You might also like
- 01 Well Head ComponentsDocument46 pages01 Well Head ComponentsKhanh Pham Minh100% (7)
- PO No 2037-PL-PL-0058 Inspection Notification No-015 r1 PDFDocument1 pagePO No 2037-PL-PL-0058 Inspection Notification No-015 r1 PDFDadaso Baburao JamdarNo ratings yet
- PO No 2037-PL-PL-0058 Inspection Notification No-015 r1 PDFDocument1 pagePO No 2037-PL-PL-0058 Inspection Notification No-015 r1 PDFDadaso Baburao JamdarNo ratings yet
- Visual Inspection Checklist PipingDocument2 pagesVisual Inspection Checklist PipingshifaNo ratings yet
- Scope Management Plan TemplateDocument10 pagesScope Management Plan TemplateAlessandro Rota100% (1)
- Pt. Astar Testing & InspectionDocument2 pagesPt. Astar Testing & InspectionSASINo ratings yet
- OTC Drug ListDocument7 pagesOTC Drug ListHong Diem100% (1)
- Journal BeringDocument8 pagesJournal BeringpelakupasarNo ratings yet
- Welding and Inspection ExpertiseDocument6 pagesWelding and Inspection ExpertiseFirozeNo ratings yet
- 2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDocument22 pages2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDadaso Baburao JamdarNo ratings yet
- 2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDocument22 pages2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDadaso Baburao JamdarNo ratings yet
- 9Lm, Go: - Tsop. ( ? "' R.. 'I'Document2 pages9Lm, Go: - Tsop. ( ? "' R.. 'I'Mithil Naik GaunkerNo ratings yet
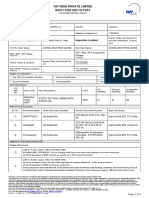
- Tuv India Private Limited: Inspection Visit ReportDocument5 pagesTuv India Private Limited: Inspection Visit ReportAkhtar aliNo ratings yet
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Document2 pagesPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya BaraniNo ratings yet
- IVR-8117994011-01 - Rev.00Document6 pagesIVR-8117994011-01 - Rev.00Abhay KarandeNo ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless PipeashokkahirwarNo ratings yet
- 2037-PL-PL-0058-IR-T-014 Dated 10.12.19Document16 pages2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dadaso Baburao Jamdar100% (1)
- 2037-PL-PL-0058-IR-T-014 Dated 10.12.19Document16 pages2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dadaso Baburao Jamdar100% (1)
- Inspection Report for Duqm Refinery Project Hot Induction BendsDocument18 pagesInspection Report for Duqm Refinery Project Hot Induction BendsDadaso Baburao JamdarNo ratings yet
- Duqm Refinery Project EPC Package 2 - Utilities and OffsitesDocument2 pagesDuqm Refinery Project EPC Package 2 - Utilities and OffsitesDadaso Baburao JamdarNo ratings yet
- ASME IX Questions Anwser PDFDocument22 pagesASME IX Questions Anwser PDFMOHANNo ratings yet
- Sample Report AudioDocument33 pagesSample Report AudioraulNo ratings yet
- SWRO-200C Operation Manual AppendicesDocument38 pagesSWRO-200C Operation Manual AppendicestonbaldinNo ratings yet
- 001 Inspection - Report - INTEC (05 - 07102015) PDFDocument7 pages001 Inspection - Report - INTEC (05 - 07102015) PDFfitroh_hzNo ratings yet
- Duqm Refinery Project EPC Package 2 Utilities and Offsites Contract No CNT-1100-1000-007 INSPECTION RELEASE NOTEDocument2 pagesDuqm Refinery Project EPC Package 2 Utilities and Offsites Contract No CNT-1100-1000-007 INSPECTION RELEASE NOTEDadaso Baburao JamdarNo ratings yet
- Mill Test Certificate: Customer Name/Address StampDocument1 pageMill Test Certificate: Customer Name/Address StampD S Sagar TripuramalluNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- Duqm Refinery Project EPC Package 2 Utilities and Offsites Contract No CNT-1100-1000-007 INSPECTION RELEASE NOTEDocument2 pagesDuqm Refinery Project EPC Package 2 Utilities and Offsites Contract No CNT-1100-1000-007 INSPECTION RELEASE NOTEDadaso Baburao JamdarNo ratings yet
- Duqm Refinery Utilities Project Inspection ReportDocument22 pagesDuqm Refinery Utilities Project Inspection ReportDadaso Baburao JamdarNo ratings yet
- 2037-PL-PL-0058-IR-T-015 Dated 18.12.19-IRN IRDocument22 pages2037-PL-PL-0058-IR-T-015 Dated 18.12.19-IRN IRDadaso Baburao JamdarNo ratings yet
- Industry & Facilities Inspection ReportDocument10 pagesIndustry & Facilities Inspection Reportkbpatel123No ratings yet
- Bis-Dk-Ut 1152 - 1200-24-VC01Document6 pagesBis-Dk-Ut 1152 - 1200-24-VC01TomasPavlovicNo ratings yet
- Saudi Aramco WPS Procedure ApprovalDocument7 pagesSaudi Aramco WPS Procedure ApprovalAkansha SharmaNo ratings yet
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19 PDFDocument14 pages2037-PL-PL-0058-FR-T-025 Dated 18.12.19 PDFDadaso Baburao JamdarNo ratings yet
- Alstom IRDocument4 pagesAlstom IRkasi reddyNo ratings yet
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDocument3 pagesIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNo ratings yet
- SonoAce R7 v3.01.00 EDocument544 pagesSonoAce R7 v3.01.00 EEcomedical PlussNo ratings yet
- 120 PDFDocument28 pages120 PDFqczoomenNo ratings yet
- Coflexip Hose (Tr1-031851clm303)Document1 pageCoflexip Hose (Tr1-031851clm303)RonniNo ratings yet
- Procurement Services: Industry & Facilities DivisionDocument6 pagesProcurement Services: Industry & Facilities DivisionVikas Mani TripathiNo ratings yet
- Trisyl Silica Gel: For Oils/Fats and Biofuel RefiningDocument4 pagesTrisyl Silica Gel: For Oils/Fats and Biofuel RefiningJosé Mauricio Bonilla TobónNo ratings yet
- Quotation - Cotation: Description Du Travail / Work DescriptionDocument1 pageQuotation - Cotation: Description Du Travail / Work DescriptionmkpqNo ratings yet
- The Taste of Tradition: Submitted byDocument14 pagesThe Taste of Tradition: Submitted byvijay malikNo ratings yet
- Visit Report: TUV Control No.: TUV SAP No: 8115236437 (Branch: Report NoDocument4 pagesVisit Report: TUV Control No.: TUV SAP No: 8115236437 (Branch: Report NoVinay YadavNo ratings yet
- LTHEDocument5 pagesLTHEMohit Goswami100% (1)
- INSPECTION REPORTDocument3 pagesINSPECTION REPORTsheikmoinNo ratings yet
- Intro To GymnasticsDocument69 pagesIntro To GymnasticsMichaela Celerio50% (2)
- Client / Project: Vendor / Subvendor: PO No. / Sub O. No. DateDocument2 pagesClient / Project: Vendor / Subvendor: PO No. / Sub O. No. DatePradip Tapan BanerjeeNo ratings yet
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocument5 pagesWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNo ratings yet
- Training Records TPL5013Document6 pagesTraining Records TPL5013Pradip Tapan Banerjee100% (1)
- 57 PQRDocument13 pages57 PQRAbdul Tri Hamdani HamdaniNo ratings yet
- WPQ Ejcom Nr476Document13 pagesWPQ Ejcom Nr476Touil HoussemNo ratings yet
- Pmi Louis Proserv 3Document6 pagesPmi Louis Proserv 3Ebit TrisnoNo ratings yet
- CV Mechanical Engineer 15 Years Project ExperienceDocument3 pagesCV Mechanical Engineer 15 Years Project ExperienceNavneet PandeyNo ratings yet
- WELDER PERFORMANCE QUALIFICATION TEST REPORTDocument1 pageWELDER PERFORMANCE QUALIFICATION TEST REPORTKentDemeterioNo ratings yet
- ACG 22 Requirements For Lifting Equipment Inspection BodiesDocument14 pagesACG 22 Requirements For Lifting Equipment Inspection BodiesramodNo ratings yet
- ASSDA Pickling and Passivation PDFDocument2 pagesASSDA Pickling and Passivation PDFSaiKumarNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Qap Gate ValveDocument1 pageQap Gate ValveAjit PatilNo ratings yet
- PWHT ReportsDocument1 pagePWHT ReportsKarthikNo ratings yet
- Flash Report-2016-2-16Document3 pagesFlash Report-2016-2-16sujinlongNo ratings yet
- 1303-9 Chain Sling..Document2 pages1303-9 Chain Sling..khalilNo ratings yet
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- Investigation ReportDocument9 pagesInvestigation ReportAditya PrajasNo ratings yet
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocument9 pages2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNo ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- Penetrameter SelectionDocument13 pagesPenetrameter SelectionShailendra BhadoriaNo ratings yet
- Defective Sample & PhotographsDocument10 pagesDefective Sample & PhotographssanNo ratings yet
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Document4 pagesProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Macrographic Examination Report: Fillet SizeDocument1 pageMacrographic Examination Report: Fillet SizenourhenNo ratings yet
- Inspection DishendDocument5 pagesInspection DishendVarun MalhotraNo ratings yet
- Form UT, MT, PT, RTDocument5 pagesForm UT, MT, PT, RTLuong Ho Vu100% (1)
- WI-INSP-04 R0 Work Instruction-Agitator InspDocument2 pagesWI-INSP-04 R0 Work Instruction-Agitator InspRakesh MishraNo ratings yet
- Fit - Up and Visual Examination Report: Attachment Drawing Joint DetailDocument1 pageFit - Up and Visual Examination Report: Attachment Drawing Joint DetailMuhammad Fitransyah Syamsuar Putra100% (1)
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- ASME CertificationDocument3 pagesASME Certificationtamim2014No ratings yet
- Duqm Refinery Project EPC Package 2 - Utilities and OffsitesDocument2 pagesDuqm Refinery Project EPC Package 2 - Utilities and OffsitesDadaso Baburao JamdarNo ratings yet
- PO Ordered Pipe BendsDocument4 pagesPO Ordered Pipe BendsDadaso Baburao JamdarNo ratings yet
- Duqm Refinery Project EPC Package 2 - Utilities and OffsitesDocument2 pagesDuqm Refinery Project EPC Package 2 - Utilities and OffsitesDadaso Baburao JamdarNo ratings yet
- Pathology AIIMSDocument26 pagesPathology AIIMSvkNo ratings yet
- SordariaDocument31 pagesSordariaapi-251288828No ratings yet
- General Biology 1 - Power Point Presentation (Group 8)Document14 pagesGeneral Biology 1 - Power Point Presentation (Group 8)Archan Dom ReyesNo ratings yet
- Main Receiving Station PDFDocument8 pagesMain Receiving Station PDFPrakash Kumar0% (1)
- Order - Judgement Query Coram WiseDocument13 pagesOrder - Judgement Query Coram Wisesatish_CJNo ratings yet
- Population Ecology: Aecc-I +3 1 YearDocument32 pagesPopulation Ecology: Aecc-I +3 1 YearAnita kumari SahuNo ratings yet
- PackageCare Maintenance ChecklistDocument1 pagePackageCare Maintenance ChecklistBùi ViệtNo ratings yet
- C612Document5 pagesC612dinhtung2210100% (1)
- Tutorial Sheet 4Document2 pagesTutorial Sheet 4Syed YousufuddinNo ratings yet
- Mcimt NDT Kids at 1Document12 pagesMcimt NDT Kids at 1api-485106673No ratings yet
- Roof Construction Dr. Fixit Newcoat PDFDocument1 pageRoof Construction Dr. Fixit Newcoat PDFRishabh VijayNo ratings yet
- A Toxicity Study of Methanolic Extract of Calliandra Surinamensis Seeds On Liver Functions in RodentsDocument9 pagesA Toxicity Study of Methanolic Extract of Calliandra Surinamensis Seeds On Liver Functions in RodentsMediterr J Pharm Pharm SciNo ratings yet
- Chery Amulet 1,6 Engine Service ManualDocument76 pagesChery Amulet 1,6 Engine Service ManualG x HxhNo ratings yet
- Nursing Care of The Patient Undergoing Lumbar Spinal Fusion: ReviewsDocument10 pagesNursing Care of The Patient Undergoing Lumbar Spinal Fusion: ReviewsMuammar100% (1)
- Indian Pharmacopiea 2007Document73 pagesIndian Pharmacopiea 2007Deepak ShahNo ratings yet
- Manoshe Street Takeaway MenuDocument9 pagesManoshe Street Takeaway MenuimaddakrNo ratings yet
- Market ReseachDocument3 pagesMarket ReseachSam Cy PuyalesNo ratings yet
- WorkbookEdition 12 A Theory of HumorismDocument4 pagesWorkbookEdition 12 A Theory of HumorismMabel Ferr50% (2)
- Providing Shelter and Safety: A Proposed Evacuation and Rehabilitation Center for Masbate CityDocument62 pagesProviding Shelter and Safety: A Proposed Evacuation and Rehabilitation Center for Masbate CityBenjamae MaqueNo ratings yet
- Deliver VALUE and RENEWABLE FUTUREDocument30 pagesDeliver VALUE and RENEWABLE FUTUREAlexandru SuciuNo ratings yet
- 03 - 03 Product Index PDFDocument5 pages03 - 03 Product Index PDFWilder Fernando Vilca OreNo ratings yet
- Gaggia Cadorna Milk Full Instruction ManualDocument76 pagesGaggia Cadorna Milk Full Instruction ManualKanen Coffee, LLC.No ratings yet