You might also like
- Uniflo Fog Reduction ModuleDocument8 pagesUniflo Fog Reduction Modulecristi_molinsNo ratings yet
- StalDocument8 pagesStalzbiornik23100% (1)
- Solar-Powered Chemical Injection Pumps: DescriptionDocument7 pagesSolar-Powered Chemical Injection Pumps: DescriptionMatter ExpertNo ratings yet
- Solar-Powered Chemical Injection Pumps: DescriptionDocument7 pagesSolar-Powered Chemical Injection Pumps: DescriptionMatter ExpertNo ratings yet
- Solar-Powered Chemical Injection PumpsDocument7 pagesSolar-Powered Chemical Injection PumpsMatter ExpertNo ratings yet
- 564 RevDocument13 pages564 RevAnushka GNo ratings yet
- LNG Centrifugal Compressors BrochureDocument12 pagesLNG Centrifugal Compressors BrochurehacenescribdNo ratings yet
- Integrated Hot Gas Test Systems for Turbocharger DevelopmentDocument7 pagesIntegrated Hot Gas Test Systems for Turbocharger DevelopmentravigobiNo ratings yet
- 6 Testing and Qualification of Two-Stage Turbocharging SystemsDocument16 pages6 Testing and Qualification of Two-Stage Turbocharging SystemsMuzaffar Ali QuaziNo ratings yet
- Gas TurbinesDocument2 pagesGas TurbinesJitendra KumarNo ratings yet
- TP 03Document13 pagesTP 03Walid Ben HuseinNo ratings yet
- Active Grille Shutter System Presented By: RAUT SIDDHARTH VDocument18 pagesActive Grille Shutter System Presented By: RAUT SIDDHARTH VAmar DongardiveNo ratings yet
- Ref N° 4 - FUEL GAS SYSTEM - DESIGN PHILOSOPHYDocument12 pagesRef N° 4 - FUEL GAS SYSTEM - DESIGN PHILOSOPHYlxz861020100% (1)
- Optimization of Natural Gas Gathering Systems and Gas PlantsDocument9 pagesOptimization of Natural Gas Gathering Systems and Gas PlantsEdgar HuancaNo ratings yet
- Brochure SimSci SIM4MEServicesForDynamicSimulation 08-10Document12 pagesBrochure SimSci SIM4MEServicesForDynamicSimulation 08-10harry_chemNo ratings yet
- Refrigerant Piping Rev2Document31 pagesRefrigerant Piping Rev2123john123No ratings yet
- Thermocompressor Efficiency & PerformanceDocument4 pagesThermocompressor Efficiency & PerformancerifqizafrilNo ratings yet
- Gaseous Fuel Systems - Application & Installation GuideDocument36 pagesGaseous Fuel Systems - Application & Installation GuidelamNo ratings yet
- Development of Aero Gas Turbine Annular CombustorDocument14 pagesDevelopment of Aero Gas Turbine Annular CombustorSurya NarayananNo ratings yet
- 2015 VintageAir Catalog 6Document1 page2015 VintageAir Catalog 6AlfonsoNo ratings yet
- Oil-Free Press-Gas Screw CompressorsDocument16 pagesOil-Free Press-Gas Screw CompressorsMANIU RADU-GEORGIAN100% (1)
- 4 Fast Cycling CapabilityDocument13 pages4 Fast Cycling CapabilityktsnlNo ratings yet
- DLN Retrofit in Two Frame 7 Gas Turbines RasGas LNG Company-QatarDocument19 pagesDLN Retrofit in Two Frame 7 Gas Turbines RasGas LNG Company-Qatarpeach5No ratings yet
- 34SG - ET - 082011 Wartsila EngineDocument16 pages34SG - ET - 082011 Wartsila EngineShaheen RahmanNo ratings yet
- 6 Field ExperienceDocument9 pages6 Field ExperiencescribdkhatnNo ratings yet
- Reducing Emissions With Exhaust Gas Recirculation SystemsDocument12 pagesReducing Emissions With Exhaust Gas Recirculation SystemsAmr IbrahimNo ratings yet
- Compressor Performance TestDocument13 pagesCompressor Performance TestAnonymous dGzE1FUSTL100% (2)
- Compressor WashingDocument7 pagesCompressor Washingsamil68100% (1)
- Compressor Performance TestDocument13 pagesCompressor Performance Testdhanu_aqua100% (1)
- Segundo ArticuloDocument26 pagesSegundo ArticuloH Rivera Oki AntonioNo ratings yet
- Improved Power Plant PerformanceDocument3 pagesImproved Power Plant Performanceshams100% (1)
- CFD Analysis of Piston Crown Geometries to Improve Diesel Engine EfficiencyDocument30 pagesCFD Analysis of Piston Crown Geometries to Improve Diesel Engine EfficiencyGyanMohanSinghNo ratings yet
- The RoTechBoosterDocument3 pagesThe RoTechBoosterhtdk312No ratings yet
- Research ProposalDocument7 pagesResearch ProposalKrystal 查尔斯No ratings yet
- Gas Turbine Control System ThesisDocument6 pagesGas Turbine Control System Thesisafcnenabv100% (2)
- Thermal Performance of Combined Cycle Power PlantDocument12 pagesThermal Performance of Combined Cycle Power Plantabdul2wajid100% (1)
- Gas BoostersDocument36 pagesGas BoostersRadhakrishnan Sreerekha100% (1)
- Nett Manual Universal-Fit ProductsDocument2 pagesNett Manual Universal-Fit ProductsJesus Santana GalvezNo ratings yet
- Utilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesDocument9 pagesUtilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesGirdhari JakharNo ratings yet
- Optimisation of Screw Compressors: SynopsisDocument28 pagesOptimisation of Screw Compressors: SynopsisAkhil DasariNo ratings yet
- Hermetic Scroll Compressor WhitepaperDocument10 pagesHermetic Scroll Compressor WhitepaperCharlie WilliscroftNo ratings yet
- Ge Dry Gas Seal RetrofitDocument4 pagesGe Dry Gas Seal RetrofitlubangjarumNo ratings yet
- TCL training day 2Document140 pagesTCL training day 2kixiliy439No ratings yet
- Comparison Between Single&multi Shaft Turbine PDFDocument12 pagesComparison Between Single&multi Shaft Turbine PDFcobrasrkNo ratings yet
- Classnotes - Compressor Performance - 1Document117 pagesClassnotes - Compressor Performance - 1Zatie ZulkifliNo ratings yet
- Oil Free Process Gas Screw CompressorsDocument16 pagesOil Free Process Gas Screw CompressorsAndresoMartinecNo ratings yet
- Ampliflow T-Boost Ssfly000029-Ena4Document2 pagesAmpliflow T-Boost Ssfly000029-Ena4carburoNo ratings yet
- MS5002E NewDocument8 pagesMS5002E Newecs71100% (2)
- Gas Turbine Compressor System Design Using Dynamic Process Simulation PDFDocument7 pagesGas Turbine Compressor System Design Using Dynamic Process Simulation PDFredhotriderNo ratings yet
- Sulzer & Man & Alpha Lubrication PDocument12 pagesSulzer & Man & Alpha Lubrication Padnan yhieNo ratings yet
- 2.final Energy EfficiencyDocument29 pages2.final Energy EfficiencyVandana VanuNo ratings yet
- M2 IGCC HRSG Enhanced Modeling and Simulation in Power Plant DR R R JoshiDocument32 pagesM2 IGCC HRSG Enhanced Modeling and Simulation in Power Plant DR R R JoshiAkshat RawatNo ratings yet
- Simens Combine CycleDocument12 pagesSimens Combine CycleMuhammad JafarNo ratings yet
- A Refrigeration Screw Compressor Package v1Document33 pagesA Refrigeration Screw Compressor Package v1mlu82995No ratings yet
- Roots B Centrifugal BrochureDocument24 pagesRoots B Centrifugal BrochureStephenson ViegasNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Boiler Control Systems Engineering, Second EditionFrom EverandBoiler Control Systems Engineering, Second EditionRating: 4.5 out of 5 stars4.5/5 (15)
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Reclamation Plan DevelopmentDocument16 pagesReclamation Plan DevelopmentAditya BansodNo ratings yet
- Process and Carbon Footprint Analyses of The Allam Cycle Power Plant Integrated With An Air Separation UnitDocument16 pagesProcess and Carbon Footprint Analyses of The Allam Cycle Power Plant Integrated With An Air Separation UnitАндрей ФNo ratings yet
- 2018 Preliminary Application Analysis of Supercritical CO2 Technology For Power GenerationDocument97 pages2018 Preliminary Application Analysis of Supercritical CO2 Technology For Power GenerationAditya BansodNo ratings yet
- Considerations For Operating Pressure Vessels Below - 20°F PDFDocument14 pagesConsiderations For Operating Pressure Vessels Below - 20°F PDFAdnan SheikhNo ratings yet
- GU-611 - PDO Guide To Engineering Standards and ProceduresDocument1 pageGU-611 - PDO Guide To Engineering Standards and ProceduressameerpecNo ratings yet
- Practical Thermal Design of Air-Cooled Heat ExchangersDocument151 pagesPractical Thermal Design of Air-Cooled Heat Exchangerskarthipetro100% (13)
- Air Cooled Heat Exchangers: ProductDocument4 pagesAir Cooled Heat Exchangers: ProductAditya BansodNo ratings yet
- Thermal and vibrational analysis of shell and tube heat exchangersDocument4 pagesThermal and vibrational analysis of shell and tube heat exchangersAditya BansodNo ratings yet
- Gas Pipeline HydraulicsDocument59 pagesGas Pipeline HydraulicsNorazlan Shah MahadiNo ratings yet
- Design Two-Phase Separators Within The Right Limits: October 1993Document9 pagesDesign Two-Phase Separators Within The Right Limits: October 1993kishna009No ratings yet
