You might also like
- A Study On The False Alarm Rates Of, EWMA and CUSUM Control Charts When Parameters Are EstimatedDocument5 pagesA Study On The False Alarm Rates Of, EWMA and CUSUM Control Charts When Parameters Are Estimatedvista10No ratings yet
- Quality Control, Basic Control ChartsDocument20 pagesQuality Control, Basic Control Chartsmalyduzy0% (1)
- Metrology Control ChartsDocument14 pagesMetrology Control ChartsRaghu KrishnanNo ratings yet
- Test PDFDocument4 pagesTest PDFferonika_cNo ratings yet
- Sta S Cal Process Control (SPC)Document3 pagesSta S Cal Process Control (SPC)Naresh KhanderayNo ratings yet
- X-Bar and S Charts: NCSS Statistical SoftwareDocument26 pagesX-Bar and S Charts: NCSS Statistical Softwareanon_123371106100% (1)
- Advanced Analyses GlossaryDocument36 pagesAdvanced Analyses GlossaryjoseNo ratings yet
- Six Sigma BooK Part2Document83 pagesSix Sigma BooK Part2foofoolNo ratings yet
- Lecture On C - ChartDocument20 pagesLecture On C - Chart191329No ratings yet
- 4.statistical Process ContorlDocument47 pages4.statistical Process ContorlMinhajul Haque SarkarNo ratings yet
- Process Capability AnalysisDocument37 pagesProcess Capability Analysisabishank09100% (1)
- The Old SevenDocument20 pagesThe Old SevenChandra SekharNo ratings yet
- Using Control Charts to Monitor Quality and Process PerformanceDocument26 pagesUsing Control Charts to Monitor Quality and Process PerformanceAjay SharmaNo ratings yet
- SQCDocument36 pagesSQCMandeep SinghNo ratings yet
- Chapter Four Control Charts For Variables-I: Implementing SPC in A Quality Improvement ProgramDocument10 pagesChapter Four Control Charts For Variables-I: Implementing SPC in A Quality Improvement ProgramComputer Maintainance Hardware and softwareNo ratings yet
- Control Charts For AttributesDocument54 pagesControl Charts For AttributesCharmianNo ratings yet
- Statistical Process ControlDocument42 pagesStatistical Process ControlErick Bok Cang YeongNo ratings yet
- 14.12 Kulcsar U PDFDocument6 pages14.12 Kulcsar U PDFarufatoNo ratings yet
- Statistical Process Control ToolsDocument25 pagesStatistical Process Control ToolsVickyNo ratings yet
- Overview of Statistical Quality ControlDocument24 pagesOverview of Statistical Quality ControlJayalal WettasingheNo ratings yet
- To Conduct Shewart's Experiments On Known Population by ABHISHEK SHARMADocument22 pagesTo Conduct Shewart's Experiments On Known Population by ABHISHEK SHARMAabhiNo ratings yet
- Pubdoc 12 29420 1565Document18 pagesPubdoc 12 29420 1565MuhammadAbdulRasoolNo ratings yet
- Chapter 2 of One - Theory of Control ChartDocument36 pagesChapter 2 of One - Theory of Control ChartAmsalu SeteyNo ratings yet
- Control ChartsDocument7 pagesControl ChartsAkansha SrivastavaNo ratings yet
- Statistical Concepts Underlying Control ChartsDocument3 pagesStatistical Concepts Underlying Control ChartsmbolakondaNo ratings yet
- CONTROL CHARTS GUIDEDocument26 pagesCONTROL CHARTS GUIDEAnurag KushwahaNo ratings yet
- Design of Experiments and Control ChartsDocument4 pagesDesign of Experiments and Control ChartsSudipta SarangiNo ratings yet
- 6.mass BalancingDocument36 pages6.mass BalancingRaul Dionicio100% (1)
- Effectiveness of CUSUM Charts for Correlated DataDocument5 pagesEffectiveness of CUSUM Charts for Correlated Datavista10No ratings yet
- PPT4-Statistical Process Control and Capability AnalysisDocument120 pagesPPT4-Statistical Process Control and Capability AnalysisDini MaharNo ratings yet
- Using Run-Length Distributions of Control Charts To Detect False AlarmsDocument23 pagesUsing Run-Length Distributions of Control Charts To Detect False AlarmsWei WangNo ratings yet
- Individuals and Moving Range Charts: NCSS Statistical SoftwareDocument14 pagesIndividuals and Moving Range Charts: NCSS Statistical SoftwareGanesh NagalNo ratings yet
- R QCC PackageDocument7 pagesR QCC Packagegkk82No ratings yet
- Unit IiiDocument101 pagesUnit IiiMECH HODNo ratings yet
- Unit - V IemDocument19 pagesUnit - V IemG Hitesh ReddyNo ratings yet
- Quality Management CertificateDocument7 pagesQuality Management Certificateselinasimpson1401No ratings yet
- Six Sigma Capability MeasuresDocument6 pagesSix Sigma Capability MeasuresCarlos PlasenciaNo ratings yet
- Statistical Application Da 2 SrishtiDocument7 pagesStatistical Application Da 2 SrishtiSimran MannNo ratings yet
- Call Center Quality ManagementDocument7 pagesCall Center Quality Managementselinasimpson2701100% (1)
- Quality Management SyllabusDocument8 pagesQuality Management Syllabusselinasimpson1801No ratings yet
- Quality - Voice of Customer and Voice of Process: RequirementsDocument8 pagesQuality - Voice of Customer and Voice of Process: RequirementsMd. Shad AnwarNo ratings yet
- 0510552-Chapter 6 Charts in The Analytical Laboraqtory-FinalDocument128 pages0510552-Chapter 6 Charts in The Analytical Laboraqtory-FinalRadwan AjoNo ratings yet
- Radiology Quality ManagementDocument7 pagesRadiology Quality Managementselinasimpson361No ratings yet
- Quality Control Pathologists Shewhart's Individuals Control ChartDocument4 pagesQuality Control Pathologists Shewhart's Individuals Control ChartPau SorianoNo ratings yet
- Statistical Quality Control: Simple Applications of Statistics in TQMDocument57 pagesStatistical Quality Control: Simple Applications of Statistics in TQMHarpreet Singh PanesarNo ratings yet
- Statistical Quality Control TechniquesDocument23 pagesStatistical Quality Control TechniquesKush AroraNo ratings yet
- Quality Engineering And Management System Accounting EssayDocument12 pagesQuality Engineering And Management System Accounting EssayvasudhaaaaaNo ratings yet
- Quality Management in The Imaging SciencesDocument8 pagesQuality Management in The Imaging Sciencesselinasimpson17010% (6)
- CPK - Vs PPMDocument21 pagesCPK - Vs PPMazadsingh1100% (1)
- 1IJAERDJUN20191Document12 pages1IJAERDJUN20191TJPRC PublicationsNo ratings yet
- Basics of Statistical Process Control (SPC) : X-Bar and Range ChartsDocument4 pagesBasics of Statistical Process Control (SPC) : X-Bar and Range ChartsprabhupipingNo ratings yet
- Statistic ProcessDocument39 pagesStatistic ProcessxredjokerxNo ratings yet
- Statistical Process Control (SPC) TutorialDocument10 pagesStatistical Process Control (SPC) TutorialRob WillestoneNo ratings yet
- 7-QC Tools: 1) Run ChartDocument10 pages7-QC Tools: 1) Run Chartkevin21790No ratings yet
- Mod10 Control ChartDocument70 pagesMod10 Control ChartArnela Hodzic100% (1)
- Statistical Quality Control (SQC) : Submitted by Submitted ToDocument45 pagesStatistical Quality Control (SQC) : Submitted by Submitted ToAchsah ChrysolinNo ratings yet
- Teacher Resource Bank: GCE Physics A ISA/PSA GuidanceDocument14 pagesTeacher Resource Bank: GCE Physics A ISA/PSA Guidancesparky35No ratings yet
- What Is Data? Data Is A Set of Values of Subjects With Respect To Qualitative or Quantitative VariablesDocument10 pagesWhat Is Data? Data Is A Set of Values of Subjects With Respect To Qualitative or Quantitative Variablesvinothkumar441No ratings yet
- Quality Management VacanciesDocument7 pagesQuality Management Vacanciesselinasimpson331No ratings yet
- BirdShock Flex TrackDocument2 pagesBirdShock Flex TrackItss Mee HadiNo ratings yet
- VFD Service ManualDocument134 pagesVFD Service ManualKalidass BackNo ratings yet
- AutomationDocument558 pagesAutomationKent Renember80% (5)
- S3090809 Sec3 BroDocument28 pagesS3090809 Sec3 BroItss Mee HadiNo ratings yet
- Split Range Control and Valve Position ControlDocument36 pagesSplit Range Control and Valve Position ControlItss Mee HadiNo ratings yet
- Consequence Management ApproachDocument1 pageConsequence Management ApproachItss Mee HadiNo ratings yet
- Engr. Muhammad Sajid Lecturer Department of Chemical Engineering, UOGDocument15 pagesEngr. Muhammad Sajid Lecturer Department of Chemical Engineering, UOGItss Mee Hadi100% (1)
- CostDocument1 pageCostItss Mee HadiNo ratings yet
- Quice Food Industries Ltd-MAKDocument18 pagesQuice Food Industries Ltd-MAKItss Mee HadiNo ratings yet
- Unit process data and component flow rates for distillation columnDocument3 pagesUnit process data and component flow rates for distillation columnItss Mee HadiNo ratings yet
- Opportunity To Become A Part of Caa'S Professional Team Situation Vacant Notice No. 08/2019Document2 pagesOpportunity To Become A Part of Caa'S Professional Team Situation Vacant Notice No. 08/2019RizwanNo ratings yet
- Suruhanjaya Tenaga - Guidelines For Wiring ResidentialDocument55 pagesSuruhanjaya Tenaga - Guidelines For Wiring Residentialkingcloud7100% (24)
- The Data Book of Astronomy.9780750306201.38355 PDFDocument538 pagesThe Data Book of Astronomy.9780750306201.38355 PDFItss Mee Hadi100% (2)
- Package PlanDocument3 pagesPackage Plankhush bakhatNo ratings yet
- HW 9 - Process StrategyDocument2 pagesHW 9 - Process StrategyItss Mee HadiNo ratings yet
- Process Strategy SelectionDocument2 pagesProcess Strategy SelectionItss Mee HadiNo ratings yet
- Finnish Military Aviation Maintenance Directive RequirementsDocument18 pagesFinnish Military Aviation Maintenance Directive RequirementsItss Mee HadiNo ratings yet
- Leadership Enhancement: TJ LOBP & NCO Supervisor Club in SepDocument1 pageLeadership Enhancement: TJ LOBP & NCO Supervisor Club in SepItss Mee HadiNo ratings yet
- 1A Tables v2Document1 page1A Tables v2Itss Mee HadiNo ratings yet
- Electrical Engineering Interview Questions and AnswersDocument16 pagesElectrical Engineering Interview Questions and Answerssatishfactory94% (32)
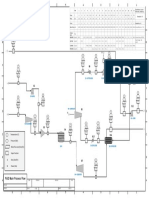
- P&ID Process Flow - Single 1A PDFDocument1 pageP&ID Process Flow - Single 1A PDFItss Mee HadiNo ratings yet
- Calisto Online DGA Monitors For Transformer OilDocument6 pagesCalisto Online DGA Monitors For Transformer OilItss Mee HadiNo ratings yet
- P&ID Process Flow - Combine 2A&B PDFDocument1 pageP&ID Process Flow - Combine 2A&B PDFItss Mee HadiNo ratings yet
- BK MichelsDocument4 pagesBK MichelsItss Mee HadiNo ratings yet
- APM4 RedefiningAssetLifecycle SchneiderElectric PDFDocument27 pagesAPM4 RedefiningAssetLifecycle SchneiderElectric PDFdefianNo ratings yet
- 2018 en EB The Engineer's Guide To Industrial NetworkingDocument47 pages2018 en EB The Engineer's Guide To Industrial NetworkingItss Mee HadiNo ratings yet
- Globalization of Culture Through The MediaDocument7 pagesGlobalization of Culture Through The MediaDeVillaLuan0% (1)
- DS8792 Standard EU enDocument17 pagesDS8792 Standard EU enItss Mee HadiNo ratings yet
- Accelerating Procurement's Impact On The Bottom Line PDFDocument14 pagesAccelerating Procurement's Impact On The Bottom Line PDFItss Mee HadiNo ratings yet
- 8509-Production & Operations ManagementDocument6 pages8509-Production & Operations ManagementHassan Malik100% (1)
- Chapter12 SolutionsDocument4 pagesChapter12 SolutionsHuyền my lifeNo ratings yet
- Learning Best Practices For Model Evaluation and Hyperparameter TuningDocument17 pagesLearning Best Practices For Model Evaluation and Hyperparameter Tuningsanjeev devNo ratings yet
- Intro to t-Tests: Comparing Two GroupsDocument2 pagesIntro to t-Tests: Comparing Two GroupsRachel Dojello BelangelNo ratings yet
- MBA Business Analytics IBMDocument117 pagesMBA Business Analytics IBMVivek Sharma100% (1)
- Confidentiality, Information Technology Readiness, Taxpayers' InterestsDocument13 pagesConfidentiality, Information Technology Readiness, Taxpayers' InterestsMuhammad Iqbal Asy SyauqiNo ratings yet
- Hill, Provost, & Volinsky - Network-Based Marketing PDFDocument22 pagesHill, Provost, & Volinsky - Network-Based Marketing PDFAnonymous 0zdN4FNo ratings yet
- OutDocument150 pagesOutJoshua SuperalesNo ratings yet
- 설계홍수량 산정요령 - 2012.12 (배포)Document39 pages설계홍수량 산정요령 - 2012.12 (배포)오정현No ratings yet
- Obe Syllabus (Oblicon)Document43 pagesObe Syllabus (Oblicon)Chris CordineteNo ratings yet
- Understanding Randomised Controlled TrialsDocument5 pagesUnderstanding Randomised Controlled TrialsWafiy AkmalNo ratings yet
- Meta-DiSc A Software For Meta-Analysis of Test Accuracy DataDocument12 pagesMeta-DiSc A Software For Meta-Analysis of Test Accuracy DataIcaroNo ratings yet
- (JURNAL UTAMA) EVA, Refined EVA, MVA, or Traditional Performance Measures For The HospitalityDocument7 pages(JURNAL UTAMA) EVA, Refined EVA, MVA, or Traditional Performance Measures For The HospitalityYusrol Hana'iNo ratings yet
- Mat 540 Quiz 1 With AnswersDocument9 pagesMat 540 Quiz 1 With AnswersJeff100% (1)
- Explain Machine Learning Model Using SHAPDocument28 pagesExplain Machine Learning Model Using SHAPsediha5178No ratings yet
- Bloomers - Elementary Statistical Methods in Psychology and EducationDocument600 pagesBloomers - Elementary Statistical Methods in Psychology and EducationJamiul AlamNo ratings yet
- Chapter 5 - Summary, Finding, Conclusions & RecommendationsDocument3 pagesChapter 5 - Summary, Finding, Conclusions & RecommendationsJM NoynayNo ratings yet
- Reflection Paper On QuartileDocument2 pagesReflection Paper On QuartileRodel EstebanNo ratings yet
- What Statistical Analysis Should I UseDocument3 pagesWhat Statistical Analysis Should I UseeswarlalbkNo ratings yet
- Improvement of Rubber Roller Processing and Line Balance Efficiency of An Office Automation Department Using Design of Experiments PDFDocument130 pagesImprovement of Rubber Roller Processing and Line Balance Efficiency of An Office Automation Department Using Design of Experiments PDFAleia ColeenNo ratings yet
- Methods in Behavioural Research 3rd Edition (Paul C. Cozby, Raymond A. Mar)Document888 pagesMethods in Behavioural Research 3rd Edition (Paul C. Cozby, Raymond A. Mar)setni43100% (1)
- Stats Set-1Document4 pagesStats Set-1Harsha KSNo ratings yet
- Statistics Tutorial Solution 2020Document8 pagesStatistics Tutorial Solution 2020Sospeter EnockNo ratings yet
- AB1202 ILE 09 WK 12 Lect12 SOLUTIONS 20180215Document2 pagesAB1202 ILE 09 WK 12 Lect12 SOLUTIONS 20180215Bryan 林裕强No ratings yet
- TD6 AnovaDocument5 pagesTD6 AnovaORK BUNSOKRAKMUNYNo ratings yet
- Local and Global Learning Methods For Predicting Power of A Combined Gas & Steam TurbineDocument7 pagesLocal and Global Learning Methods For Predicting Power of A Combined Gas & Steam TurbineDavid Omar Torres GutierrezNo ratings yet
- Takeshi Amemiya - Introduction To Statistics and EconometricsDocument196 pagesTakeshi Amemiya - Introduction To Statistics and EconometricsLilian HancuNo ratings yet
- Sample Research Proposal - Dinesh SamarasingheDocument19 pagesSample Research Proposal - Dinesh SamarasingheEranga Attapaththu0% (1)
- Data Preprocessing in Machine LearningDocument5 pagesData Preprocessing in Machine LearningMustoNo ratings yet
- Writings in Music Theory by James TenneyDocument505 pagesWritings in Music Theory by James Tenneymorphessor100% (3)