You might also like
- 475-091744 Rev - C - Manual - Ops and ServiceDocument119 pages475-091744 Rev - C - Manual - Ops and ServiceBrandon HernandezNo ratings yet
- Vdocuments - MX Combilift LTD Operators Service ManualDocument72 pagesVdocuments - MX Combilift LTD Operators Service ManualEduardo Alarcon roaNo ratings yet
- Valmebrochureeng PDFDocument24 pagesValmebrochureeng PDFheri_prasetyadiNo ratings yet
- ENG MPK20 Ormet REV2 Manual PDFDocument47 pagesENG MPK20 Ormet REV2 Manual PDFSandra Brizolla LuvisaNo ratings yet
- Toyota 4FD100-160Document2 pagesToyota 4FD100-160Lui DavidNo ratings yet
- 2DXL Super Loader Brochure PDFDocument8 pages2DXL Super Loader Brochure PDFSandeep KumarNo ratings yet
- 058120-000 TL-49 sn1001+ E.PSDocument115 pages058120-000 TL-49 sn1001+ E.PSwillooohNo ratings yet
- The Daf CF Series: A Winner in Every RespectDocument28 pagesThe Daf CF Series: A Winner in Every Respecthirwa julesNo ratings yet
- Backhoe hydraulic schematic componentsDocument1 pageBackhoe hydraulic schematic componentsAlfredo EspinozaNo ratings yet
- Zoomlion ZRT850 Spare Parts ListDocument3 pagesZoomlion ZRT850 Spare Parts ListВладимир Скорняков100% (1)
- Revision Details: Date DRN Y 07/05/14 CGM SAP ECD-00094 SCALE 1:10 BDocument4 pagesRevision Details: Date DRN Y 07/05/14 CGM SAP ECD-00094 SCALE 1:10 BYacob PangihutanNo ratings yet
- 9803 1250 PDFDocument98 pages9803 1250 PDFzizouhicheNo ratings yet
- PC 695SR 9 EUDocument252 pagesPC 695SR 9 EUДима ТукачNo ratings yet
- Hydraulic Control Valve (W-BICS Valve) - (S-N 5122 20298 & Abv, 5124 40721 & Abv, 5126 12258 & Ab - 763 PDFDocument5 pagesHydraulic Control Valve (W-BICS Valve) - (S-N 5122 20298 & Abv, 5124 40721 & Abv, 5126 12258 & Ab - 763 PDFRomusNo ratings yet
- Parts Manual for ZT20J (ZT68J) Telescopic Boom LiftDocument183 pagesParts Manual for ZT20J (ZT68J) Telescopic Boom LiftLuis AlbertoAlmeidaSilvaNo ratings yet
- Product Guide: Rough Terrain Hydraulic CraneDocument12 pagesProduct Guide: Rough Terrain Hydraulic CraneMUKESH KUSHWAHA GULARBAGANo ratings yet
- Tridec Si Hf-E en 20160331Document10 pagesTridec Si Hf-E en 20160331AdamNo ratings yet
- C40 55s SeriesDocument6 pagesC40 55s SeriesJan Hendriks100% (1)
- Wa470 7Document16 pagesWa470 7Iann ApazaNo ratings yet
- Volvo L220F HybridDocument7 pagesVolvo L220F HybridForomaquinas100% (1)
- Panhard RodDocument2 pagesPanhard RodHarjot SinghNo ratings yet
- Dear Customer,: Combilift LTDDocument59 pagesDear Customer,: Combilift LTDСергей БеловNo ratings yet
- AR*il8 Truck Crane SpecificationsDocument7 pagesAR*il8 Truck Crane Specificationsryo asg3No ratings yet
- EP15-N01-Service-manual 6159 062015 ENDocument60 pagesEP15-N01-Service-manual 6159 062015 ENsilvano pieriniNo ratings yet
- DL550 - Specification Sheet - 20160502Document27 pagesDL550 - Specification Sheet - 20160502AbdelrahmanNo ratings yet
- CraneDocument3 pagesCraneNgọc Đức ĐoànNo ratings yet
