You might also like
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Cranfield University: Piston Engines Module Lecture NotesDocument242 pagesCranfield University: Piston Engines Module Lecture NotesIzzadAfif1990No ratings yet
- Limits, Fits and TolerancesDocument4 pagesLimits, Fits and Tolerancessimalaravi100% (1)
- Geophysical Exploration and InterpretationDocument73 pagesGeophysical Exploration and InterpretationNajeebNo ratings yet
- Machine Design ProblemsDocument32 pagesMachine Design ProblemsMark Lucriana Mariscotes76% (17)
- Limits and Fits HandoutDocument6 pagesLimits and Fits HandoutdrthuhanNo ratings yet
- Forensic PhotographyDocument123 pagesForensic PhotographyWILMAR DEL MONTENo ratings yet
- F 14 X Manual Vol 5 AvionicsDocument31 pagesF 14 X Manual Vol 5 AvionicsJose Ramon Martinez GutierrezNo ratings yet
- Beam DesignDocument8 pagesBeam DesignGeorge GeorgianNo ratings yet
- Light Dimmer CircuitDocument4 pagesLight Dimmer Circuithamza abdo mohamoudNo ratings yet
- Full Isolation of Mono-Atomic Elements From Dead Sea SaltDocument2 pagesFull Isolation of Mono-Atomic Elements From Dead Sea SaltWigwamman100% (2)
- 100 Linux Interview QuestionsDocument8 pages100 Linux Interview Questionsarun0076@gmail.com100% (1)
- YK Operation & Maintenance PDFDocument38 pagesYK Operation & Maintenance PDFRasydan RusliNo ratings yet
- GD&T Form and Position TolerancesDocument1 pageGD&T Form and Position TolerancesSaulo TrejoNo ratings yet
- Interference Fits and PressureDocument21 pagesInterference Fits and PressurerwmingisNo ratings yet
- GB 50040-1996Document87 pagesGB 50040-1996BUĞRANo ratings yet
- Efficient Pneumatic ConveyingDocument14 pagesEfficient Pneumatic Conveying설동하100% (2)
- GATE Metrology QuestionsDocument14 pagesGATE Metrology QuestionsWilson Kumar33% (3)
- ManengDocument88 pagesManengArvind MeenaNo ratings yet
- Metrology MCQDocument6 pagesMetrology MCQsivakumarNo ratings yet
- GD &T Ques PaperDocument8 pagesGD &T Ques Paperpreetilearn6No ratings yet
- 114 PDFDocument73 pages114 PDFMonu SharmaNo ratings yet
- Experement AssignmentDocument13 pagesExperement AssignmentdillipNo ratings yet
- Manufacturing EngineeringDocument88 pagesManufacturing EngineeringSreevathsaNo ratings yet
- Manufacturing Engineering-29 PDFDocument1 pageManufacturing Engineering-29 PDFSameerChauhanNo ratings yet
- Metal Cutting 1: N 0.5 N 1 N 1 N 0.5Document6 pagesMetal Cutting 1: N 0.5 N 1 N 1 N 0.5Gangadhar TallaNo ratings yet
- L12n13 PBonLimitFitToleranceDocument7 pagesL12n13 PBonLimitFitTolerancechaitanyamohod2020No ratings yet
- Physics - Ix Test 1 - Measurement: Follow Us at Ig: Gts - Classes Contact Us: 6393469634 / 9415471342 / 8765677644Document1 pagePhysics - Ix Test 1 - Measurement: Follow Us at Ig: Gts - Classes Contact Us: 6393469634 / 9415471342 / 8765677644Shashwat KhuranaNo ratings yet
- SDocument16 pagesSKumar KoteNo ratings yet
- Machine DesignDocument38 pagesMachine DesignBanwari Lal PrajapatNo ratings yet
- Machine DesignDocument38 pagesMachine Designdeepti412No ratings yet
- GATE - IES QuestionsDocument4 pagesGATE - IES QuestionsMahesh Chandrabhan ShindeNo ratings yet
- Exercise - 1 2 PC MnvEBRCDocument15 pagesExercise - 1 2 PC MnvEBRCBEEMI REDDY VENKATA REDDYNo ratings yet
- 9 Regular Machining Dimension Tolerance 01Document1 page9 Regular Machining Dimension Tolerance 01OllenkNo ratings yet
- NO GO 45.0 X Y R: YEAR 2004 One Mark MCQ 10.106Document1 pageNO GO 45.0 X Y R: YEAR 2004 One Mark MCQ 10.106SameerChauhanNo ratings yet
- Module 3Document2 pagesModule 3apandey10001No ratings yet
- Ch-24 Limit, Tolerance & FitsDocument104 pagesCh-24 Limit, Tolerance & FitsK Pavan KumarNo ratings yet
- Manufacturing Engineering-6Document1 pageManufacturing Engineering-6SameerChauhanNo ratings yet
