You might also like
- Biofuel Alternatives To Ethanol: Pumping The Microbial WellDocument7 pagesBiofuel Alternatives To Ethanol: Pumping The Microbial WellAshrafNamamuTeratasNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Techno-Economic Comparison of Three Biodiesel Production Scenarios Enhanced by Glycerol Supercritical Water Reforming ProcessDocument18 pagesTechno-Economic Comparison of Three Biodiesel Production Scenarios Enhanced by Glycerol Supercritical Water Reforming ProcessfikaNo ratings yet
- Article 2 ADocument13 pagesArticle 2 AFJosue MalaveHNo ratings yet
- Biodiesel Production Methods and Fuel Properties ReviewDocument13 pagesBiodiesel Production Methods and Fuel Properties ReviewKa HinaNo ratings yet
- 10 1016@j Fuel 2017 07 014Document8 pages10 1016@j Fuel 2017 07 014Hugo VillardiNo ratings yet
- Catalysts: Bio-Derived Catalysts: A Current Trend of Catalysts Used in Biodiesel ProductionDocument28 pagesCatalysts: Bio-Derived Catalysts: A Current Trend of Catalysts Used in Biodiesel ProductionEmmanuelNo ratings yet
- Fermentation 08 00319Document6 pagesFermentation 08 00319Петро ПавлишинNo ratings yet
- Biodiesel Production TechnologiesDocument23 pagesBiodiesel Production Technologiesolufowobi olumuyiwaNo ratings yet
- Efficient Synthesis of Biodiesel Catalyzed by ChitDocument11 pagesEfficient Synthesis of Biodiesel Catalyzed by ChitRicardo Fajardo DíazNo ratings yet
- Renewable Energy: Xiaolei Zhang, Song Yan, Rajeshwar D. Tyagi, Rao Y. SurampalliDocument12 pagesRenewable Energy: Xiaolei Zhang, Song Yan, Rajeshwar D. Tyagi, Rao Y. SurampalliArif HidayatNo ratings yet
- 2 PDFDocument13 pages2 PDFSalman Raza NaqviNo ratings yet
- Recent Research and Developments in Biodiesel Production From Renewable BioresourcesDocument11 pagesRecent Research and Developments in Biodiesel Production From Renewable BioresourcesRohit YadavNo ratings yet
- Biorefinery Concept: Current Status and Future Prospects: December 2017Document7 pagesBiorefinery Concept: Current Status and Future Prospects: December 2017Pio CasmirNo ratings yet
- Evaluation of Different Sludges From WWT20151027-2587-1pylawj PDFDocument10 pagesEvaluation of Different Sludges From WWT20151027-2587-1pylawj PDFBrandeice BarrettNo ratings yet
- 81 A Review On Influencing Parameters of Biodiesel Production andDocument6 pages81 A Review On Influencing Parameters of Biodiesel Production andSergio CaicedoNo ratings yet
- Lipid Technology - 2014 - Karmee - Lipids From Food Waste As Feedstock For Biodiesel Production Case Hong KongDocument4 pagesLipid Technology - 2014 - Karmee - Lipids From Food Waste As Feedstock For Biodiesel Production Case Hong KongnityaNo ratings yet
- 1 s2.0 S0306261909001688 Main.12Document10 pages1 s2.0 S0306261909001688 Main.12luuphuongNo ratings yet
- Economic feasibility of algal biodiesel under public policiesDocument7 pagesEconomic feasibility of algal biodiesel under public policiesTeresa MataNo ratings yet
- Corresponding Author. (B.M. Bhanage) .: BM - Bhanage@ictmumbai - Edu.inDocument2 pagesCorresponding Author. (B.M. Bhanage) .: BM - Bhanage@ictmumbai - Edu.inkartika utamiNo ratings yet
- Biochemical Engineering JournalDocument13 pagesBiochemical Engineering JournalolaragoncNo ratings yet
- Sewage Sludge To Bio-Fuel A Review On The Sustainable Approach of Transforming Sewage Waste To Alternative Fuel PDFDocument25 pagesSewage Sludge To Bio-Fuel A Review On The Sustainable Approach of Transforming Sewage Waste To Alternative Fuel PDFPiyush SinhaNo ratings yet
- Applied Energy: Dilip Khatiwada, Bharadwaj K. Venkata, Semida Silveira, Francis X. JohnsonDocument13 pagesApplied Energy: Dilip Khatiwada, Bharadwaj K. Venkata, Semida Silveira, Francis X. JohnsonAdemar EstradaNo ratings yet
- 2007 - Huber Et Al. - Synergies Between Bio and Oil Refineries For The Production of Fuels From Biomass PDFDocument18 pages2007 - Huber Et Al. - Synergies Between Bio and Oil Refineries For The Production of Fuels From Biomass PDFMayank KumarNo ratings yet
- A Comprehensive Review On Thermochemical, and Biochemical Conversion Methods of Lignocellulosic Biomass Into Valuable End ProductDocument9 pagesA Comprehensive Review On Thermochemical, and Biochemical Conversion Methods of Lignocellulosic Biomass Into Valuable End ProductAndreNo ratings yet
- Economic Evaluation and Production Process Simulation of Biodiesel Production From Waste Cooking OilDocument12 pagesEconomic Evaluation and Production Process Simulation of Biodiesel Production From Waste Cooking OilAsiful islamNo ratings yet
- Biohythane Production From Organic Waste Recent A 2021 International JournaDocument16 pagesBiohythane Production From Organic Waste Recent A 2021 International JournaNurul Fatin UmairahNo ratings yet
- Biochemical Engineering Journal: Regular ArticleDocument9 pagesBiochemical Engineering Journal: Regular ArticlePiter Mamani LimaNo ratings yet
- Sustainable Environment ResearchDocument10 pagesSustainable Environment Researchmaryam khalidNo ratings yet
- 7-Ijser (2017)Document6 pages7-Ijser (2017)ramachandran KNo ratings yet
- Review 3Document20 pagesReview 3Jimmy NelsonNo ratings yet
- Biodiesel From Microalgae Environmental AspectsDocument4 pagesBiodiesel From Microalgae Environmental AspectsNaty RubilarNo ratings yet
- 13 03 Biodiesel PDFDocument9 pages13 03 Biodiesel PDFanak_kambingNo ratings yet
- Zeleni Dizel PDFDocument19 pagesZeleni Dizel PDFPero DugićNo ratings yet
- Evaluation of Emission Characteristics of Green Diesel in A Single Cylinder CI Engine - CertifiedDocument4 pagesEvaluation of Emission Characteristics of Green Diesel in A Single Cylinder CI Engine - CertifiedManu J NairNo ratings yet
- Biotechnology Reports: Jaspreet Kaur, Anil Kumar Sarma, Mithilesh Kumar Jha, Poonam GeraDocument23 pagesBiotechnology Reports: Jaspreet Kaur, Anil Kumar Sarma, Mithilesh Kumar Jha, Poonam GeraolaragoncNo ratings yet
- Recent Advancement in Deoxygenation of Fatty Acids Via Homogeneous Catalysis For Biofuel ProductionDocument12 pagesRecent Advancement in Deoxygenation of Fatty Acids Via Homogeneous Catalysis For Biofuel ProductionJuan Carlos SantosNo ratings yet
- Energy Conversion and Management: SciencedirectDocument15 pagesEnergy Conversion and Management: SciencedirectAnderson dos Santos MoraisNo ratings yet
- Biopyrolysis OilDocument22 pagesBiopyrolysis OilVidyadhara BuddhirajuNo ratings yet
- Bioprospecting of Microbial STDocument22 pagesBioprospecting of Microbial STazwir anharNo ratings yet
- Energy: P. Kumaran, Nur Mazlini, Ibrahim Hussein, M. Nazrain, M. KhairulDocument8 pagesEnergy: P. Kumaran, Nur Mazlini, Ibrahim Hussein, M. Nazrain, M. KhairulDavid OsrioNo ratings yet
- Algae Biomass As A Potential Source of Liquid FuelsDocument14 pagesAlgae Biomass As A Potential Source of Liquid FuelsFranzhean Balais CuachonNo ratings yet
- Effect of Hydroxy and Hydrogen Gas Addition On Die - 2018 - International JournaDocument9 pagesEffect of Hydroxy and Hydrogen Gas Addition On Die - 2018 - International Journajenny lopezNo ratings yet