- Operating and Maintenance Instructions: Self-Propelled Access Platforms Ha15D - Ha15DxDocument50 pagesOperating and Maintenance Instructions: Self-Propelled Access Platforms Ha15D - Ha15DxStelian CrisanNo ratings yet
- Pumps Steeltech ENGDocument9 pagesPumps Steeltech ENGAhmad MahmmadNo ratings yet
- Ground Engaging CatalogueDocument32 pagesGround Engaging CatalogueMert Kaygusuz0% (1)
- Cascade Roll Clamp 667442 - 70EPRCServ PDFDocument51 pagesCascade Roll Clamp 667442 - 70EPRCServ PDFsindelu60No ratings yet
- Telemecanique Proximity SensorsDocument182 pagesTelemecanique Proximity SensorslNo ratings yet
- MR130 R PDFDocument9 pagesMR130 R PDFsuprayitnoNo ratings yet
- PCT 1174326Document36 pagesPCT 1174326Andy HaywardNo ratings yet
- Steering Column and Attaching Parts (Figure 7-1) : Unit Code L177 Europe 06/2005Document15 pagesSteering Column and Attaching Parts (Figure 7-1) : Unit Code L177 Europe 06/2005Melwyn FernandesNo ratings yet
- 1984 Nooteboom Osdb45vv 3 Axles Extendible Low Loader TrailerDocument1 page1984 Nooteboom Osdb45vv 3 Axles Extendible Low Loader TrailerdemulderNo ratings yet
- D375a-5eo Gen00054-02 PDFDocument167 pagesD375a-5eo Gen00054-02 PDFWill FrontNo ratings yet
- Vendaxo - ACE 14XW Hydra Crane - 14 TonDocument4 pagesVendaxo - ACE 14XW Hydra Crane - 14 Tonjohnpaulcse12No ratings yet
- Subject: Recommended Oils List: Lift Truck Series All Trucks - See Chart April 1, 2006 CODE 7500Document6 pagesSubject: Recommended Oils List: Lift Truck Series All Trucks - See Chart April 1, 2006 CODE 7500murshed audatallaNo ratings yet
- fd50cn PDFDocument12 pagesfd50cn PDFJuan Amanqui GarciaNo ratings yet
- PC45MR 5 - PC55MR 5 PDFDocument20 pagesPC45MR 5 - PC55MR 5 PDFreno andriawanNo ratings yet
- QUY150C 150t Crawler Crane BrochureDocument59 pagesQUY150C 150t Crawler Crane BrochureliftNo ratings yet
- Linde H40D/T, H45D/T, H50D/T Material Handling Forklifts - Manual & SpecificationsDocument6 pagesLinde H40D/T, H45D/T, H50D/T Material Handling Forklifts - Manual & Specificationssvinche43546No ratings yet
- Hitachi Sumitomo SCX2500 - L611-0903 (TW)Document16 pagesHitachi Sumitomo SCX2500 - L611-0903 (TW)lkc 8No ratings yet
- Hydraulic and Commissioning Mannual - Module 2ADocument7 pagesHydraulic and Commissioning Mannual - Module 2Abee140676No ratings yet
- UR1500 PartsDocument125 pagesUR1500 PartsT3BL3No ratings yet
- Can Bus Harness Location: "Can" Wires Twisted PairDocument11 pagesCan Bus Harness Location: "Can" Wires Twisted PairSMM ENTREPRISENo ratings yet
- Installation & Ops Manual - Smart Start M and D Models 7-2009Document24 pagesInstallation & Ops Manual - Smart Start M and D Models 7-2009Yang GomezNo ratings yet
- Transmission: Section F Section FDocument1 pageTransmission: Section F Section FSzabolcs Ignátisin0% (1)
- Operacion y Mantenimiento ManualDocument42 pagesOperacion y Mantenimiento ManualGARY BAUTISTANo ratings yet
