You might also like
- API 571 Notes ImportantDocument6 pagesAPI 571 Notes ImportantMalik Ansar Hayat100% (1)
- Stainless Steel Corrosion in Acidic EnvironmentsDocument10 pagesStainless Steel Corrosion in Acidic EnvironmentsPrateep UntimanonNo ratings yet
- Corrosion Mechanisms - Material Selection and Corrosion Control (Technip Italy)Document148 pagesCorrosion Mechanisms - Material Selection and Corrosion Control (Technip Italy)ah1525100% (3)
- CPHFD 011Document7 pagesCPHFD 011Napoleon DasNo ratings yet
- Corrosion and its Consequences for Reinforced Concrete StructuresFrom EverandCorrosion and its Consequences for Reinforced Concrete StructuresNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- DIN 6700-2 Standard for Welding of Rail VehiclesDocument27 pagesDIN 6700-2 Standard for Welding of Rail Vehicles0502ravi100% (1)
- Damage Mechanisms For API 653Document10 pagesDamage Mechanisms For API 653Saran KumarNo ratings yet
- API Self NotesDocument13 pagesAPI Self NotesOwais AlamNo ratings yet
- Polythionic Acid Stress Corrosion CrackingDocument4 pagesPolythionic Acid Stress Corrosion CrackingpmkarNo ratings yet
- SCC of Ss in NAOHDocument9 pagesSCC of Ss in NAOHKarna2504No ratings yet
- Stress Corrosion CrackingDocument4 pagesStress Corrosion CrackingVeky PamintuNo ratings yet
- Thermal fatigue and brittle fracture mechanismsDocument3 pagesThermal fatigue and brittle fracture mechanismsSimbu Arasan100% (1)
- NACE-Stress Corrosion Cracking (SCC)Document3 pagesNACE-Stress Corrosion Cracking (SCC)Mohamed AtefNo ratings yet
- Stress Corrosion CrackingDocument3 pagesStress Corrosion CrackingQaisir MehmoodNo ratings yet
- Materials Selection For Corrosion PreventionDocument61 pagesMaterials Selection For Corrosion PreventionJeremy Coleman100% (1)
- Stress Corrosion CrackingDocument2 pagesStress Corrosion CrackingrenatobellarosaNo ratings yet
- Stress-Corrosion Cracking (SCC) : TheoryDocument4 pagesStress-Corrosion Cracking (SCC) : Theorykitt poungNo ratings yet
- Parr Stress Crack Corrosion InfoDocument8 pagesParr Stress Crack Corrosion InfoBangkit Rachmat HilcaNo ratings yet
- Boiler Tube Investigation PDFDocument6 pagesBoiler Tube Investigation PDFHussseinmubarkNo ratings yet
- Graphitization and corrosion mechanisms in carbon steelDocument10 pagesGraphitization and corrosion mechanisms in carbon steelAndiappan PillaiNo ratings yet
- Chloride Stress Corrosion Cracking of Austenitic Stainless SteelDocument6 pagesChloride Stress Corrosion Cracking of Austenitic Stainless SteelMohamed AtefNo ratings yet
- Boiler Tube InvestigationDocument6 pagesBoiler Tube InvestigationWaleed EmaraNo ratings yet
- Focus On Caustic Stress Corrosion CrackingDocument2 pagesFocus On Caustic Stress Corrosion Crackingcoolguy12345No ratings yet
- Boiler Tube InvestigationDocument4 pagesBoiler Tube InvestigationyogeshthesiyaNo ratings yet
- RA151 28pgDocument31 pagesRA151 28pgpipedown456No ratings yet
- Mechanical FatigueDocument6 pagesMechanical FatigueRamyMoustafaNo ratings yet
- Stress Corrosion CrackingDocument16 pagesStress Corrosion CrackingzaxaderNo ratings yet
- Stress Corrosion: CrackingDocument16 pagesStress Corrosion: CrackingvincrediableNo ratings yet
- Prosek Et Al 2009 Low Temperature SCC of SS in AtmosphereDocument13 pagesProsek Et Al 2009 Low Temperature SCC of SS in AtmosphereJesus Brown100% (1)
- Failure Modes of RBIDocument5 pagesFailure Modes of RBIMuhammad OmarNo ratings yet
- High Temperature Stainless Steels - Pubs - 91981742Document16 pagesHigh Temperature Stainless Steels - Pubs - 91981742OttoKumpuNo ratings yet
- General CorrosionDocument15 pagesGeneral CorrosionMihajloDjurdjevicNo ratings yet
- Ferritic 9Cr1Mo Alloy Selected for PFBR Steam Generator TubesDocument4 pagesFerritic 9Cr1Mo Alloy Selected for PFBR Steam Generator TubesrkukgNo ratings yet
- Hydrogen EmbrittlementDocument2 pagesHydrogen EmbrittlementAbhik BanerjeeNo ratings yet
- 4-API RP-571 - Chapter 4-5 Environmental DamagesDocument74 pages4-API RP-571 - Chapter 4-5 Environmental DamagesLily & Ameer لى لى و أمير100% (2)
- Anil Vaghamshi ContentDocument6 pagesAnil Vaghamshi ContentDevashish JoshiNo ratings yet
- Leaflet Corrosion of Arcelor MittalDocument6 pagesLeaflet Corrosion of Arcelor MittalKaushik PatelNo ratings yet
- Corrosion ReferencesDocument6 pagesCorrosion ReferencesKimai BrackenNo ratings yet
