You might also like
- Pipe Manufacturing ProcessDocument8 pagesPipe Manufacturing ProcessMeena SivasubramanianNo ratings yet
- Annotated Bib Underage DrinkingDocument5 pagesAnnotated Bib Underage Drinkingapi-386165335No ratings yet
- 4k Years of Pharmacy PDFDocument810 pages4k Years of Pharmacy PDFRodel Joy Roncado Dela Cruz100% (1)
- Piping Materials - Olets The Piping Engineering WorldDocument3 pagesPiping Materials - Olets The Piping Engineering Worldrenger20150303100% (1)
- EN8 MaterialDocument2 pagesEN8 MaterialSwaran SinghNo ratings yet
- ASSDA Pickling and Passivation PDFDocument2 pagesASSDA Pickling and Passivation PDFSaiKumarNo ratings yet
- GTAW SMAW 6 Inch CSDocument1 pageGTAW SMAW 6 Inch CSKentDemeterioNo ratings yet
- Subodh Lab Pricelist Rev1Document7 pagesSubodh Lab Pricelist Rev1anubhavlNo ratings yet
- Gandhi TubesDocument6 pagesGandhi TubesmukeshkumarjNo ratings yet
- An Overview of DIN - Deutsches Institut Für Normung - Valve StandardsDocument3 pagesAn Overview of DIN - Deutsches Institut Für Normung - Valve Standardslwwwl2No ratings yet
- MEM 05012C Perform Routine Manual Metal Arc WeldingDocument107 pagesMEM 05012C Perform Routine Manual Metal Arc WeldingroostercockburnNo ratings yet
- 8 WeldingDocument43 pages8 WeldingLopez BetoNo ratings yet
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19Document12 pages2037-PL-PL-0058-FR-T-025 Dated 18.12.19Dadaso Baburao JamdarNo ratings yet
- Curriculum Vitae - 05.2018Document3 pagesCurriculum Vitae - 05.2018Navneet PandeyNo ratings yet
- 2-Asme BPVC Section Ix-2013Document2 pages2-Asme BPVC Section Ix-2013Reda ElsawyNo ratings yet
- List of en Standards: SR No Code/Standard DescriptionDocument4 pagesList of en Standards: SR No Code/Standard DescriptionAnilNo ratings yet
- EN10113 S460ML Steel Plate/sheet: Henan BEBON International Co.,ltdDocument1 pageEN10113 S460ML Steel Plate/sheet: Henan BEBON International Co.,ltdDinesh GuptaNo ratings yet
- Quality Control in Welding Repair of Pelton RunnerDocument8 pagesQuality Control in Welding Repair of Pelton RunnerDheeraj ThakurNo ratings yet
- Erw Steel Pipe Api5lb Psl1Document2 pagesErw Steel Pipe Api5lb Psl1hdierkeNo ratings yet
- Cswip - Section 16-Welding Consumables PDFDocument15 pagesCswip - Section 16-Welding Consumables PDFNsidibe Michael EtimNo ratings yet
- How To Use MPI Yokes PDFDocument12 pagesHow To Use MPI Yokes PDFAhmed Gomaa100% (1)
- A Review of Postweld Heat Treatment Code ExemptionDocument16 pagesA Review of Postweld Heat Treatment Code ExemptionrajaramcNo ratings yet
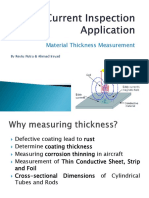
- Eddy Current Inspection ApplicationDocument13 pagesEddy Current Inspection ApplicationRestu PutraNo ratings yet
- Pumps ClassificationDocument40 pagesPumps ClassificationShan AliNo ratings yet
- ST 37Document7 pagesST 37rendra.farisrNo ratings yet
- Microsoft PowerPoint - 5-Sheet MetalworkingDocument26 pagesMicrosoft PowerPoint - 5-Sheet MetalworkingRama SatriotamaNo ratings yet
- Michelin Military Tyres Data BookDocument5 pagesMichelin Military Tyres Data BookDani Quirante Flaaut EtcNo ratings yet
- TighteningofStructuralBolts 31-35Document5 pagesTighteningofStructuralBolts 31-35masaud akhtarNo ratings yet
- Pipeline Support1Document18 pagesPipeline Support1Mohamed RishaNo ratings yet
- NipoflangeDocument13 pagesNipoflangeAchraf BoudayaNo ratings yet
- Norme For WeldingDocument3 pagesNorme For Weldingsirambo1No ratings yet
- E1 Tensile TestDocument13 pagesE1 Tensile TestFirzana AmiraNo ratings yet
- Na 131121Document50 pagesNa 131121Mukund KashyapNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Documentation of Welding Procedure TestDocument5 pagesDocumentation of Welding Procedure Testrty2No ratings yet
- Compare S235JR, E250BRDocument6 pagesCompare S235JR, E250BRGANESHNo ratings yet
- Manual Técnico de Parafusos - BOSSARDDocument85 pagesManual Técnico de Parafusos - BOSSARDRenato Caldas100% (1)
- Coating Thickness: MeasurementDocument3 pagesCoating Thickness: Measurementjmpateiro1985No ratings yet
- Plate Analysis: Floor and Deck SlabsDocument20 pagesPlate Analysis: Floor and Deck SlabsDobromir DinevNo ratings yet
- GB-T 232-2010 Metallic Materials-Bend TestDocument14 pagesGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.No ratings yet
- BSP ThreadsDocument6 pagesBSP ThreadsVinod YbNo ratings yet
- WeldingDocument21 pagesWeldingprabhatkumar_6657012No ratings yet
- Effects of Root Gap and Bevel AngelDocument74 pagesEffects of Root Gap and Bevel AngeldaimaheshNo ratings yet
- Jis G3452Document7 pagesJis G3452Bahtiar Anak LaNangNo ratings yet
- UG-84 - Changes in 2017 EditionDocument38 pagesUG-84 - Changes in 2017 EditionDelil Ozan100% (1)
- BS en 10001-1991 (1999) PDFDocument14 pagesBS en 10001-1991 (1999) PDFBravo RdNo ratings yet
- Pipe Spec ComparisonDocument2 pagesPipe Spec ComparisonKazi Anwarul Azim SohelNo ratings yet
- BS en 13775-6-2004Document18 pagesBS en 13775-6-2004Abu Alhassan A.No ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Weld Unit Calibration Meter Certification ProceduresDocument1 pageWeld Unit Calibration Meter Certification ProceduresPascal DumontNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinestejassidhpuraNo ratings yet
- Tube Drawing ProcessDocument5 pagesTube Drawing ProcessNavneet SinghNo ratings yet
- Cold Drawn Seamless For Heat Exchangers and BoilersDocument12 pagesCold Drawn Seamless For Heat Exchangers and BoilersmuhammadsaliNo ratings yet
- Steel Data ChartDocument2 pagesSteel Data Chartsmartcad60No ratings yet
- Holiday Detector PoroTest 7 enDocument4 pagesHoliday Detector PoroTest 7 enabcNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Introduction To Welded Pipe ManufacturingDocument6 pagesIntroduction To Welded Pipe Manufacturingana danNo ratings yet
- Welded Pipe ProcessDocument3 pagesWelded Pipe Processana danNo ratings yet
- Piping ComponentsDocument26 pagesPiping ComponentsVarun Patel100% (1)
- Weldings On PipeDocument4 pagesWeldings On PipeImran AkhtarNo ratings yet
- Piping Components EbookDocument45 pagesPiping Components Ebooksrinivasanssc100% (2)
- Introduction To Welded Pipe ManufacturingDocument6 pagesIntroduction To Welded Pipe Manufacturingana danNo ratings yet
- Welded Pipe ProcessDocument3 pagesWelded Pipe Processana danNo ratings yet
- Advanced Thermo Physical DataDocument10 pagesAdvanced Thermo Physical Dataana danNo ratings yet
- Model BVC+CASH FLOW+VNPDocument40 pagesModel BVC+CASH FLOW+VNPana danNo ratings yet
- Curs LB MaghiaraDocument50 pagesCurs LB Maghiaraana danNo ratings yet