- Tadano Tr-500ex Rough Terrain Crane Network PDFDocument6 pagesTadano Tr-500ex Rough Terrain Crane Network PDFmangjitNo ratings yet
- Roller: Repair ManualDocument114 pagesRoller: Repair ManualEsteban NavarreteNo ratings yet
- BPW Original spare parts for trailer axles HKN seriesDocument114 pagesBPW Original spare parts for trailer axles HKN seriesYAKOVNo ratings yet
- 3000 Product Family Group 16-1846. Detailed Parts Breakdown: Control Valve (1 of 2)Document7 pages3000 Product Family Group 16-1846. Detailed Parts Breakdown: Control Valve (1 of 2)Al BimaNo ratings yet
- Wa 250 PZDocument6 pagesWa 250 PZleoNo ratings yet
- BELL B40C - 872071-01 Section 3-Power TrainDocument106 pagesBELL B40C - 872071-01 Section 3-Power TrainALI AKBAR100% (1)
- ForkliftsDocument21 pagesForkliftsManual ForkliftNo ratings yet
- 1.5 To 3.5 DP GP SeriesDocument6 pages1.5 To 3.5 DP GP Seriesyeremia kristianNo ratings yet
- 980a0675 PDFDocument43 pages980a0675 PDFMichael DavenportNo ratings yet
- 11 - TM - Hydraulic Cylinders TM 0511-1 en 0204Document7 pages11 - TM - Hydraulic Cylinders TM 0511-1 en 0204Elfer Angell MllNo ratings yet
- Trailers Division - Management ReviewDocument2 pagesTrailers Division - Management ReviewvinothNo ratings yet
- Project Review Meeting MinutesDocument4 pagesProject Review Meeting MinutesvinothNo ratings yet
- Batch Test CertificateDocument1 pageBatch Test CertificatevinothNo ratings yet
- MTD-QPF-05-01 Customer Satisfaction Survey ScopeDocument1 pageMTD-QPF-05-01 Customer Satisfaction Survey ScopevinothNo ratings yet
- MTD SOP 17calibrationDocument2 pagesMTD SOP 17calibrationvinothNo ratings yet
- MTD-QPF-07-01a Management Skill Set AssessmentDocument1 pageMTD-QPF-07-01a Management Skill Set AssessmentvinothNo ratings yet
- Mammut Trailer Division: Quality Objectives F 2006-2007 IMPROVED COMMUNICATIONDocument4 pagesMammut Trailer Division: Quality Objectives F 2006-2007 IMPROVED COMMUNICATIONvinothNo ratings yet
- MTD SOP 16maintenanceDocument2 pagesMTD SOP 16maintenancevinothNo ratings yet
- MTD-QPF-08-05 Estimation of Job Cost Tool R1 - 27-08-06Document1 pageMTD-QPF-08-05 Estimation of Job Cost Tool R1 - 27-08-06vinothNo ratings yet
- MTD - SOP.18-Masterlog v0Document5 pagesMTD - SOP.18-Masterlog v0vinothNo ratings yet
- Customer satisfaction survey results analysisDocument2 pagesCustomer satisfaction survey results analysisvinothNo ratings yet
- Welding Traceability ReportDocument1 pageWelding Traceability ReportvinothNo ratings yet
- MTD-QPF-08-07 Master List of DrawingDocument3 pagesMTD-QPF-08-07 Master List of DrawingvinothNo ratings yet
- MAMMUT TRAILER KPIsDocument3 pagesMAMMUT TRAILER KPIsvinothNo ratings yet
- MTD-QPF-09-01 Annual Recruitment PlanDocument6 pagesMTD-QPF-09-01 Annual Recruitment PlanvinothNo ratings yet
- MTD-QPF-09-03 MI Manpower Availibility RegisterJuly 2006 - Jan 2007Document5 pagesMTD-QPF-09-03 MI Manpower Availibility RegisterJuly 2006 - Jan 2007vinothNo ratings yet