- Screw Compressors: Misconception or Reality? A Concise Guide to Oil Flooded Rotary Screw CompressorsDocument16 pagesScrew Compressors: Misconception or Reality? A Concise Guide to Oil Flooded Rotary Screw CompressorsAditya BansodNo ratings yet
- PaperDocument10 pagesPaperAditya BansodNo ratings yet
- Practical Distillation ControlDocument547 pagesPractical Distillation ControlAntHony K-ian86% (7)
- Practical Thermal Design of Air-Cooled Heat ExchangersDocument151 pagesPractical Thermal Design of Air-Cooled Heat Exchangerskarthipetro100% (13)
- Target Customer in CilegonDocument7 pagesTarget Customer in CilegonMulky FauzanNo ratings yet
- Chapter 2 - Gas TurbinesDocument16 pagesChapter 2 - Gas TurbinesArdi TiarNo ratings yet
- 3.5 ArchimedesDocument16 pages3.5 ArchimedessheyzulkifliNo ratings yet
- How To Calculate Vessel Depressurization Time With QuickDocument4 pagesHow To Calculate Vessel Depressurization Time With Quickhgandhi02No ratings yet
- 27 6 14 16229 Compair Filters Brochure 02 Uk V2Document8 pages27 6 14 16229 Compair Filters Brochure 02 Uk V2Leonardo Tommy DacuNo ratings yet
- 9AKK106713A6002 - Reciprocating Compressor SkidsDocument13 pages9AKK106713A6002 - Reciprocating Compressor SkidsArjav DesaiNo ratings yet
- Basics of Hydraulics Revision CourseDocument79 pagesBasics of Hydraulics Revision CourseAhmadA.SwidanNo ratings yet
- Determine Required Flushing Flow RateDocument9 pagesDetermine Required Flushing Flow Ratethomas_v501925No ratings yet
- Fan Inlet System EffectsDocument4 pagesFan Inlet System EffectsEzrizal Yusuf100% (1)
- Detailed Lessson Plan in Properties of Gases - Boyle's LawDocument5 pagesDetailed Lessson Plan in Properties of Gases - Boyle's Lawjonelllantero032No ratings yet
- Claus Process HYSYSDocument12 pagesClaus Process HYSYSMarlenneNo ratings yet
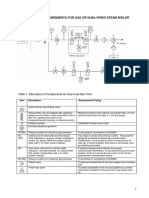
- Gas Train Requirements For Gas or Dual Fired Steam Boiler PDFDocument2 pagesGas Train Requirements For Gas or Dual Fired Steam Boiler PDFringo limNo ratings yet
- Flow-Induced Vibration PDFDocument4 pagesFlow-Induced Vibration PDFjohn9999_502754No ratings yet
- Advanced Engineering Fluid Mechanics - K. Muralidhar and G. BiswasDocument20 pagesAdvanced Engineering Fluid Mechanics - K. Muralidhar and G. BiswasAli Adnan100% (1)
- Volker Hoenig Stanford 2008 UploadDocument28 pagesVolker Hoenig Stanford 2008 Uploadjason1989No ratings yet
- Power Team PA6D Pumps - CatalogDocument2 pagesPower Team PA6D Pumps - CatalogTitanplyNo ratings yet
- The Structure of Vortex BreakdownDocument26 pagesThe Structure of Vortex BreakdownMaiman LatoNo ratings yet
- LNG Cargo Operating ManualDocument257 pagesLNG Cargo Operating ManualAsif Siddiqui100% (9)
- Danfoss Series 20 Axial Piston Pumps s20Document19 pagesDanfoss Series 20 Axial Piston Pumps s20lucas solon de souza costa100% (1)
- Measure Airspeed Using a ManometerDocument10 pagesMeasure Airspeed Using a Manometerelle liNo ratings yet
- Equations For A Newtonian Fluid: Newtonian Versus Non-Newtonian FluidsDocument1 pageEquations For A Newtonian Fluid: Newtonian Versus Non-Newtonian FluidsYrrah StylesNo ratings yet
- CRJ Study Guide PDFDocument32 pagesCRJ Study Guide PDFsdn35252No ratings yet
- Fundamentals of Combustible Gas DetectionDocument34 pagesFundamentals of Combustible Gas Detectionrobisiz7299No ratings yet
- LEL Correlation FactorsDocument2 pagesLEL Correlation FactorsEnnio PalumboNo ratings yet
- Ref. Standards For Gas CylindersDocument4 pagesRef. Standards For Gas CylindersJayesh VishnuswamiNo ratings yet
- AIAA - International Aerospace Literature AIAA-7475-374Document18 pagesAIAA - International Aerospace Literature AIAA-7475-374Nestor HidalgoNo ratings yet
- MTO AssignmentDocument4 pagesMTO AssignmentBishal LamichhaneNo ratings yet
- 6.2 Multiphase Flow Metering (MPFM)Document29 pages6.2 Multiphase Flow Metering (MPFM)Ali NasseriNo ratings yet
- To Determine The Miscibility and Immiscibility Using Ternary DiagramDocument16 pagesTo Determine The Miscibility and Immiscibility Using Ternary DiagramahmedNo ratings yet