You might also like
- Process Control NarrativeDocument28 pagesProcess Control NarrativeGeetha_jagadish30100% (3)
- Mtu Power Cool: Off-Highway CoolantDocument2 pagesMtu Power Cool: Off-Highway CoolantALEJONo ratings yet
- Oil Refining and ProductsDocument15 pagesOil Refining and Productsdie_1No ratings yet
- Crude Distillation: Petroleum Refining Engineering 2012 - 2013Document22 pagesCrude Distillation: Petroleum Refining Engineering 2012 - 2013die_1No ratings yet
- DR FCC PDFDocument7 pagesDR FCC PDFAle SanzNo ratings yet
- RevisedGuidelines AirConditioningDocument6 pagesRevisedGuidelines AirConditioningVasudev MurthyNo ratings yet
- Small-Scale LNG Production System Using Ammonia AbsorptionDocument13 pagesSmall-Scale LNG Production System Using Ammonia Absorptionkaspersky2009No ratings yet
- Innovation For Refinery With ModellingDocument5 pagesInnovation For Refinery With ModellingJulio Adolfo López PortocarreroNo ratings yet
- StudyBlue Printing of PetroBowl 1Document60 pagesStudyBlue Printing of PetroBowl 1Pamela BarrosoNo ratings yet
- Lube BAse Oil (S-Oil)Document6 pagesLube BAse Oil (S-Oil)die_1No ratings yet
- Catalytic Answer To A Steam Cracking Challenge-EnglishDocument5 pagesCatalytic Answer To A Steam Cracking Challenge-EnglishRavishankar SNo ratings yet
- What A Low Delta Coke Catalyst Means To The Refiner2Document4 pagesWhat A Low Delta Coke Catalyst Means To The Refiner2Nagaphani Kumar RavuriNo ratings yet
- Long-Term Reliability: Unipetrol, Refinery Litvínov, Czech Republic Case StoryDocument2 pagesLong-Term Reliability: Unipetrol, Refinery Litvínov, Czech Republic Case StoryOsmar DiasNo ratings yet
- Buell: Division ofDocument10 pagesBuell: Division ofguptadheerNo ratings yet
- Service Air CompresorDocument75 pagesService Air CompresorDamitha100% (2)
- Conversion of Isobutylene To Propylene PDFDocument9 pagesConversion of Isobutylene To Propylene PDFtannytranNo ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- Packinox Catalytic ReformingDocument2 pagesPackinox Catalytic Reformingzohaib_farooqNo ratings yet
- 2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingDocument19 pages2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingPervaiz RizviNo ratings yet
- A Financial Analysis For The Production of HQ Propylene-MustangDocument19 pagesA Financial Analysis For The Production of HQ Propylene-Mustangandrei12320003181No ratings yet
- UOP Maximize Propylene From Your FCC Unit Paper PDFDocument5 pagesUOP Maximize Propylene From Your FCC Unit Paper PDFCarolina GarzónNo ratings yet
- A New Generation of Hydroconversion and Hydrodesulphurization CatalystDocument30 pagesA New Generation of Hydroconversion and Hydrodesulphurization CatalystTomasz OleckiNo ratings yet
- 2010 Catalysis PDFDocument60 pages2010 Catalysis PDFKevinNo ratings yet
- Maximising ULSD Production Through Refinery RevampsDocument8 pagesMaximising ULSD Production Through Refinery Revampssam josephNo ratings yet
- Unit 2 1Document4 pagesUnit 2 1Sadagopan RajaNo ratings yet
- Crude and Refinery CalculationsDocument4 pagesCrude and Refinery Calculationsbakhtyar21100% (1)
- PDFDocument6 pagesPDFjamy862004No ratings yet
- I-O LIstDocument6 pagesI-O LIstTahirJabbar100% (1)
- Catalytic Reforming: 2011 Refining Processes HandbookDocument3 pagesCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserNo ratings yet
- FINAL Presentation For ARA ConferenceDocument26 pagesFINAL Presentation For ARA Conferencesaleh4060No ratings yet
- R-501 Diagnostics of Ammonia Converter uneven catalyst bed temperaturesDocument35 pagesR-501 Diagnostics of Ammonia Converter uneven catalyst bed temperaturesTalal AshrafNo ratings yet
- Liquid Air Energy Storage: Pumped Hydro Capability No Geographical ConstraintsDocument15 pagesLiquid Air Energy Storage: Pumped Hydro Capability No Geographical ConstraintsAzrul Ikhwan AzharNo ratings yet
- Ethylene Tech Sheet 30M092014Hv4 PDFDocument2 pagesEthylene Tech Sheet 30M092014Hv4 PDFsuhas pawarNo ratings yet
- Vis BreakingDocument21 pagesVis BreakingAhmed Hassan RashedNo ratings yet
- Presentations Oil Refinery ProcessesDocument36 pagesPresentations Oil Refinery ProcessesGururaj SreepatharaoNo ratings yet
- Presentations Oil Refinery ProcessesDocument36 pagesPresentations Oil Refinery ProcessesGururaj SreepatharaoNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Mina Abdulla Refinery Experience With Atmospheric Residue Desulfurization (Ards)Document10 pagesMina Abdulla Refinery Experience With Atmospheric Residue Desulfurization (Ards)Owais AhmedNo ratings yet
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDocument66 pagesMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtNo ratings yet
- Fundamentals of Power PlantsDocument48 pagesFundamentals of Power Plantsknx175100% (1)
- Aeration System Design in Integrated Fixed-Film Activated Sludge (IFAS) Very Good PDFDocument28 pagesAeration System Design in Integrated Fixed-Film Activated Sludge (IFAS) Very Good PDFAhmedSalem100% (1)
- New Hydroprocessing Approaches Increase Petrochemical ProductionDocument11 pagesNew Hydroprocessing Approaches Increase Petrochemical ProductionnishilgeorgeNo ratings yet
- Biopproducts From Syngas: 1. Executive Summary/ConclusionsDocument98 pagesBiopproducts From Syngas: 1. Executive Summary/ConclusionsGonzalo TitoNo ratings yet
- 50 Olefin ReductionDocument2 pages50 Olefin ReductiondimkuhNo ratings yet
- Catalyst DeactivationDocument20 pagesCatalyst Deactivationdie_1No ratings yet
- Bp-Uop Cyclar Process: Lubo ZhouDocument10 pagesBp-Uop Cyclar Process: Lubo ZhouBharavi K SNo ratings yet
- Brochure Uk ProductsDocument2 pagesBrochure Uk ProductsJavier TrujillanoNo ratings yet
- Upgrade HDK Resid HP 2008-EnglishDocument6 pagesUpgrade HDK Resid HP 2008-Englishsaleh4060No ratings yet
- BREF LargeVolInorgChemicals Vdez06Document446 pagesBREF LargeVolInorgChemicals Vdez06Luís Miguel CastroNo ratings yet
- PTQ Enhancing Heat TransferDocument5 pagesPTQ Enhancing Heat TransferkulaspiroNo ratings yet
- 2017 Catalysis PDFDocument68 pages2017 Catalysis PDFnurlianaNo ratings yet
- GBH Enterprises, LTD.: GBHE-PEG-MAS-608Document79 pagesGBH Enterprises, LTD.: GBHE-PEG-MAS-608arch0wnzNo ratings yet
- Isomerization: High Octane C /C Cuts Via Isomerization ProcessesDocument2 pagesIsomerization: High Octane C /C Cuts Via Isomerization Processesvu anh ducNo ratings yet
- Enhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceDocument25 pagesEnhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceAhmad DaoodNo ratings yet
- I. Fungsi Propylene Recovery UnitDocument25 pagesI. Fungsi Propylene Recovery Unitars danuNo ratings yet
- PRPC NoteDocument61 pagesPRPC NoteRohan MehtaNo ratings yet
- 6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonDocument17 pages6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonCamilo inversionesNo ratings yet
- Chapter6a Hydrotreating 170106114901 PDFDocument26 pagesChapter6a Hydrotreating 170106114901 PDFMI MNo ratings yet
- H OilRC ProcessDocument2 pagesH OilRC Processdiego.lopez1870No ratings yet
- FCC Propylene Production Tech PaperDocument8 pagesFCC Propylene Production Tech PaperMaría Belén JaureguiNo ratings yet
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarNo ratings yet
- Valero Emerson BlendingDocument3 pagesValero Emerson BlendingGerrard ArchuletaNo ratings yet
- What Is DesulfurizationDocument20 pagesWhat Is DesulfurizationYash NandurkarNo ratings yet
- AFPMQA 2013 DayOneDocument20 pagesAFPMQA 2013 DayOneosmanyukseNo ratings yet
- State-Of-The-Art Nitrogen Rejection TechnologyDocument16 pagesState-Of-The-Art Nitrogen Rejection Technologynabeel khanNo ratings yet
- Informacion Sobre FCC, Boquillas y Parametros A OptimizarDocument14 pagesInformacion Sobre FCC, Boquillas y Parametros A OptimizarEQP1210No ratings yet
- Oxygen Enrichment FundamentalsDocument15 pagesOxygen Enrichment FundamentalsahmadNo ratings yet
- Catalytic Isomerization Process OptimizationDocument7 pagesCatalytic Isomerization Process Optimizationanasaie20% (1)
- Understanding O&G-MDSO 801 (2nd Vol)Document156 pagesUnderstanding O&G-MDSO 801 (2nd Vol)Anonymous IwqK1Nl100% (1)
- MNIT Fluid Coking ReportDocument12 pagesMNIT Fluid Coking ReportManak JajoriyaNo ratings yet
- RSD/RCD Series Coarse/Fine Bubble Aeration Diffuser Spec SheetDocument8 pagesRSD/RCD Series Coarse/Fine Bubble Aeration Diffuser Spec SheetArgie AdduruNo ratings yet
- Catalyst Cracking of NapthaDocument9 pagesCatalyst Cracking of Napthasswoo3868No ratings yet
- Documents - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront EndDocument28 pagesDocuments - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront Endnafees ahmadNo ratings yet
- Criterion Catalyst Increase YieldDocument2 pagesCriterion Catalyst Increase Yielddie_1No ratings yet
- Marine Lubricants Viscosity ClassificationsDocument4 pagesMarine Lubricants Viscosity Classificationsdie_1No ratings yet
- Research Highlights in New Catalytic Technologies: 1.theme DescriptionDocument13 pagesResearch Highlights in New Catalytic Technologies: 1.theme Descriptiondie_1No ratings yet
- CBEN409 02 Summary CorrelationsDocument11 pagesCBEN409 02 Summary Correlationsdie_1No ratings yet
- Base Oil Manufacturing Hydroprocessing (Amy Claxton, ICIS)Document36 pagesBase Oil Manufacturing Hydroprocessing (Amy Claxton, ICIS)die_1No ratings yet
- CEPSA Good Reference For ZeoliteDocument29 pagesCEPSA Good Reference For Zeolitedie_1No ratings yet
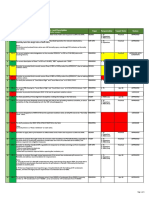
- HAZOP STUDY RECOMMENDATIONS FOR PATRA SK UTILITY SYSTEMSDocument4 pagesHAZOP STUDY RECOMMENDATIONS FOR PATRA SK UTILITY SYSTEMSdie_1No ratings yet
- Jan Trocki Pres EngDocument28 pagesJan Trocki Pres Engdie_1No ratings yet
- Future Perspectives in Catalyst PDFDocument84 pagesFuture Perspectives in Catalyst PDFdie_1No ratings yet
- Viscosity: A Lubricant Most Important CharacteristicDocument11 pagesViscosity: A Lubricant Most Important Characteristicazhar_11094909No ratings yet
- Hydrocracking CatalystsDocument8 pagesHydrocracking Catalystsdie_1No ratings yet
- Mar - 2013 - CEP Coriolis The Direct Approach To Mass Flow Measurement PDFDocument6 pagesMar - 2013 - CEP Coriolis The Direct Approach To Mass Flow Measurement PDFJairo AltamiranoNo ratings yet
- Selecting Tema HXDocument4 pagesSelecting Tema HXDavitxu1No ratings yet
- Selecting Tema HXDocument4 pagesSelecting Tema HXDavitxu1No ratings yet
- ExxonMobil Basestocks Industry Pulse Report - FINALDocument28 pagesExxonMobil Basestocks Industry Pulse Report - FINALdie_1No ratings yet
- Optimise Hydrocracker Operations For Maximum DistillatesDocument8 pagesOptimise Hydrocracker Operations For Maximum Distillatesdantorrelio89No ratings yet
- Masoneilan TablesDocument6 pagesMasoneilan TablesgajaremdNo ratings yet
- Masoneilan TablesDocument6 pagesMasoneilan TablesgajaremdNo ratings yet
- Pres Middle East Catalyst Marketapril 2016Document17 pagesPres Middle East Catalyst Marketapril 2016die_1No ratings yet
- SiteDocument1 pageSitedie_1No ratings yet
- CBEN409 02 Summary CorrelationsDocument11 pagesCBEN409 02 Summary Correlationsdie_1No ratings yet
- Msds of TccaDocument5 pagesMsds of Tccadie_1No ratings yet
- Chap 9 SedimentationDocument31 pagesChap 9 SedimentationahhlNo ratings yet
- Tetra Pak Pneumatic Conveyor VDP FDDocument2 pagesTetra Pak Pneumatic Conveyor VDP FDCornelius Toni KuswandiNo ratings yet
- Vena Contracta: Joseph Henry Laboratories, Princeton University, Princeton, NJ 08544Document6 pagesVena Contracta: Joseph Henry Laboratories, Princeton University, Princeton, NJ 08544aiur111No ratings yet
- Schmidt Hartmann Boiler 1Document24 pagesSchmidt Hartmann Boiler 1Varun KarriNo ratings yet
- Service Data: Vickers Vane PumpsDocument4 pagesService Data: Vickers Vane PumpsMiguel VlntìnNo ratings yet
- RabDocument3 pagesRabAna YulianaNo ratings yet
- Modelamiento de Sistemas MultifasicosDocument21 pagesModelamiento de Sistemas MultifasicosEdi Agurto CarrascoNo ratings yet
- InlineCheckValves PARKER PDFDocument8 pagesInlineCheckValves PARKER PDFOssemNo ratings yet
- Unit 8Document25 pagesUnit 8Kinnari PatelNo ratings yet
- En 9 1 020 PNEUFIT C SeriesDocument27 pagesEn 9 1 020 PNEUFIT C SeriesPaulo YorgosNo ratings yet
- Calculation of Relative Permeability from Displacement ExperimentsDocument3 pagesCalculation of Relative Permeability from Displacement ExperimentsMohammed AbdulazizNo ratings yet
- 30 Minutes Chemical KineticsDocument24 pages30 Minutes Chemical Kineticscool wingsNo ratings yet
- Instrument Side 1/2"NPT (F) : Drain DrainDocument1 pageInstrument Side 1/2"NPT (F) : Drain DrainSantiago PeñuelaNo ratings yet
- Company Profile - PT. Indocool Solusi CemerlangDocument11 pagesCompany Profile - PT. Indocool Solusi CemerlangIndocool Solusi CemerlangNo ratings yet
- Cop Forth S Safe Thermal Oil HeatersDocument48 pagesCop Forth S Safe Thermal Oil HeatersMochammad Nur HidayatNo ratings yet
- P-T and P-V Diagrams for Phase Changes of Pure SubstancesDocument24 pagesP-T and P-V Diagrams for Phase Changes of Pure SubstancesNAVEENNo ratings yet
- Tutorial - Transport Eqn, EosDocument15 pagesTutorial - Transport Eqn, Eossiti azilaNo ratings yet
- Analysis of Energy Saving During Food Freeze DryingDocument6 pagesAnalysis of Energy Saving During Food Freeze DryingcsandrasNo ratings yet
- Forging Die Design and Forging DefectsDocument5 pagesForging Die Design and Forging Defectsrameshwar kaleNo ratings yet
- Reservoir Fluids Conversions and ConstantsDocument2 pagesReservoir Fluids Conversions and ConstantsJorge Huaypar SoteloNo ratings yet
- Inline Inductor MI-80, MI-100, and MI-150: DescriptionDocument2 pagesInline Inductor MI-80, MI-100, and MI-150: Descriptionjohn dimailigNo ratings yet
- Transonic Flow Over A RAE 2822 AirfoilDocument1 pageTransonic Flow Over A RAE 2822 AirfoilEslam NagyNo ratings yet