You might also like
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- Process Design For The Production of Ethylene From EthanolDocument144 pagesProcess Design For The Production of Ethylene From EthanolWilmer Rios DiazNo ratings yet
- Penn CBE Senior Design: Process for Producing Ethylene from EthanolDocument144 pagesPenn CBE Senior Design: Process for Producing Ethylene from EthanolJorge RicoNo ratings yet
- EthyleneDocument145 pagesEthyleneAnimesh TiwariNo ratings yet
- Ethylene Plant Analysis PDFDocument8 pagesEthylene Plant Analysis PDFtotpityiNo ratings yet
- G1-06 PSLP Mini Project ProposalDocument30 pagesG1-06 PSLP Mini Project ProposalhekiNo ratings yet
- Optimal Process FlowDocument8 pagesOptimal Process Flowazharump100% (1)
- Pce-II Unit-I & II 1Document84 pagesPce-II Unit-I & II 1Pavan SatishNo ratings yet
- EthyleneDocument4 pagesEthyleneAlejandro Giraldo ZuluagaNo ratings yet
- Plant DesignDocument42 pagesPlant Designmuhammad ilyasNo ratings yet
- Ethane-1,2-Diol (Ethylene Glycol) PDFDocument1 pageEthane-1,2-Diol (Ethylene Glycol) PDFkrishna kumar bhardwaj100% (1)
- Process Analytics in Ethylene Production PlantsDocument11 pagesProcess Analytics in Ethylene Production PlantsIka SulistyaningtiyasNo ratings yet
- Design and Retrofit of The C 2 Splitter in A CommeDocument11 pagesDesign and Retrofit of The C 2 Splitter in A CommeAjesh mohanNo ratings yet
- Ethylene Yield From Pyrolysis Cracking in Olefin PDocument6 pagesEthylene Yield From Pyrolysis Cracking in Olefin PALL2WINNo ratings yet
- Dehydration of Ethanol To EthyleneDocument10 pagesDehydration of Ethanol To EthylenewiboonwiNo ratings yet
- Integrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88Document8 pagesIntegrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88ypzoNo ratings yet
- PRPC CH 7 - Part 2Document15 pagesPRPC CH 7 - Part 2lakshya chovatiaNo ratings yet
- Che MaturDocument4 pagesChe MaturTralalaNo ratings yet
- Self-heat Recuperation Cuts Bioethanol Distillation Energy by 80Document6 pagesSelf-heat Recuperation Cuts Bioethanol Distillation Energy by 80hmossNo ratings yet
- Project Year 1: Optimal Production of 30,000 Tonnes EthanolDocument16 pagesProject Year 1: Optimal Production of 30,000 Tonnes Ethanolgongweejie93100% (1)
- AlkylationDocument11 pagesAlkylationZain Ul AbedinNo ratings yet
- HEAT EFFECTS ANALYSIS IN THE ETHANOL INDUSTRYDocument13 pagesHEAT EFFECTS ANALYSIS IN THE ETHANOL INDUSTRYRhea MambaNo ratings yet
- Final Report Che231Document10 pagesFinal Report Che231nilamaziniNo ratings yet
- Lecture2 (Petrochemical)Document12 pagesLecture2 (Petrochemical)ToniAndiwijaya100% (1)
- Ethylene PIACS 00009Document11 pagesEthylene PIACS 00009Ubaldo Rodríguez SerranoNo ratings yet
- MTBE Unit Expansion-ConversionDocument13 pagesMTBE Unit Expansion-Conversiontunganh1110100% (1)
- Literature Survey On 2EH ProductionDocument3 pagesLiterature Survey On 2EH Productionkilldeadman100% (2)
- Propylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIIDocument12 pagesPropylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIImaheshNo ratings yet
- ErwerDocument9 pagesErwerPriska Jesika MonanginNo ratings yet
- Catalytic Hydration Method To Produce Ethanol From EthyleneDocument2 pagesCatalytic Hydration Method To Produce Ethanol From Ethylenejan100% (1)
- 10 1016@j Seppur 2020 117953Document8 pages10 1016@j Seppur 2020 117953nabeelkhaliq323No ratings yet
- Proses Produksi EtanolDocument8 pagesProses Produksi Etanollarasaticandra104No ratings yet
- Naphtha Cracking for Ethylene & PVC ProductionDocument8 pagesNaphtha Cracking for Ethylene & PVC ProductionSulman KhalidNo ratings yet
- Ethylene Recovery Through Dephlegmator TechnologyDocument9 pagesEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- Acetone Reactor Design Complete ProjectDocument29 pagesAcetone Reactor Design Complete ProjectSabeeh Ahmed91% (11)
- EvaporatorsDocument17 pagesEvaporatorsOmprakash VermaNo ratings yet
- The Institution of Engineers (India) A Project Report ONDocument38 pagesThe Institution of Engineers (India) A Project Report ONanirbangayenNo ratings yet
- NPC Alliance CorporationDocument2 pagesNPC Alliance CorporationHarold AldayNo ratings yet
- Advanced Process Control and Optimization of Acetylene Hydrogenation ReactorsDocument14 pagesAdvanced Process Control and Optimization of Acetylene Hydrogenation ReactorsFatih FıratNo ratings yet
- Steam Cracking Kinetics and Feed Characterisation PDFDocument10 pagesSteam Cracking Kinetics and Feed Characterisation PDFBehroozNo ratings yet
- Production of StyreneDocument14 pagesProduction of StyreneAinggararuban GaneshanNo ratings yet
- Syrene Production by Dow Process RTDocument22 pagesSyrene Production by Dow Process RTAnonymous Ksq1dyPRhNo ratings yet
- Pygas upgrading options for European steam crackersDocument5 pagesPygas upgrading options for European steam crackersArash AbbasiNo ratings yet
- Dehydrogenation To Produce Propylene From PropaneDocument3 pagesDehydrogenation To Produce Propylene From PropaneSamandar YuldoshevNo ratings yet
- Optimization of Parameters Using Taguchi OrthogonaDocument6 pagesOptimization of Parameters Using Taguchi OrthogonacalypsolaylaNo ratings yet
- 2-Eha PRCS1Document45 pages2-Eha PRCS1MARISSE LYN DORADONo ratings yet
- Iocl Section 1 - Process SpecficationDocument73 pagesIocl Section 1 - Process SpecficationYogi173No ratings yet
- Design Project (1) FinalDocument38 pagesDesign Project (1) FinalJasonNtsako100% (3)
- Production of Ethylene GlycolDocument2 pagesProduction of Ethylene GlycolAhmed Ali0% (2)
- GATRONOVA Internship ReportDocument34 pagesGATRONOVA Internship ReportAbdulmunaf SheikhNo ratings yet
- Ethylene GlycolDocument8 pagesEthylene GlycoljeswinNo ratings yet
- EthyleneDocument8 pagesEthyleneEman El Dsouky100% (1)
- K01 Group 5Document42 pagesK01 Group 5Miss MichelleNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Production of Clean Hydrogen by Electrochemical Reforming of Oxygenated Organic CompoundsFrom EverandProduction of Clean Hydrogen by Electrochemical Reforming of Oxygenated Organic CompoundsNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Innovation Outlook: Renewable MethanolFrom EverandInnovation Outlook: Renewable MethanolNo ratings yet
- Bio-Data: Personal InformationDocument1 pageBio-Data: Personal InformationRobinhood Jevons MartirezNo ratings yet
- Physics Kinematics Worksheet: SolutionsDocument3 pagesPhysics Kinematics Worksheet: SolutionsRobinhood Jevons MartirezNo ratings yet
- AdU Differential Equations Activity 1Document1 pageAdU Differential Equations Activity 1Robinhood Jevons MartirezNo ratings yet
- Page 1: Breaker (Design, With 1 Paragraph) - For Layout PaDocument1 pagePage 1: Breaker (Design, With 1 Paragraph) - For Layout PaRobinhood Jevons MartirezNo ratings yet
- Chap01 PDFDocument24 pagesChap01 PDFMarike Bunga HarfintanaNo ratings yet
- STEM - Pre-Calculus CG PDFDocument5 pagesSTEM - Pre-Calculus CG PDFQuinnie Anne CarreonNo ratings yet
- Practicing Piecewise FunctionsDocument2 pagesPracticing Piecewise FunctionsRobinhood Jevons MartirezNo ratings yet
- Cell Cycle Phases ExplainedDocument2 pagesCell Cycle Phases ExplainedRobinhood Jevons MartirezNo ratings yet
- Jiepr 1Document4 pagesJiepr 1Robinhood Jevons MartirezNo ratings yet
- Jiepr 1Document4 pagesJiepr 1Robinhood Jevons MartirezNo ratings yet
- Chapter 4Document8 pagesChapter 4Robinhood Jevons MartirezNo ratings yet
- Jiepr 1Document4 pagesJiepr 1Robinhood Jevons MartirezNo ratings yet
- 2 Less Lonely People in Da WordsDocument4 pages2 Less Lonely People in Da WordsRobinhood Jevons MartirezNo ratings yet
- QwertyuiopDocument2 pagesQwertyuiopRobinhood Jevons MartirezNo ratings yet
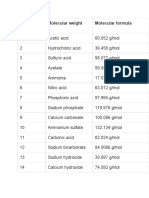
- Compound Name Molecular Weight Molecular FormulaDocument21 pagesCompound Name Molecular Weight Molecular FormulaRobinhood Jevons MartirezNo ratings yet
- Jiepr 1Document4 pagesJiepr 1Robinhood Jevons MartirezNo ratings yet
- Collaborative Publishing, & and School Paper ManagementDocument60 pagesCollaborative Publishing, & and School Paper ManagementRobinhood Jevons MartirezNo ratings yet
- Chap01 PDFDocument24 pagesChap01 PDFMarike Bunga HarfintanaNo ratings yet
- Impact of Commuting Devices on SocietyDocument8 pagesImpact of Commuting Devices on SocietyRobinhood Jevons MartirezNo ratings yet
- Chapter 1 - Process Description and Basis: Title Page Executive SummaryDocument1 pageChapter 1 - Process Description and Basis: Title Page Executive SummaryRobinhood Jevons MartirezNo ratings yet
- Chemistry For Engineers Problem Set #1Document1 pageChemistry For Engineers Problem Set #1Robinhood Jevons MartirezNo ratings yet
- How Fish Trawling Impacts the Good LifeDocument8 pagesHow Fish Trawling Impacts the Good Lifechristian achicoNo ratings yet
- Gabrielle Palomillo Aerospace Engineer ResumeDocument2 pagesGabrielle Palomillo Aerospace Engineer ResumeRobinhood Jevons MartirezNo ratings yet
- Production of Toilet SoapDocument60 pagesProduction of Toilet Soapiko856100% (2)
- The Problem and Its BackgroundDocument41 pagesThe Problem and Its BackgroundRobinhood Jevons MartirezNo ratings yet
- Activity For Pe4Document2 pagesActivity For Pe4Robinhood Jevons MartirezNo ratings yet
- Egg Drop Experiment: Protecting Eggs from Collision ImpactDocument5 pagesEgg Drop Experiment: Protecting Eggs from Collision ImpactRobinhood Jevons MartirezNo ratings yet
- Math 21 Sample 1st ExamDocument2 pagesMath 21 Sample 1st ExamRobinhood Jevons MartirezNo ratings yet
- Moments of Inertia: I - The Moment of Inertia A - The Cross-Sectional AreaDocument5 pagesMoments of Inertia: I - The Moment of Inertia A - The Cross-Sectional AreaRobinhood Jevons MartirezNo ratings yet
- Confidentiality Agreement With Undertaking and WaiverDocument1 pageConfidentiality Agreement With Undertaking and WaiverreddNo ratings yet
- 1 MergedDocument93 pages1 MergedAditiNo ratings yet
- Too Early! by Anton Pavlovich ChekhovDocument4 pagesToo Early! by Anton Pavlovich Chekhovapi-19787590No ratings yet
- Assignement 4Document6 pagesAssignement 4sam khanNo ratings yet
- Proposal Setting Gi Punagaya - R1Document31 pagesProposal Setting Gi Punagaya - R1wandy RJNo ratings yet
- His Quotes: Spirit of Shri Dhirubhai H. Ambani Quotes at Various ForumsDocument4 pagesHis Quotes: Spirit of Shri Dhirubhai H. Ambani Quotes at Various ForumspramodiniroutNo ratings yet
- FINANCIAL REPORTSDocument34 pagesFINANCIAL REPORTSToni111123No ratings yet
- LTC3108 EnergyHarvestDocument3 pagesLTC3108 EnergyHarvestliawyssbdNo ratings yet
- Tem 2final PDFDocument9 pagesTem 2final PDFSkuukzky baeNo ratings yet
- Dbms PracticalDocument31 pagesDbms Practicalgautamchauhan566No ratings yet
- Drainage Manual: State of Florida Department of TransportationDocument78 pagesDrainage Manual: State of Florida Department of TransportationghoyarbideNo ratings yet
- Unit-3 22es14aDocument77 pagesUnit-3 22es14atejvimathNo ratings yet
- Fundamentals of Accountancy Business Management 2: Learning PacketDocument33 pagesFundamentals of Accountancy Business Management 2: Learning PacketArjae Dantes50% (2)
- SAP MM ReportsDocument59 pagesSAP MM Reportssaprajpal95% (21)
- 2746 PakMaster 75XL Plus (O)Document48 pages2746 PakMaster 75XL Plus (O)Samuel ManducaNo ratings yet
- Electrical Experimenter 1915-08Document1 pageElectrical Experimenter 1915-08GNo ratings yet
- Elliott Wave Watching Part 2 Rev 1-2600717Document9 pagesElliott Wave Watching Part 2 Rev 1-2600717GateshNdegwahNo ratings yet
- LEEA-030.2c2 Certificate of Thorough Examination (Multiple Items) (Overseas) (Dev)Document1 pageLEEA-030.2c2 Certificate of Thorough Examination (Multiple Items) (Overseas) (Dev)GaniyuNo ratings yet
- Week 71Document25 pagesWeek 71Raphael SebucNo ratings yet
- 2.e-Learning Chapter 910Document23 pages2.e-Learning Chapter 910ethandanfordNo ratings yet
- NAFTA CertificateDocument2 pagesNAFTA Certificateapi-522706100% (4)
- Project On Honda Two WheelersDocument46 pagesProject On Honda Two WheelersC SHIVASANKARNo ratings yet
- EPON ONU with 4FE+WiFi EONU-04WDocument4 pagesEPON ONU with 4FE+WiFi EONU-04WAndres Alberto ParraNo ratings yet
- Letter of Invitation ESVC 3000 2024 1Document2 pagesLetter of Invitation ESVC 3000 2024 1pradeep kumarNo ratings yet
- GRL+Prosp - EDocument2 pagesGRL+Prosp - Ethoma111sNo ratings yet
- H2 Physic 2010 A Level SolutionsDocument32 pagesH2 Physic 2010 A Level Solutionsonnoez50% (4)
- Seal Plans As Per API 682Document66 pagesSeal Plans As Per API 682janamuraliNo ratings yet
- Audiology DissertationDocument4 pagesAudiology DissertationPaperWritingHelpOnlineUK100% (1)
- Few Words About Digital Protection RelayDocument5 pagesFew Words About Digital Protection RelayVasudev AgrawalNo ratings yet
- Administration and Supervisory Uses of Test and Measurement - Coronado, Juliet N.Document23 pagesAdministration and Supervisory Uses of Test and Measurement - Coronado, Juliet N.Juliet N. Coronado89% (9)