- MTD-QPF-08-08 Drawing Change Request FormDocument1 pageMTD-QPF-08-08 Drawing Change Request FormvinothNo ratings yet
- Production Stores Voucher MTD - QF - 12 - 02 Pre Printed BookDocument1 pageProduction Stores Voucher MTD - QF - 12 - 02 Pre Printed BookvinothNo ratings yet
- Non Conformity Report and Corrective, Preventive Action RequestDocument1 pageNon Conformity Report and Corrective, Preventive Action RequestvinothNo ratings yet
- NCR Log Book With GraphDocument3 pagesNCR Log Book With GraphvinothNo ratings yet
- Quality Assembly Plan: If This Is A Paper Copy, It Is Uncontrolled. You Must Verify The On-Line Revision Before UsingDocument2 pagesQuality Assembly Plan: If This Is A Paper Copy, It Is Uncontrolled. You Must Verify The On-Line Revision Before UsingvinothNo ratings yet
- Audit Schedule: Audit No.: - Date Time Department/Section AuditorDocument1 pageAudit Schedule: Audit No.: - Date Time Department/Section AuditorvinothNo ratings yet
- Preventive Action Form for Quality IssuesDocument1 pagePreventive Action Form for Quality IssuesvinothNo ratings yet
- MTD-QSP-09 Manpower PlanningDocument2 pagesMTD-QSP-09 Manpower PlanningvinothNo ratings yet
- Ocs Engineering & Construction (India) PVT LTD: Quality Assurance DepartmentDocument1 pageOcs Engineering & Construction (India) PVT LTD: Quality Assurance DepartmentvinothNo ratings yet
- MTD QF 17 01calibrationDocument1 pageMTD QF 17 01calibrationvinothNo ratings yet
- MGRP-OTD-R-01 Training Request Form - Doc 2011Document2 pagesMGRP-OTD-R-01 Training Request Form - Doc 2011vinothNo ratings yet
- Mammut Group employee training requestDocument3 pagesMammut Group employee training requestvinothNo ratings yet
- Non-Conformity Report FormDocument1 pageNon-Conformity Report FormvinothNo ratings yet
- Mounting of Brake System MTD-QF-01-01-dDocument1 pageMounting of Brake System MTD-QF-01-01-dvinothNo ratings yet
- Tulsa Gas Technologies India Pvt. LTD: Data Sheet For 37 KW CNG Booster CompressorDocument6 pagesTulsa Gas Technologies India Pvt. LTD: Data Sheet For 37 KW CNG Booster Compressorsumit kumarNo ratings yet
- HAIMA 7 Service Manual (MT) - N Steering SystemDocument17 pagesHAIMA 7 Service Manual (MT) - N Steering SystemRichard Eduardo VasquezNo ratings yet
- .CAD Modeling and FEA Analysis of Wheel Rim For Weight ReductionDocument8 pages.CAD Modeling and FEA Analysis of Wheel Rim For Weight ReductionEnijad ArnautNo ratings yet
- GSSEN October PDFDocument66 pagesGSSEN October PDFGonvarri Steel IndustriesNo ratings yet
- Surface Vehicle Recommended PracticeDocument8 pagesSurface Vehicle Recommended Practicewilian_coelho3309No ratings yet
- Introduction to the Rubberised Coir Industry in IndiaDocument23 pagesIntroduction to the Rubberised Coir Industry in Indialamiya laljiNo ratings yet
- Manual de Despiece Jeep Grand Cherokee 1997Document331 pagesManual de Despiece Jeep Grand Cherokee 1997Lolo Imox67% (3)
- HF Deluxe (Aaht) - (Dec 2018)Document66 pagesHF Deluxe (Aaht) - (Dec 2018)Aminul Islam RidoyNo ratings yet
- Service Literature KCA024 Through 090: CautionDocument54 pagesService Literature KCA024 Through 090: CautionDiego MartinezNo ratings yet
- 25 Years BMW Individual Media InformationDocument39 pages25 Years BMW Individual Media InformationMartin KovácsNo ratings yet
- Federal MogulDocument277 pagesFederal Mogulعبدالغني القباطي100% (1)
- Nigeria Slickline Operations ManualDocument226 pagesNigeria Slickline Operations ManualWilliam Evans100% (1)
- Engine Performance Calculations and AnalysisDocument9 pagesEngine Performance Calculations and AnalysisRover CraftNo ratings yet
- Active Suspension System For Heavy VehiclesDocument5 pagesActive Suspension System For Heavy VehiclesandersonNo ratings yet
- Safety in Mobile CranesDocument60 pagesSafety in Mobile CranesSwapnil pupulwad100% (1)
- Daimler Chrysler Case StudyDocument4 pagesDaimler Chrysler Case StudyAlmoosawiNo ratings yet
- 4 WD SystemDocument126 pages4 WD SystemSantiago Morales100% (1)
- Report Interfacing of Stepper Motor With Microcontroller 8051Document14 pagesReport Interfacing of Stepper Motor With Microcontroller 8051Uday A Korat50% (4)
- Simson-Isr-70-08 Ap Tds 15122017 PDFDocument3 pagesSimson-Isr-70-08 Ap Tds 15122017 PDFstretfordend92No ratings yet
- 1966 Comet Falcon Fairlane Mustang Manual-151-300Document150 pages1966 Comet Falcon Fairlane Mustang Manual-151-300shitNo ratings yet
- ESPECIFICACIONES TECNICAS MOT Y TRANSMISION - PPTX 1Document15 pagesESPECIFICACIONES TECNICAS MOT Y TRANSMISION - PPTX 1Celeste PayneNo ratings yet
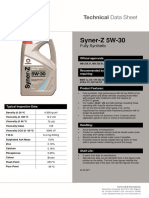
- Syner-Z 5W-30 Fully Synthetic Oil Spec SheetDocument1 pageSyner-Z 5W-30 Fully Synthetic Oil Spec SheetValeriy ValkovetsNo ratings yet
- Defence Engine: 261-336 KW (350-450 HP) 1491-1850 NM (1100-1364 LB-FT)Document2 pagesDefence Engine: 261-336 KW (350-450 HP) 1491-1850 NM (1100-1364 LB-FT)Aamir ArainNo ratings yet
- Diesel Generator Set QSX15 Series Engine: Power GenerationDocument4 pagesDiesel Generator Set QSX15 Series Engine: Power GenerationsdasdNo ratings yet
- Metamxaoex PDFDocument164 pagesMetamxaoex PDFKevin TanNo ratings yet
- 233-2200 2444 Se Hawthorne BLVD Portland, or 97214Document2 pages233-2200 2444 Se Hawthorne BLVD Portland, or 97214William ArellanoNo ratings yet
- 2022年全球汽车供应商研究Document9 pages2022年全球汽车供应商研究jack allenNo ratings yet
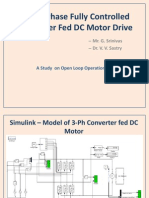
- 3-Ph Converter Fed DC MotorDocument11 pages3-Ph Converter Fed DC MotorSrinivas GudeNo ratings yet
- Parts Catalog - Option List: Option Repair Group Group NameDocument3 pagesParts Catalog - Option List: Option Repair Group Group NameRudiansyah RudiNo ratings yet
- I Rear View Galeria Product Price 01.05.2022Document8 pagesI Rear View Galeria Product Price 01.05.2022VENTO distributorSNo ratings yet