- Corrosion of Stainless SteelDocument10 pagesCorrosion of Stainless SteelRizky Ilham DescarianNo ratings yet
- Stress Corrosion Cracking-SandvikDocument4 pagesStress Corrosion Cracking-Sandvikkrishna_pipingNo ratings yet
- Internal Corrosion Oil & Gas Industry Part.2Document91 pagesInternal Corrosion Oil & Gas Industry Part.2Mada TetoNo ratings yet
- Piping MaterialDocument45 pagesPiping MaterialLcm TnlNo ratings yet
- CuiDocument6 pagesCuiأحمد صبحىNo ratings yet
- NACE-2001-SCC in Steam ServiceDocument14 pagesNACE-2001-SCC in Steam ServiceBrandon HathawayNo ratings yet
- CorrosionDocument159 pagesCorrosionLearning-Key for SUCCESS YadavNo ratings yet
- Chloride Induced Stress Corrosion Cracking (CISCC) in PipelinesDocument6 pagesChloride Induced Stress Corrosion Cracking (CISCC) in PipelinesMohamed AtefNo ratings yet
- AVESTA How To Weld Duplex SteelDocument20 pagesAVESTA How To Weld Duplex SteelGMacella100% (1)
- Corrosion Analysis of Stainless Steel: Seifedine KadryDocument9 pagesCorrosion Analysis of Stainless Steel: Seifedine KadryMarcos GonzalezNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Cuni3Si: Uns:C70250, C70320 En:Cw112CDocument14 pagesCuni3Si: Uns:C70250, C70320 En:Cw112CandrecbarbosaNo ratings yet
- Tata Steel Bright Bar Datsheet July 2013Document2 pagesTata Steel Bright Bar Datsheet July 2013Chintan ShahNo ratings yet
- Manufacturing: ProcessDocument22 pagesManufacturing: ProcessKKNo ratings yet
- Dillimax 690 eDocument4 pagesDillimax 690 ePrabhakar TiwariNo ratings yet
- CL3 Exploded View PDFDocument10 pagesCL3 Exploded View PDFNOEL RODRIGUEZNo ratings yet
- Saffire Welding Cutting and Process Nozzles 1Document2 pagesSaffire Welding Cutting and Process Nozzles 1Steve SilverwoodNo ratings yet
- Grain-Oriented Electrical SteelDocument11 pagesGrain-Oriented Electrical SteelMakhlouf HamideNo ratings yet
- Colorants and Opacifiers PDFDocument7 pagesColorants and Opacifiers PDFSiddharthapachisiaNo ratings yet
- Snug CottageDocument36 pagesSnug CottageSunrise Custom Fence East IncNo ratings yet
- Minerals Associated With LateritesDocument14 pagesMinerals Associated With LateritesD'leh EvoletNo ratings yet
- Reyes Activity 5 MPDDocument17 pagesReyes Activity 5 MPDMariel Enhaynes ReyesNo ratings yet
- Casting Processes OverviewDocument6 pagesCasting Processes OverviewAlpNo ratings yet
- Asme SB 381 & Astm B 381Document1 pageAsme SB 381 & Astm B 381jung-57No ratings yet
- Modelling of Pitting Corrosion in Marine and Offshore SteelDocument24 pagesModelling of Pitting Corrosion in Marine and Offshore SteelRagerishcire KanaalaqNo ratings yet
- SMAW Safety and PrinciplesDocument34 pagesSMAW Safety and Principlesponnivalavans_994423No ratings yet
- Astm A209 A209mDocument3 pagesAstm A209 A209msantoshNo ratings yet
- Lanthanides: - LanthanumDocument6 pagesLanthanides: - LanthanumlolNo ratings yet
- Special Report CHINA FOUNDRY The Role AnDocument12 pagesSpecial Report CHINA FOUNDRY The Role AnSUNDRAMNAGANo ratings yet
- Origin of Damascus Steel PDFDocument9 pagesOrigin of Damascus Steel PDFMas Arman TewoNo ratings yet
- Properties of Engineering Materials 2Document12 pagesProperties of Engineering Materials 2Douglas Kufre-Abasi GilbertNo ratings yet
- Aluminium Prices PDFDocument13 pagesAluminium Prices PDFRachmatullaNo ratings yet
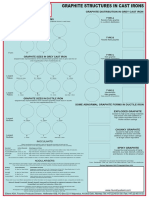
- Graphite Structures in Cast Irons ELKEMDocument1 pageGraphite Structures in Cast Irons ELKEMVishal NangareNo ratings yet
- Hot and Cold Metalworking Processes ComparisonDocument227 pagesHot and Cold Metalworking Processes ComparisonHardik ChhabraNo ratings yet
- The Effect of Water Content On The Electropolishing Behavior of Inconel 718 AlloyDocument6 pagesThe Effect of Water Content On The Electropolishing Behavior of Inconel 718 AlloyOmaru NimagaNo ratings yet
- Universal Impact TestingDocument1 pageUniversal Impact TestingSHRI GANAPATHY INDUSTRIESNo ratings yet
- PengantarDocument7 pagesPengantarLazuardi Akmal IslamiNo ratings yet
- Not For Production Use (For Reference Only) : ASTM A778-01Document1 pageNot For Production Use (For Reference Only) : ASTM A778-01Abu Bakr AsharefNo ratings yet
- Outdoor and indoor lighting product inventory listDocument19 pagesOutdoor and indoor lighting product inventory listUjay DaniNo ratings yet