IoT Monitoring Systemriyaz ahmedNo ratings yet
- Effects of mineral additives on concrete properties determined via Taguchi methodDocument9 pagesEffects of mineral additives on concrete properties determined via Taguchi methodAhmet SevinçNo ratings yet
- Neoprene Data SheetDocument1 pageNeoprene Data SheetsuriantoNo ratings yet
- GFB-2 Equalizing Check Valve technical specificationsDocument10 pagesGFB-2 Equalizing Check Valve technical specificationsCARLOS MORENONo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet