You might also like
- PQC Methodology-2Document7 pagesPQC Methodology-2venkateswara rao Pothina100% (1)
- Astm C125 PDFDocument5 pagesAstm C125 PDFZEC LIMITED100% (2)
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Effect of Using Ground Waste Tire Rubber As Fine Aggregate On The Behaviour of Concrete MixesDocument9 pagesEffect of Using Ground Waste Tire Rubber As Fine Aggregate On The Behaviour of Concrete MixesMaridil IsidroNo ratings yet
- Journal of Cleaner Production: Fernando Pelisser, Nilomar Zavarise, Tiago Arent Longo, Adriano Michael BernardinDocument7 pagesJournal of Cleaner Production: Fernando Pelisser, Nilomar Zavarise, Tiago Arent Longo, Adriano Michael BernardinRobin VegaNo ratings yet
- A Study On Crumb Rubber: Opportunities For Development of Sustainable Concrete in The New MillenniumDocument3 pagesA Study On Crumb Rubber: Opportunities For Development of Sustainable Concrete in The New MillenniumSaadiya Saeed AnsariNo ratings yet
- A Study On Crumb Rubber: Opportunities For Development of Sustainable Concrete in The New MillenniumDocument2 pagesA Study On Crumb Rubber: Opportunities For Development of Sustainable Concrete in The New MillenniummurkyNo ratings yet
- Mechanical Properties of Tire-Rubber Particles Contained Mortar CompositesDocument3 pagesMechanical Properties of Tire-Rubber Particles Contained Mortar CompositesSecret TalagaNo ratings yet
- Ain Shams Engineering Journal: A. SofiDocument10 pagesAin Shams Engineering Journal: A. SofiDiego LeonNo ratings yet
- Template GJRADocument3 pagesTemplate GJRATahseenNo ratings yet
- A Study On Crumb Rubber: Opportunities For Development of Sustainable Concrete in The New MillenniumDocument2 pagesA Study On Crumb Rubber: Opportunities For Development of Sustainable Concrete in The New MillenniumNipuna WanninayakeNo ratings yet
- Template IJSRDocument3 pagesTemplate IJSRDanielNo ratings yet
- Checked ICRT2017 17IT070157 Final Version FernanDocument15 pagesChecked ICRT2017 17IT070157 Final Version FernanMD. NASIF HOSSAIN IMONNo ratings yet
- Tyre For ConcreteDocument4 pagesTyre For ConcreteNoble Obeng-AnkamahNo ratings yet
- Construction and Building Materials: Aly Muhammed Aly, M.S. El-Feky, Mohamed Kohail, El-Sayed A.R. NasrDocument9 pagesConstruction and Building Materials: Aly Muhammed Aly, M.S. El-Feky, Mohamed Kohail, El-Sayed A.R. NasrYeluri Sesha ChoudaryNo ratings yet
- Construction and Building Materials: Turhan Bilir, Osman Gencel, Ilker Bekir TopcuDocument8 pagesConstruction and Building Materials: Turhan Bilir, Osman Gencel, Ilker Bekir TopcukanomasiNo ratings yet
- 2011 JCLP ConcBorDocument8 pages2011 JCLP ConcBorMohsen GolmohammadiNo ratings yet
- Mechanical Properties of M 25 Grade Concrete With Partially Replacement of Waste Rubber As Coarse AggregateDocument6 pagesMechanical Properties of M 25 Grade Concrete With Partially Replacement of Waste Rubber As Coarse AggregateJamiu LateefNo ratings yet
- 1 s2.0 S2090447917301132 MainDocument10 pages1 s2.0 S2090447917301132 MainAravind kumarNo ratings yet
- An Experimental Investigation On PartialDocument5 pagesAn Experimental Investigation On PartialAzhar MohamedNo ratings yet
- Properties of ConcreteDocument11 pagesProperties of ConcreteCamir AmengNo ratings yet
- Applied - Experimental Investigation - Neela Deshpande-With-Cover-Page-V2Document13 pagesApplied - Experimental Investigation - Neela Deshpande-With-Cover-Page-V2shivanand hippargaNo ratings yet
- J Conbuildmat 2017 02 107Document7 pagesJ Conbuildmat 2017 02 107Jerson SotoNo ratings yet
- Performance of High Strength Concrete Containing Recycled RubberDocument10 pagesPerformance of High Strength Concrete Containing Recycled RubberFIRDHOUZ MOHAMED RNo ratings yet
- Experimental Investigation of The Performance of Rubberized Concrete Mixtures Without AdditivesDocument15 pagesExperimental Investigation of The Performance of Rubberized Concrete Mixtures Without AdditivesIAEME PublicationNo ratings yet
- Granite Powder ConcreteDocument7 pagesGranite Powder ConcreteAdityaNo ratings yet
- Construction and Building Materials: E. Sodupe-Ortega, E. Fraile-Garcia, J. Ferreiro-Cabello, A. Sanz-GarciaDocument12 pagesConstruction and Building Materials: E. Sodupe-Ortega, E. Fraile-Garcia, J. Ferreiro-Cabello, A. Sanz-GarciaKlisman A. Flores DurandNo ratings yet
- 2023 V14i260Document11 pages2023 V14i260D. AnweshNo ratings yet
- Mashaan Et AlDocument5 pagesMashaan Et AlKiara Mae Angeles BaitlonNo ratings yet
- Samiha Paper 2019Document10 pagesSamiha Paper 2019Samiha RamNo ratings yet
- Eng 2341472 Peer Review v2Document14 pagesEng 2341472 Peer Review v2Vander AlkminNo ratings yet
- Properties of Green Concrete Mix by Concurrent Use of Fly Ash and Quarry DustDocument7 pagesProperties of Green Concrete Mix by Concurrent Use of Fly Ash and Quarry DustIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Used of Recycled Tyre/Rubber As Course Aggregate and Stone Dust As Fine Aggregate in Cement Concrete WorksDocument7 pagesUsed of Recycled Tyre/Rubber As Course Aggregate and Stone Dust As Fine Aggregate in Cement Concrete WorksIOSRjournalNo ratings yet
- Using Recycled Waste Tyre in Concrete Paving BlocksDocument14 pagesUsing Recycled Waste Tyre in Concrete Paving BlocksTung-Chai LingNo ratings yet
- Evaluation of Crumb Rubber As Aggregate For Automated Manufacturing of Rubberized Long Hollow Blocks and BricksDocument12 pagesEvaluation of Crumb Rubber As Aggregate For Automated Manufacturing of Rubberized Long Hollow Blocks and Bricks陳奕捷No ratings yet
- Partial Replacement of Coarse AggregateDocument8 pagesPartial Replacement of Coarse AggregateNgala KennethNo ratings yet
- An Overview of Crumb Rubber Modified Asphalt: International Journal of Physical Sciences September 2011Document6 pagesAn Overview of Crumb Rubber Modified Asphalt: International Journal of Physical Sciences September 2011zamani1No ratings yet
- A Research On Study The Characteristics Behaviour of Concrete Using Waste Tires ChipsDocument4 pagesA Research On Study The Characteristics Behaviour of Concrete Using Waste Tires ChipsEditor IJTSRDNo ratings yet
- Literature Review On Concrete Containing Crumb Rubber - Bharuch2k15c0107 - (Pg. 22-24)Document3 pagesLiterature Review On Concrete Containing Crumb Rubber - Bharuch2k15c0107 - (Pg. 22-24)Er Devraj Khandelwal67% (3)
- Eco-Friendly Concrete With Waste Tyre AggregateDocument14 pagesEco-Friendly Concrete With Waste Tyre AggregateMukaila SanniNo ratings yet
- Construction and Building Materials: Rosalía Pacheco-Torres, Elena Cerro-Prada, Félix Escolano, Fernando VarelaDocument10 pagesConstruction and Building Materials: Rosalía Pacheco-Torres, Elena Cerro-Prada, Félix Escolano, Fernando VarelaPin LopezNo ratings yet
- Use of Waste Tyre in Road ConstructionDocument19 pagesUse of Waste Tyre in Road ConstructiondhanrajramotraNo ratings yet
- And Stone Dust PDFDocument7 pagesAnd Stone Dust PDFEmanoAceNo ratings yet
- Construction and Building Materials: Mehdi Mousavimehr, Mahdi NematzadehDocument17 pagesConstruction and Building Materials: Mehdi Mousavimehr, Mahdi NematzadehGurwinder singhNo ratings yet
- Construction and Building Materials: Adeyemi Adesina, Sreekanta DasDocument11 pagesConstruction and Building Materials: Adeyemi Adesina, Sreekanta DasRoger RibeiroNo ratings yet
- PROJECTDocument24 pagesPROJECTMr Kalyan100% (1)
- Study On Partial Replacement of Groundnut Shell Ash With CementDocument8 pagesStudy On Partial Replacement of Groundnut Shell Ash With CementNAVEEN .BIKKAVOLU (RA1811002010014)No ratings yet
- 2687 I J Ctet 17050701Document4 pages2687 I J Ctet 17050701Romil SharmaNo ratings yet
- Partial Replacement of Fine Aggregates by Rubber in ConcreteDocument6 pagesPartial Replacement of Fine Aggregates by Rubber in ConcretemuazNo ratings yet
- Study of Structural Performance and Durability of Concrete by Partial Replacement of Cement With Hypo Sludge (Paper Waste)Document5 pagesStudy of Structural Performance and Durability of Concrete by Partial Replacement of Cement With Hypo Sludge (Paper Waste)SivarajSivaNo ratings yet
- CR Asphaltic MixtureDocument9 pagesCR Asphaltic MixtureSaurav MishraNo ratings yet
- IJCRT2204686Document7 pagesIJCRT2204686DINESH KUMARNo ratings yet
- Review Paper On Use of Waste Plastic Waste RubberDocument5 pagesReview Paper On Use of Waste Plastic Waste RubberRahul KumarNo ratings yet
- Construction and Building MaterialsDocument10 pagesConstruction and Building MaterialsharshitNo ratings yet
- 1 s2.0 S2214785321043546 MainDocument9 pages1 s2.0 S2214785321043546 MainMANISHA SURVENo ratings yet
- Zaouai IRECEDocument5 pagesZaouai IRECEismail douidiNo ratings yet
- Using Recycled Waste Tyres in Concrete Paving BlocksDocument1 pageUsing Recycled Waste Tyres in Concrete Paving BlocksTung-Chai LingNo ratings yet
- INTRODUCTIONDocument71 pagesINTRODUCTIONBALASUBRAMANI KNo ratings yet
- Effect of Quarry Dust On High Performance ConcreteDocument5 pagesEffect of Quarry Dust On High Performance ConcreteMark EliasNo ratings yet
- Hydrated LimeDocument7 pagesHydrated Limekiwaallan3No ratings yet
- Waste Management & Research: The Use of Waste Materials in Asphalt Concrete MixturesDocument11 pagesWaste Management & Research: The Use of Waste Materials in Asphalt Concrete MixturesSuhaidi AliasNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Cement and Concrete Composites: SciencedirectDocument11 pagesCement and Concrete Composites: SciencedirectYeluri Sesha ChoudaryNo ratings yet
- Icace2014 PDFDocument8 pagesIcace2014 PDFYeluri Sesha ChoudaryNo ratings yet
- Assessing The Properties of Freshly Mixed Concrete Containing Paper-Mill Residuals and Class F y AshDocument12 pagesAssessing The Properties of Freshly Mixed Concrete Containing Paper-Mill Residuals and Class F y AshYeluri Sesha ChoudaryNo ratings yet
- Use of Rubber As Aggregate in Concrete: A Review: April 2015Document6 pagesUse of Rubber As Aggregate in Concrete: A Review: April 2015Yeluri Sesha ChoudaryNo ratings yet
- Study On The Behaviour of Concrete Strength Using Recycle Tire As A Partial Replacement of Coarse AggregateDocument8 pagesStudy On The Behaviour of Concrete Strength Using Recycle Tire As A Partial Replacement of Coarse AggregateYeluri Sesha ChoudaryNo ratings yet
- Use of Rubber As Aggregate in Concrete: A Review: April 2015Document6 pagesUse of Rubber As Aggregate in Concrete: A Review: April 2015Yeluri Sesha ChoudaryNo ratings yet
- Accepted Manuscript: Materials LettersDocument7 pagesAccepted Manuscript: Materials LettersYeluri Sesha ChoudaryNo ratings yet
- Construction and Building Materials: Aly Muhammed Aly, M.S. El-Feky, Mohamed Kohail, El-Sayed A.R. NasrDocument9 pagesConstruction and Building Materials: Aly Muhammed Aly, M.S. El-Feky, Mohamed Kohail, El-Sayed A.R. NasrYeluri Sesha ChoudaryNo ratings yet
- Cement Vertical Mill Vs Ball MillDocument17 pagesCement Vertical Mill Vs Ball Millanrulo50% (2)
- 3 Conplast RP 244Document3 pages3 Conplast RP 244racingspirit80No ratings yet
- Disain Campuran Beton Rev.1Document19 pagesDisain Campuran Beton Rev.1yudhiNo ratings yet
- Masteremaco N 202: Description PrimingDocument2 pagesMasteremaco N 202: Description PrimingshahidNo ratings yet
- What Is Low Cost HousingDocument19 pagesWhat Is Low Cost Housingsurbhi aggarwalNo ratings yet
- General Specification For Concrete EG - C - 401E 1/17: Engineering Standardization System - SPEDocument17 pagesGeneral Specification For Concrete EG - C - 401E 1/17: Engineering Standardization System - SPEOpencae EngenhariaNo ratings yet
- Building Materials - 2Document8 pagesBuilding Materials - 2Derick Ray SottoNo ratings yet
- BOQDocument40 pagesBOQMukarramuddinNo ratings yet
- Safety and Reliability of Bridge Structures by Khaled M MahmoudDocument518 pagesSafety and Reliability of Bridge Structures by Khaled M MahmoudEmby Binoe100% (1)
- Tehnologija BetonaDocument58 pagesTehnologija BetonaOglasi Za SveNo ratings yet
- Finance Lafargeholcim 2017 Annual Report enDocument256 pagesFinance Lafargeholcim 2017 Annual Report enAlezNgNo ratings yet
- Project Paper 2 PDFDocument8 pagesProject Paper 2 PDFMukunda ThakareNo ratings yet
- Highway Network SystemDocument12 pagesHighway Network SystemAvinash NoubadeNo ratings yet
- Ma'Aden SpecificationDocument14 pagesMa'Aden Specificationahmed elesawy100% (1)
- 5231R 06Document13 pages5231R 06BddbvffffnhebrbbrNo ratings yet
- Sample Preparation For X-Ray AnalysisDocument2 pagesSample Preparation For X-Ray Analysishas407No ratings yet
- China Clay PresentationDocument35 pagesChina Clay Presentationmujib uddin siddiqui100% (1)
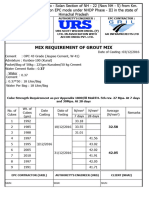
- Mix Design Grouting.Document12 pagesMix Design Grouting.jitendraNo ratings yet
- Engineers Estimate LandscappingDocument185 pagesEngineers Estimate LandscappingSurendra MaharjanNo ratings yet
- NDL BOQ Dust BinDocument65 pagesNDL BOQ Dust Binuttamreddy8244266No ratings yet
- Fineness Test of Portland Cement: Exercise No: 2Document5 pagesFineness Test of Portland Cement: Exercise No: 2Vivian DavinesNo ratings yet
- Sunanda PDFDocument3 pagesSunanda PDF9821694825100% (1)
- Effect of Marine Water On Concrete Made FromDocument47 pagesEffect of Marine Water On Concrete Made FromgokulNo ratings yet
- Progress ReportDocument5 pagesProgress ReportSyed SyedamirulNo ratings yet
- 1 s2.0 S0950061820326891 MainDocument11 pages1 s2.0 S0950061820326891 Mainhuzi420No ratings yet
- Stabilization of Pavement Subgrade Soils Containing Rich Chloride SaltsDocument13 pagesStabilization of Pavement Subgrade Soils Containing Rich Chloride Saltskamrul_07No ratings yet
- Detail Specification For Foundation WorkDocument36 pagesDetail Specification For Foundation WorkVikas ThakurNo ratings yet
- Studiowiredmuse: Residence For MR - Vinil Kumar V ThiruvananthapuramDocument12 pagesStudiowiredmuse: Residence For MR - Vinil Kumar V ThiruvananthapuramWIRED MUSE STUDIONo ratings yet