You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Angle Scavenger Hunt PacketDocument4 pagesAngle Scavenger Hunt Packetapi-324662758No ratings yet
- Eco 80 Wind Turbine PlatformDocument2 pagesEco 80 Wind Turbine PlatformKarthick Velayutham0% (2)
- Fundamentals of Physics 10th Edition Solutions Manual PDFDocument8 pagesFundamentals of Physics 10th Edition Solutions Manual PDFrashidaliNo ratings yet
- PROCESS SAFETY Thermal Analysis and Calorimetry SolutionsDocument6 pagesPROCESS SAFETY Thermal Analysis and Calorimetry SolutionsDaniela Forero RamírezNo ratings yet
- TMRadññ PDFDocument14 pagesTMRadññ PDFDaniela Forero RamírezNo ratings yet
- TMR PDFDocument5 pagesTMR PDFDaniela Forero RamírezNo ratings yet
- TMR PDFDocument5 pagesTMR PDFDaniela Forero RamírezNo ratings yet
- Swissi: NEWSLETTER 2012-03: Assessment of Thermal StabilityDocument1 pageSwissi: NEWSLETTER 2012-03: Assessment of Thermal StabilityDaniela Forero RamírezNo ratings yet
- TMRad PDFDocument14 pagesTMRad PDFDaniela Forero RamírezNo ratings yet
- 1.0 Objectives, Scope, Required Reading & Assignment ScheduleDocument31 pages1.0 Objectives, Scope, Required Reading & Assignment ScheduleDaniela Forero RamírezNo ratings yet
- Wang2009 PDFDocument9 pagesWang2009 PDFDaniela Forero RamírezNo ratings yet
- 2008 Bookmatter FluidMechanics PDFDocument60 pages2008 Bookmatter FluidMechanics PDFDaniela Forero RamírezNo ratings yet
- BooksDocument1 pageBooksDaniela Forero RamírezNo ratings yet
- hmwk1 Solutions PDFDocument6 pageshmwk1 Solutions PDFDaniela Forero RamírezNo ratings yet
- Addressing Mixed Surfactant Systems and HLDDocument6 pagesAddressing Mixed Surfactant Systems and HLDMichael Taylor WarrenNo ratings yet
- The Revolution of Complex SoundsDocument16 pagesThe Revolution of Complex SoundsscorrevoleNo ratings yet
- Effect of Green Inhibitor On The Corrosion Behaviour of Reinforced Carbon Steel in ConcreteDocument8 pagesEffect of Green Inhibitor On The Corrosion Behaviour of Reinforced Carbon Steel in ConcreteDharmaraaj RajalinggamNo ratings yet
- Social Sciences & Humanities: Aryo Bismo, Haryadi Sarjono and Andika FerianDocument16 pagesSocial Sciences & Humanities: Aryo Bismo, Haryadi Sarjono and Andika FerianShwe Yi Lin LeiNo ratings yet
- Ha Ema To PoiesisDocument38 pagesHa Ema To PoiesisEmma Joel OtaiNo ratings yet
- Seth F. Henriett (Fajcsák Henrietta) - Cornell University and Babson CollegeDocument76 pagesSeth F. Henriett (Fajcsák Henrietta) - Cornell University and Babson CollegeHenriett Seth F. (Seth F. Henriett, Fajcsák Henrietta)No ratings yet
- Assignment: 4 Course Name:Web Programming: Submitted To: Paramjit SinghDocument9 pagesAssignment: 4 Course Name:Web Programming: Submitted To: Paramjit SinghVivek JamwalNo ratings yet
- Electromagnetic WavesDocument3 pagesElectromagnetic WavesPERALTA, NHURGEM D.No ratings yet
- Cps-U: Commercial-Duty and Weather ResistantDocument2 pagesCps-U: Commercial-Duty and Weather ResistantdavNo ratings yet
- Spreadsheets To BS 8110: Advisory Group Ground Floor Columns at B1, B2 Etc 96Document14 pagesSpreadsheets To BS 8110: Advisory Group Ground Floor Columns at B1, B2 Etc 96Reffisa JiruNo ratings yet
- Informatica Interview Question and AnswersDocument4 pagesInformatica Interview Question and AnswersWalter McdanielNo ratings yet
- File-Creation-Guide Ingram SparkDocument41 pagesFile-Creation-Guide Ingram SparkAlvaro EclipseNo ratings yet
- Exp 5Document6 pagesExp 5RishabhNo ratings yet
- The Subject Seminar On GUIDocument7 pagesThe Subject Seminar On GUITushar AneyraoNo ratings yet
- Mini Timer CircuitDocument1 pageMini Timer CircuitSaeed QahremaniNo ratings yet
- Embedded Systems in AutomobilesDocument17 pagesEmbedded Systems in AutomobilesAyoubDrissiNo ratings yet
- Slab DesignDocument6 pagesSlab DesignAmadi HenryNo ratings yet
- AEL Product Catalogue 2015Document138 pagesAEL Product Catalogue 2015Col Rattan Singh100% (4)
- The Pioneer: of FintechDocument18 pagesThe Pioneer: of FintechKitNo ratings yet
- MCSL 025 (P) S3Document2 pagesMCSL 025 (P) S3SaanidhNo ratings yet
- Cghs 2010 Cghs Rates BangaloreDocument58 pagesCghs 2010 Cghs Rates BangaloreRomeo RomeNo ratings yet
- S 000 1378 001 - 1 - 0001Document53 pagesS 000 1378 001 - 1 - 0001sifoouNo ratings yet
- Face RecogDocument26 pagesFace RecogFavasNo ratings yet
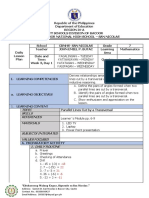
- DLP - Math7 - Q3 - W3 - Day 1Document5 pagesDLP - Math7 - Q3 - W3 - Day 1John Emiel ButacNo ratings yet
- History of Prime Numbers & Riemann ZerosDocument29 pagesHistory of Prime Numbers & Riemann ZerosΧάρης ΦραντζικινάκηςNo ratings yet
- Autolite Technical Training Manual EsDocument40 pagesAutolite Technical Training Manual EsRenso Fredy MamaniNo ratings yet
- ABAP Enhancements Interview QuestionsDocument2 pagesABAP Enhancements Interview QuestionsJoy DeyNo ratings yet