- 1 To 15 MSQDocument100 pages1 To 15 MSQTarun RathoreNo ratings yet
- 3Document132 pages3Muluken AbebeNo ratings yet
- Mechanical Limit, Tolerance & FitsDocument104 pagesMechanical Limit, Tolerance & FitssrinivasNo ratings yet
- Material Properties and Metal FormingDocument5 pagesMaterial Properties and Metal FormingSaikat BanerjeeNo ratings yet
- MM&M Assignment 01 PDFDocument3 pagesMM&M Assignment 01 PDFSam prabhakarNo ratings yet
- Rc2module 5 ReqDocument7 pagesRc2module 5 ReqRanie boy CabanillaNo ratings yet
- Grile BetonDocument16 pagesGrile BetonIulian CiobanuNo ratings yet
- Forming QuestionsDocument3 pagesForming QuestionsSarath Philip Mathew VenkadathNo ratings yet
- Measurement Errors & ExperimentsDocument18 pagesMeasurement Errors & ExperimentsveereshgajwelNo ratings yet
- Assignment No. 2Document2 pagesAssignment No. 2Mukul SardanaNo ratings yet
- 37 To 48 MSQDocument100 pages37 To 48 MSQTarun RathoreNo ratings yet
- DTE Unit 1 MCQs (Keys Shafts and Couplings)Document6 pagesDTE Unit 1 MCQs (Keys Shafts and Couplings)Mannam Sarath Sarath100% (2)
- Narayana Dpp's and AssignmentsDocument934 pagesNarayana Dpp's and AssignmentsRishi MishraNo ratings yet
- 76 9 Design of CranesDocument11 pages76 9 Design of Cranesrip111176No ratings yet
- Singly Reinforced BeamDocument9 pagesSingly Reinforced BeamkalpanaadhiNo ratings yet
- Continuous Beam Staad ReportDocument14 pagesContinuous Beam Staad ReportMuhammad Shukri Bin SaharinNo ratings yet
- Microsoft Word - Fitter QuestionDocument6 pagesMicrosoft Word - Fitter QuestionVikashKumarNo ratings yet
- SRM University Department of Mechanical EngineeringDocument2 pagesSRM University Department of Mechanical EngineeringSachi DhanandamNo ratings yet
- Production Test PaperDocument9 pagesProduction Test Paperfaheemhaider21No ratings yet
- Understanding Vernier Calliper Screw Gauge and SpherometerDocument6 pagesUnderstanding Vernier Calliper Screw Gauge and SpherometerAnonymous vRpzQ2BLNo ratings yet
- Gate Solved Paper - Me: Manufacturing EngineeringDocument72 pagesGate Solved Paper - Me: Manufacturing EngineeringVHemendra NaiduNo ratings yet
- Strength of Materials - Task 1. Chapter 3Document3 pagesStrength of Materials - Task 1. Chapter 3NEIVER ALEVIS CASTRO JULIONo ratings yet
- Manufacturing EngineeringDocument72 pagesManufacturing EngineeringAnirban PalNo ratings yet
- Common Test Paper of Civil Eng1Document14 pagesCommon Test Paper of Civil Eng1ajaydevmalikNo ratings yet
- Questions Pertaining To Screw Gauge in General Physics - 3Document1 pageQuestions Pertaining To Screw Gauge in General Physics - 3Study PixNo ratings yet
- Clincher™ Flat Cable Connectors: ReceptaclesDocument1 pageClincher™ Flat Cable Connectors: ReceptaclesHadi BarakNo ratings yet
- Experiment 5 Diameter and Form Error Measurement: Mechatronic Engineering Advanced ProgramDocument7 pagesExperiment 5 Diameter and Form Error Measurement: Mechatronic Engineering Advanced ProgramCao KhảiNo ratings yet
- Lec 10 and 11Document63 pagesLec 10 and 11Gangadhar TallaNo ratings yet
- Module 5Document69 pagesModule 5Gangadhar TallaNo ratings yet
- Module 1Document52 pagesModule 1Gangadhar TallaNo ratings yet
- 3 Materials Requirement PlanningDocument22 pages3 Materials Requirement PlanningGangadhar TallaNo ratings yet
- Mechanical Engineering IIT Kanpur: Anupam SaxenaDocument2 pagesMechanical Engineering IIT Kanpur: Anupam SaxenaGangadhar TallaNo ratings yet
- 1 IntroductionDocument26 pages1 IntroductionGangadhar TallaNo ratings yet
- Laboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONDocument2 pagesLaboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONGangadhar TallaNo ratings yet
- Laboratory Assignment 2: 30 4 Faces AT R30 30 oDocument1 pageLaboratory Assignment 2: 30 4 Faces AT R30 30 oGangadhar TallaNo ratings yet
- Module 2Document35 pagesModule 2Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab05Document2 pagesEngineering Drawing-Lab05Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab08Document1 pageEngineering Drawing-Lab08Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab04Document1 pageEngineering Drawing-Lab04Gangadhar TallaNo ratings yet
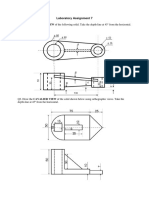
- Laboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalDocument2 pagesLaboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalGangadhar TallaNo ratings yet
- Engineering Drawing03Document3 pagesEngineering Drawing03Gangadhar TallaNo ratings yet
- Modern Machining ProcessesDocument4 pagesModern Machining ProcessesGangadhar TallaNo ratings yet
- Castingslides 161115034827 PDFDocument67 pagesCastingslides 161115034827 PDFGangadhar TallaNo ratings yet
- Engineering Drawing-Lab03Document1 pageEngineering Drawing-Lab03Gangadhar TallaNo ratings yet
- Sheet Metal Forming: MIT 2.008xDocument48 pagesSheet Metal Forming: MIT 2.008xGangadhar TallaNo ratings yet
- MTech CimDocument114 pagesMTech CimGangadhar TallaNo ratings yet
- MTech MEDocument110 pagesMTech MEGangadhar TallaNo ratings yet
- Metal Cutting 1: N 0.5 N 1 N 1 N 0.5Document6 pagesMetal Cutting 1: N 0.5 N 1 N 1 N 0.5Gangadhar TallaNo ratings yet
- Powder MetallurgyDocument1 pagePowder MetallurgyGangadhar TallaNo ratings yet
- Class 3 Unit 1 Lesson 1.3 How Do You Spell Your Last Name?Document11 pagesClass 3 Unit 1 Lesson 1.3 How Do You Spell Your Last Name?José SaquinaulaNo ratings yet
- C++ UAnimInstance ExamplesDocument101 pagesC++ UAnimInstance ExamplesNenadNo ratings yet
- P10 Outdoor Full Color RGB Led DisplayDocument2 pagesP10 Outdoor Full Color RGB Led DisplayPebrian WahyuNo ratings yet
- AHT 005 Analytical MathematicsDocument2 pagesAHT 005 Analytical Mathematicsharshitdumka0422No ratings yet
- Narayani Public College: Project Work of Computer Subject Bharatpur-11, Chitwan, NepalDocument18 pagesNarayani Public College: Project Work of Computer Subject Bharatpur-11, Chitwan, NepalThomous CokeNo ratings yet
- Uml & DP Complete MaterialDocument149 pagesUml & DP Complete Materialjyothi .No ratings yet
- Fir Engine TP-542 FMX - 440Document21 pagesFir Engine TP-542 FMX - 440CwsNo ratings yet
- Matlab 1Document6 pagesMatlab 1Wafaa AimanNo ratings yet
- Pattern Printing in CDocument20 pagesPattern Printing in CAMIT KUMAR PRADHANNo ratings yet
- Seismic Response of RC Building With Soft StoriesDocument4 pagesSeismic Response of RC Building With Soft StoriesRameshNo ratings yet
- 1-3.8 CalcDocument6 pages1-3.8 CalcJohn Seth Toribio SalazarNo ratings yet
- The Calculus Gottfried Wilhelm Von LeibnizDocument5 pagesThe Calculus Gottfried Wilhelm Von LeibnizSUETA DAVESNo ratings yet
- 01 JTW115 3 Dec 2022Document8 pages01 JTW115 3 Dec 2022bhanu anuNo ratings yet
- Creating An ArcGIS Engine Application With C-Sharp and OpenGLDocument11 pagesCreating An ArcGIS Engine Application With C-Sharp and OpenGLNut MaNo ratings yet
- Diffraction Lab: ObjectiveDocument2 pagesDiffraction Lab: Objectiveivan liNo ratings yet
- OG Industry Pre Test Module AnswerDocument6 pagesOG Industry Pre Test Module Answeradel alganayNo ratings yet
- 5.the Quality of Petroleum Products-2020-Other ProductsDocument123 pages5.the Quality of Petroleum Products-2020-Other Productsmuhammad usman aslamNo ratings yet
- Devices For The Determination of The SF Gas Quality: Multi-Analyser With Gas Return SystemDocument3 pagesDevices For The Determination of The SF Gas Quality: Multi-Analyser With Gas Return SystemSion H SimbolonNo ratings yet
- Power Electronics 2-MDocument9 pagesPower Electronics 2-M20EUEE053- MADHUBALAN.SNo ratings yet
- Kinder Arabic Language QuestionnaireDocument4 pagesKinder Arabic Language QuestionnairejabbarlabuanNo ratings yet