- APP Suggested Apprentice Body Piercer Guidelines and Curriculum 2020 Edition Version 3Document18 pagesAPP Suggested Apprentice Body Piercer Guidelines and Curriculum 2020 Edition Version 3JulioNo ratings yet
- Learn Jazz Piano, by Scot RanneyDocument4 pagesLearn Jazz Piano, by Scot RanneyslowloveNo ratings yet
- 0032 CervicalCancerScreeningForm NCQA PDFDocument17 pages0032 CervicalCancerScreeningForm NCQA PDFkamayani_prNo ratings yet
- The Effect of Career Development and Job Satisfaction On The Commitment of Employee Organizations of Pt. Tatamulia Nusantara IndahDocument7 pagesThe Effect of Career Development and Job Satisfaction On The Commitment of Employee Organizations of Pt. Tatamulia Nusantara IndahInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Lab Report Water Potential FinalDocument6 pagesLab Report Water Potential Finalade2001fr3113No ratings yet
- VELSEYONDocument9 pagesVELSEYONLeads CoderNo ratings yet
- Makalah Morphology PDFDocument13 pagesMakalah Morphology PDFTiara WardoyoNo ratings yet
- Item Analysis MPS-Q1Document6 pagesItem Analysis MPS-Q1Acebron AcederaNo ratings yet
- CHST Complete GuideDocument24 pagesCHST Complete GuideFuzail AyazNo ratings yet
- 20.App-Effect of Weeds and Their Management in Transplanted Rice - A ReviewDocument16 pages20.App-Effect of Weeds and Their Management in Transplanted Rice - A ReviewImpact JournalsNo ratings yet
- Lecture04 AnnotatedDocument25 pagesLecture04 AnnotatedLevi HackermanNo ratings yet
- QuizDocument29 pagesQuizCHESKA BEBENo ratings yet
- The Present Value Model Under UncertaintyDocument1 pageThe Present Value Model Under UncertaintyMaradewiNo ratings yet
- Four Types of Assessment For NursingDocument2 pagesFour Types of Assessment For NursingAurora Guzman Dalapag100% (1)
- Practical Research 1Document9 pagesPractical Research 1Ryan Rey SerbasNo ratings yet
- Ah Xiang - History of China To 1912 PDFDocument558 pagesAh Xiang - History of China To 1912 PDFKarthikeya MulaNo ratings yet
- PSE72-600-70 Softstarter: Product-DetailsDocument4 pagesPSE72-600-70 Softstarter: Product-DetailsEdbaac BANo ratings yet
- 9820gb180le 210Document31 pages9820gb180le 210BaggerkingNo ratings yet
- Self-Healing Material Bacterial Concrete: Ravindranatha, N. Kannan, Likhit M. LDocument4 pagesSelf-Healing Material Bacterial Concrete: Ravindranatha, N. Kannan, Likhit M. LRahul KumarNo ratings yet
- Pestel Analysis of UnileverDocument37 pagesPestel Analysis of UnileverAnas khanNo ratings yet
- Pao NCPDocument3 pagesPao NCPJay VillasotoNo ratings yet
- Credits: Special ThanksDocument18 pagesCredits: Special ThanksSimon FrolovNo ratings yet
- Classroll Company ProfileDocument9 pagesClassroll Company ProfileMustafamobilyaprojeNo ratings yet
- CSEC Social Studies June 2015Document9 pagesCSEC Social Studies June 2015mickaylia greenNo ratings yet
- Laura GirellaDocument35 pagesLaura GirellaRitaNo ratings yet
- Eutech PC 450: PH / MV / Conductivity / Total Dissolved Solids / Salinity / TemperatureDocument1 pageEutech PC 450: PH / MV / Conductivity / Total Dissolved Solids / Salinity / TemperatureYuhalimih TechnicalNo ratings yet
- Principles of Mercantalism, How Did England Implement ThemDocument4 pagesPrinciples of Mercantalism, How Did England Implement ThemGunjan MadanNo ratings yet
- Chapter-2 Rectification of ErrorDocument8 pagesChapter-2 Rectification of ErrorprascribdNo ratings yet