You might also like
- Komatsu FG10 - 15 - 18-20, FG15H - 18H-20, FD10 - 15 - 18-20, FG20 - 25 - 30-16, FG20H - 25H-16 Shop Manual PDFDocument341 pagesKomatsu FG10 - 15 - 18-20, FG15H - 18H-20, FD10 - 15 - 18-20, FG20 - 25 - 30-16, FG20H - 25H-16 Shop Manual PDFSaef auto100% (2)
- Ecu, Dashboard, Immobox Pin-Outs DiagramsDocument9 pagesEcu, Dashboard, Immobox Pin-Outs DiagramsJulioRosas83% (23)
- 0106-7 Section C-DDocument129 pages0106-7 Section C-DPartsGopher.comNo ratings yet
- Air Compressor Intallation PDFDocument6 pagesAir Compressor Intallation PDFvictoverNo ratings yet
- GasLiquid Separators-Design RulesDocument21 pagesGasLiquid Separators-Design Ruleswahyuriansyah100% (1)
- Control Systems Body Electrical Vitara NewDocument49 pagesControl Systems Body Electrical Vitara Newjulio montenegro100% (1)
- Dresser-Rand GFC Databook - Gas Field Policies-4Document4 pagesDresser-Rand GFC Databook - Gas Field Policies-4kistaiNo ratings yet
- GFP23 Non-LubeServiceDocument1 pageGFP23 Non-LubeServiceJeff LangleyNo ratings yet
- Standards: (Comment Based On Propane)Document3 pagesStandards: (Comment Based On Propane)zorro21072107No ratings yet
- Fpso (Floating Production Storage Off-Loading) : Dresser-RandDocument1 pageFpso (Floating Production Storage Off-Loading) : Dresser-RandJeff LangleyNo ratings yet
- Dresser-Rand: Gas Field Policy September 2008Document1 pageDresser-Rand: Gas Field Policy September 2008Jeff LangleyNo ratings yet
- Valerus CompressionDocument56 pagesValerus CompressionSantiago Mendoza100% (1)
- Reciprocating Compressor 11p Vs 618Document4 pagesReciprocating Compressor 11p Vs 618karehmanNo ratings yet
- Understanding Process Gas Compressor - SealingDocument20 pagesUnderstanding Process Gas Compressor - Sealinganiruddha balasubramanyaNo ratings yet
- RAL Guidelines ISO FormatDocument2 pagesRAL Guidelines ISO Formatharshal waniNo ratings yet
- National Oil Corporation: Rev Date Description by AppDocument21 pagesNational Oil Corporation: Rev Date Description by AppRochdi SahliNo ratings yet
- Article On Dry Gas Seals PDFDocument7 pagesArticle On Dry Gas Seals PDFanoopthazhath100% (1)
- Ma05m Centrifugal Pumps SpecificationDocument21 pagesMa05m Centrifugal Pumps SpecificationandyNo ratings yet
- Hidrolik SilindirlerDocument20 pagesHidrolik SilindirlerEnver AtamanNo ratings yet
- AG 3.1 End Suction DS Series 3422 Sterling SPA034 HR2Document12 pagesAG 3.1 End Suction DS Series 3422 Sterling SPA034 HR2KhalidNo ratings yet
- SD Compressor Service Manual - Air Conditioning CompressorDocument33 pagesSD Compressor Service Manual - Air Conditioning CompressorWojciech NewlacilNo ratings yet
- 3196xbulletin Read 06Document20 pages3196xbulletin Read 06bryandownNo ratings yet
- B U L L E T I N: Application EngineeringDocument2 pagesB U L L E T I N: Application EngineeringMaria DazaNo ratings yet
- Catálogo e Los Cilindros Neumaticos PARKERDocument124 pagesCatálogo e Los Cilindros Neumaticos PARKERmaurozuriNo ratings yet
- 3196 I FRAME Bulletin ReadersDocument19 pages3196 I FRAME Bulletin ReadersPedro SanchezNo ratings yet
- A/C Lubricant Specification & Replacement Guidelines: Recommended Service ProceduresDocument5 pagesA/C Lubricant Specification & Replacement Guidelines: Recommended Service ProceduresEduardo FloresNo ratings yet
- Technical Paper - API 676 Compliance of Progressive Cavity Pumps - Delta P - Pumps & Systems BlogDocument5 pagesTechnical Paper - API 676 Compliance of Progressive Cavity Pumps - Delta P - Pumps & Systems BlognachiappanNo ratings yet
- DGS NewDocument20 pagesDGS NewKanishk KothariNo ratings yet
- 2009-03 CleanDieselHydroPTQ MustangDocument7 pages2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- Bearing Basic For Gas Industries - 258603Document3 pagesBearing Basic For Gas Industries - 258603BrunoNo ratings yet
- API6A Trim Material RatingsDocument5 pagesAPI6A Trim Material RatingsAneez MhdNo ratings yet
- Plan Api 23Document20 pagesPlan Api 23JAIMENo ratings yet
- Refrigeration PipingDocument43 pagesRefrigeration PipingenigmazeeNo ratings yet
- 3196 I FRAME BulletinDocument19 pages3196 I FRAME BulletinLuis CuaxiloNo ratings yet
- API 610 PumpsDocument2 pagesAPI 610 Pumpsanon_684099349No ratings yet
- Tilting Pad Thrust BearingDocument6 pagesTilting Pad Thrust BearingChristopher GarciaNo ratings yet
- New Materials For Sour Gas Drill Pipe: 26 March/April 2002Document2 pagesNew Materials For Sour Gas Drill Pipe: 26 March/April 2002amigofirmNo ratings yet
- Oil-Free Press-Gas Screw CompressorsDocument16 pagesOil-Free Press-Gas Screw CompressorsMANIU RADU-GEORGIAN100% (1)
- Summer 2006 Pump&ValveSelectionDocument3 pagesSummer 2006 Pump&ValveSelectionsaulomonNo ratings yet
- Gate Valve Trim ChartDocument5 pagesGate Valve Trim ChartWaseem IqbalNo ratings yet
- LPG Cylinders and Associated EquipmentDocument46 pagesLPG Cylinders and Associated EquipmentSUDHIRNo ratings yet
- AE1312Document18 pagesAE1312Maria DazaNo ratings yet
- Refrigerant Changeover Guidelines CFC R-502 To HFC R-404A/R-507Document8 pagesRefrigerant Changeover Guidelines CFC R-502 To HFC R-404A/R-507phankhoa83No ratings yet
- Parker LPG HoseDocument8 pagesParker LPG HosewfjerrNo ratings yet
- Api 682Document79 pagesApi 682Alejandro GilNo ratings yet
- Equipment Design CriteriaDocument6 pagesEquipment Design CriteriaHamid HasanNo ratings yet
- Fuel Gas Conditioning System Modularization and OptimizationDocument7 pagesFuel Gas Conditioning System Modularization and OptimizationAditya BansodNo ratings yet
- 0742966-1 Preservation of Assemled EngineDocument9 pages0742966-1 Preservation of Assemled Enginesmackone1981No ratings yet
- Reciprocating CompressorDocument23 pagesReciprocating CompressorPierre Norris100% (2)
- Collant CumminsDocument7 pagesCollant Cumminsalbertinus pangngaroanNo ratings yet
- API 610 12th EditionDocument7 pagesAPI 610 12th EditionmuhammedNo ratings yet
- Retrofit SandenDocument5 pagesRetrofit SandenHenry LopezNo ratings yet
- Goulds PUMPSDocument10 pagesGoulds PUMPSMoustafa ElsadanyNo ratings yet
- CatalogDocument44 pagesCataloglangtu2011No ratings yet
- 12D Series Pump: Three-Screw Pumps Standard Product SpecificationsDocument2 pages12D Series Pump: Three-Screw Pumps Standard Product SpecificationsCapacitacion TodocatNo ratings yet
- SD Compressor Service ManualDocument33 pagesSD Compressor Service Manualapi-19789368100% (2)
- SD 7 Service ManualDocument33 pagesSD 7 Service ManualZamriNo ratings yet
- Underground Gas Storage Facilities: Design and ImplementationFrom EverandUnderground Gas Storage Facilities: Design and ImplementationNo ratings yet
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Bearing Protection: The First Step Towards ReliabilityDocument34 pagesBearing Protection: The First Step Towards ReliabilityJeff LangleyNo ratings yet
- Valuable Energy!: Engine Manufacturers. Genset IntegratorsDocument2 pagesValuable Energy!: Engine Manufacturers. Genset IntegratorsJeff LangleyNo ratings yet
- Taking Advantage of Waste Heat: Kelvion Exhaust Gas Heat ExchangerDocument2 pagesTaking Advantage of Waste Heat: Kelvion Exhaust Gas Heat ExchangerJeff LangleyNo ratings yet
- Zone 2 Diesel EngineDocument6 pagesZone 2 Diesel EngineJeff LangleyNo ratings yet
- JBWS Rental Information FormDocument1 pageJBWS Rental Information FormJeff LangleyNo ratings yet
- Dresser-Rand: Gas Field Policy September 2008Document1 pageDresser-Rand: Gas Field Policy September 2008Jeff LangleyNo ratings yet
- Atex Zone 2 Cat 3G: ATEX Equipment Category 3G - Safe Under Normal Operation OnlyDocument4 pagesAtex Zone 2 Cat 3G: ATEX Equipment Category 3G - Safe Under Normal Operation OnlyJeff LangleyNo ratings yet
- Waste Heat Recovery Using Shell and Tube Heat ExchDocument5 pagesWaste Heat Recovery Using Shell and Tube Heat ExchJeff LangleyNo ratings yet
- Siemens Electric Motor Pipeline Compressor: Your One SourceDocument4 pagesSiemens Electric Motor Pipeline Compressor: Your One SourceJeff LangleyNo ratings yet
- Powergenerationequipment PDFDocument2 pagesPowergenerationequipment PDFJeff LangleyNo ratings yet
- Dresser-Rand: Gas Field Policy 17: Low Temperature ServiceDocument2 pagesDresser-Rand: Gas Field Policy 17: Low Temperature ServiceJeff LangleyNo ratings yet
- GFP23 Non-LubeServiceDocument1 pageGFP23 Non-LubeServiceJeff LangleyNo ratings yet
- Dresser-Rand: Gas Field Policy 25: Instruction Manual & Parts List PolicyDocument1 pageDresser-Rand: Gas Field Policy 25: Instruction Manual & Parts List PolicyJeff LangleyNo ratings yet
- GFP21 TorsionalVibrationAnalysisDocument4 pagesGFP21 TorsionalVibrationAnalysisRonald GeorgeNo ratings yet
- Service Bulletins: To Request A Service BulletinDocument1 pageService Bulletins: To Request A Service BulletinJeff LangleyNo ratings yet
- Murphy Product SpecSheets PDFDocument46 pagesMurphy Product SpecSheets PDFJeff LangleyNo ratings yet
- Fpso (Floating Production Storage Off-Loading) : Dresser-RandDocument1 pageFpso (Floating Production Storage Off-Loading) : Dresser-RandJeff LangleyNo ratings yet
- Exhaust Gas Exchanger - Full - 019-028Document10 pagesExhaust Gas Exchanger - Full - 019-028Jeff LangleyNo ratings yet
- IgnitionSystem 3408-3412 PDFDocument4 pagesIgnitionSystem 3408-3412 PDFJeff LangleyNo ratings yet
- Murphy Product SpecSheets PDFDocument46 pagesMurphy Product SpecSheets PDFJeff LangleyNo ratings yet
- VHP Series Five L7044Gsi S5: 1900 BHP (1416 KWB) at 1200 RPMDocument2 pagesVHP Series Five L7044Gsi S5: 1900 BHP (1416 KWB) at 1200 RPMJeff LangleyNo ratings yet
- Brake Pads Are A Component Of: Disc BrakesDocument3 pagesBrake Pads Are A Component Of: Disc BrakesAbhishek GopalakrishnanNo ratings yet
- Pneumatic Intensifiers Bimba TRD Air To Air IntensifiersDocument2 pagesPneumatic Intensifiers Bimba TRD Air To Air Intensifiersgoen_aedyNo ratings yet
- Grob G 120a - Grob AircraftDocument36 pagesGrob G 120a - Grob AircraftadetyaNo ratings yet
- Final Royal EnfieldDocument66 pagesFinal Royal EnfieldVishal Mehta100% (1)
- This Kit ContainsDocument1 pageThis Kit ContainsRasheed SiddiquiNo ratings yet
- Plano Eléctrico - 236DDocument27 pagesPlano Eléctrico - 236DricsnikNo ratings yet
- Conducting Bicycle and Pedestrian Counts PDFDocument133 pagesConducting Bicycle and Pedestrian Counts PDFHenry Steve Gonzales PumaNo ratings yet
- Ziegler Brochure Z Class Eng WebDocument12 pagesZiegler Brochure Z Class Eng WebtaniaNo ratings yet
- 20 Ton CFBC Boiler Operation ManualDocument2 pages20 Ton CFBC Boiler Operation Manualrecettes entréesNo ratings yet
- Power Relay K (Sealed) : Automotive Relays PCB Single RelaysDocument3 pagesPower Relay K (Sealed) : Automotive Relays PCB Single RelaysMissoum TerrasNo ratings yet
- NP300 Brochure LHD EngDocument10 pagesNP300 Brochure LHD EngDee MayorNo ratings yet
- Eaton Manual Iluminat de UrgentaDocument80 pagesEaton Manual Iluminat de UrgentadanielNo ratings yet
- Addis Ababa Science and Technology University: Electromechanical Engineering Department Introduction To MechatronicsDocument52 pagesAddis Ababa Science and Technology University: Electromechanical Engineering Department Introduction To Mechatronicsabdulkerim seid100% (1)
- Tractor de Oruga D6G2Document12 pagesTractor de Oruga D6G2Beto GalSaNo ratings yet
- Ambulance Inspection Checklist (SPL HSSE CL 01)Document1 pageAmbulance Inspection Checklist (SPL HSSE CL 01)riamega100% (1)
- Instructions For Parts Books: Note About Country CodesDocument160 pagesInstructions For Parts Books: Note About Country CodesEros Andres Hurtado ZuñigaNo ratings yet
- A330 Debriefing Schematic - CattsDocument22 pagesA330 Debriefing Schematic - Cattsanarko arsipelNo ratings yet
- Truztaksi0ebhb Y007570 1 en 006Document506 pagesTruztaksi0ebhb Y007570 1 en 006Bùi Xuân ĐứcNo ratings yet
- Spare Parts: Boilers Type M, ME, MCS & CPI12Document18 pagesSpare Parts: Boilers Type M, ME, MCS & CPI12Augustin GigelNo ratings yet
- Hytork 680 Manual: Click Here To DownloadDocument3 pagesHytork 680 Manual: Click Here To DownloadM LuthfiNo ratings yet
- Machanics of Machine Lab: Submitted To: Submitted byDocument15 pagesMachanics of Machine Lab: Submitted To: Submitted byumairNo ratings yet
- Automotive Maintenance - PDF PDF BooksDocument100 pagesAutomotive Maintenance - PDF PDF BooksBILAL FAROOQUINo ratings yet
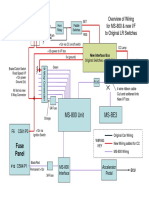
- MS800 Full WiringDocument1 pageMS800 Full WiringFlorin ConstantinNo ratings yet
- 16 Lambo Universal Ursus DH Farm MachineryDocument19 pages16 Lambo Universal Ursus DH Farm Machineryalin AchimNo ratings yet
- Aircraf Atp Index Transmission PDFDocument1,285 pagesAircraf Atp Index Transmission PDFhebert perezNo ratings yet
- Dat Gv180tiDocument2 pagesDat Gv180tiThomasRudyNo ratings yet
- Gas Generators: For Industrial Power SystemsDocument16 pagesGas Generators: For Industrial Power SystemsMaximiliano SanchezNo ratings yet