- Catalysis Science TechnologyDocument12 pagesCatalysis Science Technologyherry prasetyoNo ratings yet
- 1 s2.0 S266682112200045X MainDocument31 pages1 s2.0 S266682112200045X MainIrfani Mauludiyah FitriNo ratings yet
- 17-153 Fatimah Fahira SiregarDocument41 pages17-153 Fatimah Fahira SiregarJeanne Theresha PurbaNo ratings yet
- Pretratamiento de Residuos Lignocelulosicos para La Obtencion de BiocombustiblesDocument15 pagesPretratamiento de Residuos Lignocelulosicos para La Obtencion de BiocombustiblesElena FloresNo ratings yet
- 1 s2.0 S0196890422002023 MainDocument33 pages1 s2.0 S0196890422002023 MainsandraNo ratings yet
- Algae SFE ModelingDocument13 pagesAlgae SFE Modelingmilad ghahremaniNo ratings yet
- Renewable Energy PaperDocument22 pagesRenewable Energy PaperSatyajeet VishwakarmaNo ratings yet
- Ranjit Nikose SynopsisDocument26 pagesRanjit Nikose Synopsismech bhabhaNo ratings yet
- ETHANOLDocument12 pagesETHANOLAbbas NisyaNo ratings yet
- Research Proposal Computer - WORD-1Document11 pagesResearch Proposal Computer - WORD-1Allycel ChiucoNo ratings yet
- Biodiesel Production From Low FFA Waste Cooking Oil Using PDFDocument7 pagesBiodiesel Production From Low FFA Waste Cooking Oil Using PDFZata AmaliaNo ratings yet
- Renewable and Sustainable Energy ReviewsDocument9 pagesRenewable and Sustainable Energy ReviewsAndreea MadalinaNo ratings yet
- Potentials and Challenges in Lignocellulosic Biofuel Production TechnologyDocument13 pagesPotentials and Challenges in Lignocellulosic Biofuel Production TechnologyandyNo ratings yet
- Algal Biorefinery - An Integrated Approach For Sustainable Biodiesel ProductionDocument16 pagesAlgal Biorefinery - An Integrated Approach For Sustainable Biodiesel ProductionCarlos GamarraNo ratings yet
- Uamerica 23 03405Document8 pagesUamerica 23 03405Rimy Cruz GambaNo ratings yet
- Comparing rice husk and maize cob for bioethanol productionDocument20 pagesComparing rice husk and maize cob for bioethanol productionChinwuba Samuel EbukaNo ratings yet
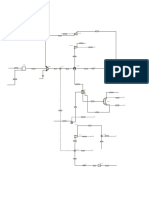
- Proceso Gas Natural PDFDocument1 pageProceso Gas Natural PDFYamilet SalasNo ratings yet
- Separation Sectionofan EthyleneplantDocument40 pagesSeparation Sectionofan EthyleneplantYamilet SalasNo ratings yet
- DFPEthylene PlantDocument3 pagesDFPEthylene PlantYamilet SalasNo ratings yet
- Simple Dew Point Control AspenPlus v10Document44 pagesSimple Dew Point Control AspenPlus v10SpicyNo ratings yet
- Separation Sectionofan EthyleneplantDocument40 pagesSeparation Sectionofan EthyleneplantYamilet SalasNo ratings yet
- Curva de DeslignificaciónDocument11 pagesCurva de DeslignificaciónYamilet SalasNo ratings yet
- MIT2 25F13 Vector ProblemDocument12 pagesMIT2 25F13 Vector ProblemIhab Omar0% (1)
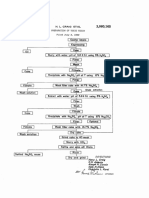
- Ricin Patent PDFDocument3 pagesRicin Patent PDFYamilet SalasNo ratings yet
- Ethanol EnthalpyDocument7 pagesEthanol EnthalpyYamilet SalasNo ratings yet
- Globalink Research Internship CV June2016Document1 pageGlobalink Research Internship CV June2016Yamilet SalasNo ratings yet
- Introduction and Basic Concepts: Mehmet KanogluDocument32 pagesIntroduction and Basic Concepts: Mehmet KanogluRoshan ShanmughanNo ratings yet
- Scottish Independence: What's Going On in Scontland?Document4 pagesScottish Independence: What's Going On in Scontland?Yamilet SalasNo ratings yet
- CPH 2025 Climate Plan Short Version English 931Document36 pagesCPH 2025 Climate Plan Short Version English 931AncaCuculiciNo ratings yet
- RwandachildfriendlyschoolsinfrastruDocument37 pagesRwandachildfriendlyschoolsinfrastruVenunadhan B. PillaiNo ratings yet
- The Journal of Energy and DevelopmentDocument22 pagesThe Journal of Energy and DevelopmentThe International Research Center for Energy and Economic Development (ICEED)No ratings yet
- Bureau of Energy LiteratureDocument649 pagesBureau of Energy LiteratureRadhakrishnan BalasubramanianNo ratings yet
- 1 - Introduction To Chemical TechnologyDocument21 pages1 - Introduction To Chemical TechnologySHREENo ratings yet
- Myanmar Energy Master Plan (12-2105)Document943 pagesMyanmar Energy Master Plan (12-2105)THAN HANNo ratings yet
- BP Statistical Review of World Energy 2014Document60 pagesBP Statistical Review of World Energy 2014totpityiNo ratings yet
- Thorn Sustainability Brochure 2009Document50 pagesThorn Sustainability Brochure 2009DaEmeraldNo ratings yet
- Biomass Energy Data BookDocument254 pagesBiomass Energy Data Bookzejames7498No ratings yet
- Solar TreeDocument68 pagesSolar TreeAyushi KhandelwalNo ratings yet
- ICE FactoryDocument141 pagesICE FactoryashisbhuniyaNo ratings yet
- NUCLEARDocument154 pagesNUCLEARCE Electrical EngineeringNo ratings yet
- Economic ReportDocument28 pagesEconomic ReportNarrhveein RajasegaranNo ratings yet
- Internship Report (Power)Document34 pagesInternship Report (Power)Sadaf FayyazNo ratings yet
- Wilhelmsen Ships Agency LNG Outlook Report To 2030Document27 pagesWilhelmsen Ships Agency LNG Outlook Report To 2030roberto_man5003No ratings yet
- Rehabilitation of Degraded Lands in Watersheds: November 2014Document17 pagesRehabilitation of Degraded Lands in Watersheds: November 2014Dealisa BuanaNo ratings yet
- ShivaniDocument24 pagesShivanisudharsanNo ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- Bicol University College of Engineering Legaspi, City: "Door-Icity"Document11 pagesBicol University College of Engineering Legaspi, City: "Door-Icity"Ken John EncinarealNo ratings yet
- ! Sustainable Energy Synopsis10Document10 pages! Sustainable Energy Synopsis10quikjipNo ratings yet
- A Perspective On Solar Energy-Powered Road and Rail Transportation in ChinaDocument12 pagesA Perspective On Solar Energy-Powered Road and Rail Transportation in ChinaKaline OliveiraNo ratings yet
- The Energy Crisis: Future Directions For India's Energy PolicyDocument45 pagesThe Energy Crisis: Future Directions For India's Energy PolicypariyuvrajNo ratings yet
- CMAT Model Test Questions and AnswersDocument11 pagesCMAT Model Test Questions and AnswersAnkit SubediNo ratings yet
- Renewable Energy PolicyDocument194 pagesRenewable Energy PolicysulemankhalidNo ratings yet
- PESA News - Fall 2011Document8 pagesPESA News - Fall 2011Christopher L. EvansNo ratings yet
- 8.renewable Energy in Europe Markets, Trends, and TechnologiesDocument289 pages8.renewable Energy in Europe Markets, Trends, and TechnologiesCristina Fatasan100% (1)
- Biomass Energy ResourcesDocument24 pagesBiomass Energy ResourcesDr. Akepati Sivarami ReddyNo ratings yet
- BP 2015 Energy Outlook 2035 Summary-Tables-2015Document4 pagesBP 2015 Energy Outlook 2035 Summary-Tables-2015lupocanutoNo ratings yet
- Transport Policies and Strategies For DenmarkDocument22 pagesTransport Policies and Strategies For DenmarkKarthik Girish100% (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Conduct of Operations and Operational Discipline: For Improving Process Safety in IndustryFrom EverandConduct of Operations and Operational Discipline: For Improving Process Safety in IndustryRating: 5 out of 5 stars5/5 (1)
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet