You might also like
- Yu-Xie-Synthesis and Characterization of Monodispersed CopperDocument6 pagesYu-Xie-Synthesis and Characterization of Monodispersed CopperrobertsalazarruizNo ratings yet
- Materials Chemistry and PhysicsDocument7 pagesMaterials Chemistry and PhysicsandrearinandaNo ratings yet
- Equilibrium Uptake, Isotherm and Kinetic Studies of CD (II) Adsorption Onto Iron Oxide Activated Red Mud From Aqueous SolutionDocument11 pagesEquilibrium Uptake, Isotherm and Kinetic Studies of CD (II) Adsorption Onto Iron Oxide Activated Red Mud From Aqueous SolutionĐỗ Quang TháiNo ratings yet
- Zinc Recovery From Electric-Arc Furnace Dust by Hydrochloric Leaching and Bi-Electrolyte ElectrolysisDocument8 pagesZinc Recovery From Electric-Arc Furnace Dust by Hydrochloric Leaching and Bi-Electrolyte ElectrolysisLuis AnzaNo ratings yet
- Applied Catalysis A: General: Wei Di, Jihong Cheng, Shuxun Tian, Jing Li, Jingyun Chen, Qi SunDocument16 pagesApplied Catalysis A: General: Wei Di, Jihong Cheng, Shuxun Tian, Jing Li, Jingyun Chen, Qi Sun李承家No ratings yet
- CeriaDocument6 pagesCeriasolojavedNo ratings yet
- Sn, Bi, Cu Recovery from Solder PasteDocument22 pagesSn, Bi, Cu Recovery from Solder PasteErdi Sofyandra AdikriNo ratings yet
- Boosting Hydrogen Production From Steam Reforming of Ethanol On NickelDocument13 pagesBoosting Hydrogen Production From Steam Reforming of Ethanol On NickelDana MateiNo ratings yet
- Ion Exchange Spent Catalyst Nguyen2013Document5 pagesIon Exchange Spent Catalyst Nguyen2013Michael ChandraNo ratings yet
- Two-Step Water Splitting by Cerium Oxide-based Red (1)Document7 pagesTwo-Step Water Splitting by Cerium Oxide-based Red (1)Vojtech VolozsnaiNo ratings yet
- Ozone Chalcopyrite Leaching OptimizationDocument12 pagesOzone Chalcopyrite Leaching OptimizationSEBASTIÁN IGNACIO OÑATENo ratings yet
- Efectt of CaoDocument11 pagesEfectt of CaoAlfonso RamosNo ratings yet
- 1 s2.0 S0360319919308778 MainDocument8 pages1 s2.0 S0360319919308778 Mainkhan47pkNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Reducing Nickel from Low-Grade Laterite Ore Using Solid-State DeoxidationDocument7 pagesReducing Nickel from Low-Grade Laterite Ore Using Solid-State Deoxidationjeha kunramadiNo ratings yet
- Oxidacion Con Fenton y AluminioDocument7 pagesOxidacion Con Fenton y AluminioLeoncio UturiNo ratings yet
- Dual Ni Active Sites Mediated by in To Separate Ethane Ac - 2023 - Applied CatalDocument13 pagesDual Ni Active Sites Mediated by in To Separate Ethane Ac - 2023 - Applied CatalDana MateiNo ratings yet
- Cu Vs AsDocument10 pagesCu Vs AsMaysam MohamNo ratings yet
- IR Ni LanthanaDocument6 pagesIR Ni LanthanaNelly RojasNo ratings yet
- Mukongo d1 2009Document26 pagesMukongo d1 2009Erick KazangaNo ratings yet
- Oh2020-Enhanced Stability and Electrocatalytic Activity of Graphene On Coppernickel Alloys For Hydrogen Production From WastewaterDocument9 pagesOh2020-Enhanced Stability and Electrocatalytic Activity of Graphene On Coppernickel Alloys For Hydrogen Production From WastewaterK A ThomasNo ratings yet
- Catalysts For The Production of Styrene From Ethylbenzene: Redox and Deactivation StudyDocument7 pagesCatalysts For The Production of Styrene From Ethylbenzene: Redox and Deactivation StudymurtadaNo ratings yet
- Adsorption of Heavy Metal Ions From Aqueous Solution by Fly Ash AllinorDocument5 pagesAdsorption of Heavy Metal Ions From Aqueous Solution by Fly Ash Allinorlita darmayantiNo ratings yet
- Effects of Thermal Preoxidation on Reductive Leaching of IlmeniteDocument7 pagesEffects of Thermal Preoxidation on Reductive Leaching of Ilmeniteyis crbNo ratings yet
- Application of The Electrocoagulation Technique For Treating Heavy Metals Containing Wastewater From The Pickling Process of A Billet Plant FulltextDocument8 pagesApplication of The Electrocoagulation Technique For Treating Heavy Metals Containing Wastewater From The Pickling Process of A Billet Plant FulltextMardaru AnamariaNo ratings yet
- J Jcat 2009 10 022Document12 pagesJ Jcat 2009 10 022Elisabeta StamateNo ratings yet
- h2 O2 ProductionDocument9 pagesh2 O2 ProductionVaibhav ChaudharyNo ratings yet
- Review Paper 10Document9 pagesReview Paper 10Jayvir AtodariyaNo ratings yet
- 1 s2.0 S0925838823007831 MainDocument10 pages1 s2.0 S0925838823007831 Main2550860067sxbNo ratings yet
- Metal Recovery From Spent Stainless Steel Pickling SolutionsDocument6 pagesMetal Recovery From Spent Stainless Steel Pickling SolutionsYuliana Maria Gomez AgudeloNo ratings yet
- 1 s2.0 S0360319922005614 MainDocument11 pages1 s2.0 S0360319922005614 MainĐẳng TrịnhNo ratings yet
- Gold Recovery From Chloride Leaching Solutions by Electrodeposition-Redox Replacement MethodDocument9 pagesGold Recovery From Chloride Leaching Solutions by Electrodeposition-Redox Replacement MethodarodriguezhNo ratings yet
- Low-Density Nanoporous Iron Foams Synthesized by Sol-Gel AutocombustionDocument7 pagesLow-Density Nanoporous Iron Foams Synthesized by Sol-Gel AutocombustionJahidul IslamNo ratings yet
- Synthesis of Coal O Spinel From Cobalt-Loaded Zeolite-A: American Journal of Engineering Research (Ajer)Document7 pagesSynthesis of Coal O Spinel From Cobalt-Loaded Zeolite-A: American Journal of Engineering Research (Ajer)AJER JOURNALNo ratings yet
- Sulfation Roasting Mechanism For Spent Lithium-IonDocument10 pagesSulfation Roasting Mechanism For Spent Lithium-Ionpedro_cabezas_2No ratings yet
- Recycling Lithium and Cobalt From LIBs Using Microwave As - 2022 - Materials CheDocument9 pagesRecycling Lithium and Cobalt From LIBs Using Microwave As - 2022 - Materials CherinoamisatoNo ratings yet
- Treatment of Tannery Wastewater by ElectrocoagulationDocument6 pagesTreatment of Tannery Wastewater by ElectrocoagulationTônHưngNo ratings yet
- A Brief Comparable Lab Examination For Oil RefinerDocument7 pagesA Brief Comparable Lab Examination For Oil RefinerDhea Ardelia EkanandaNo ratings yet
- Hydrometallurgy: Manish Kumar Sinha, Sushanta Kumar Sahu, Swati Pramanik, Lal Bahadur Prasad, Banshi Dhar PandeyDocument9 pagesHydrometallurgy: Manish Kumar Sinha, Sushanta Kumar Sahu, Swati Pramanik, Lal Bahadur Prasad, Banshi Dhar PandeyEdwin ZárateNo ratings yet
- 11-IntJHydro-HW WangDocument9 pages11-IntJHydro-HW Wangceltic_tigger1No ratings yet
- 2017-PbO2 Electrode - Methylene BlueDocument14 pages2017-PbO2 Electrode - Methylene Blueprateek khareNo ratings yet
- Extraction of Lithium From Lepidolite by Sulfation Roasting and Water LeachingDocument5 pagesExtraction of Lithium From Lepidolite by Sulfation Roasting and Water LeachingMaria José FuturoNo ratings yet
- Comparative Study of Chelating Ion Exchange Resins For The Recovery of Nickel and Cobalt From Laterite Leach Tailings PDFDocument5 pagesComparative Study of Chelating Ion Exchange Resins For The Recovery of Nickel and Cobalt From Laterite Leach Tailings PDFRodrigoNo ratings yet
- Síntesis y Caracterización de Zeolita A Partir de Cenizas Volantes de CarbónDocument11 pagesSíntesis y Caracterización de Zeolita A Partir de Cenizas Volantes de CarbónJohan Brand GalvisNo ratings yet
- Ewinning - Erefining - Gold - I CoutinhoDocument16 pagesEwinning - Erefining - Gold - I CoutinhoAlkali UroborosNo ratings yet
- Synopsis For Wastewater Treatment TechnologiesDocument4 pagesSynopsis For Wastewater Treatment Technologiesgotogo67% (3)
- 4628 PDFDocument7 pages4628 PDFM Alim Ur RahmanNo ratings yet
- Preparation and Characterization of Charcoals That Contain Dispersed Aluminum Oxide As Adsorbents For Removal of Fluoride From Drinking WaterDocument11 pagesPreparation and Characterization of Charcoals That Contain Dispersed Aluminum Oxide As Adsorbents For Removal of Fluoride From Drinking WaterCamila NevesNo ratings yet
- Ultrasound Improves Iron Removal from Silica SandDocument5 pagesUltrasound Improves Iron Removal from Silica SandGary DunnNo ratings yet
- Improvement of Iron Removal From Silica Sand UsingDocument5 pagesImprovement of Iron Removal From Silica Sand UsingGary DunnNo ratings yet
- 2007 JAEPGuillame ZN ElectrowinningDocument8 pages2007 JAEPGuillame ZN ElectrowinningMisum AliNo ratings yet
- Electrochemical Recovery of Copper From SpentDocument11 pagesElectrochemical Recovery of Copper From SpentTatica Vargas BNo ratings yet
- Mercury Removal Using Fe - Fe Electrodes by ElectrocoagulationDocument8 pagesMercury Removal Using Fe - Fe Electrodes by ElectrocoagulationIJMERNo ratings yet
- Adhoum N Et Al. 2004 PDFDocument7 pagesAdhoum N Et Al. 2004 PDFSony Achmad LouisNo ratings yet
- Rec. de ZNDocument8 pagesRec. de ZNedwin quintanillaNo ratings yet
- Photochem Photobiology - 2011 - Srinivas - Photocatalytic Synthesis of Urea From in Situ Generated Ammonia and CarbonDocument9 pagesPhotochem Photobiology - 2011 - Srinivas - Photocatalytic Synthesis of Urea From in Situ Generated Ammonia and Carbonxifei MaNo ratings yet
- Preparation of Shape-Controlled Copper Oxide Powders From Copper-Containing SolutionDocument9 pagesPreparation of Shape-Controlled Copper Oxide Powders From Copper-Containing SolutionAnilú BarreraNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- Jitorres - SELECCION DE ACEROS BAJO EL CRITERIO DE TEMPLABALIDAD POR EL METODO COMPUTACIONALDocument7 pagesJitorres - SELECCION DE ACEROS BAJO EL CRITERIO DE TEMPLABALIDAD POR EL METODO COMPUTACIONALjuanpablo bohorquez ricoNo ratings yet
- D1141.preparacion de Agua de MarDocument3 pagesD1141.preparacion de Agua de MarJose Gabriel Galvez SeminarioNo ratings yet
- Quantitatively Measuring The Effect of Thermal Shock and Thermal Cycling On RefractoriesDocument3 pagesQuantitatively Measuring The Effect of Thermal Shock and Thermal Cycling On Refractoriesjuanpablo bohorquez ricoNo ratings yet
- Liquid Limit, Plastic Limit, and Plasticity Index of Soils: Standard Test Methods ForDocument20 pagesLiquid Limit, Plastic Limit, and Plasticity Index of Soils: Standard Test Methods Forjuanpablo bohorquez ricoNo ratings yet
- Cyclic Voltammetric Studies On Sphalerite Electrodes: Blilletin of ElectrochelllistrvDocument5 pagesCyclic Voltammetric Studies On Sphalerite Electrodes: Blilletin of Electrochelllistrvjuanpablo bohorquez ricoNo ratings yet
- ThermodynamicDocument4 pagesThermodynamicjuanpablo bohorquez ricoNo ratings yet
- Sphalarite 1Document4 pagesSphalarite 1juanpablo bohorquez ricoNo ratings yet
- FORMULARIO TermoDocument7 pagesFORMULARIO TermoYezid ZambranoNo ratings yet
- NSO (National Science Olympiad) Class 5 Past Paper (Previous Year) 2019 Set B Part 7 Download All The Papers For 2021 ExamDocument4 pagesNSO (National Science Olympiad) Class 5 Past Paper (Previous Year) 2019 Set B Part 7 Download All The Papers For 2021 ExamAnubhuti GhaiNo ratings yet
- Rate of Reaction Lab - ProcedureDocument7 pagesRate of Reaction Lab - ProcedureSara Alexander100% (3)
- Material Schedule - Thumama ProjectDocument2 pagesMaterial Schedule - Thumama Projectmusaed tayyarNo ratings yet
- Tablas de Solubilidad de Compuestos InorganicosDocument7 pagesTablas de Solubilidad de Compuestos InorganicosVALERIA BARRAGAN AVALOSNo ratings yet
- Chromium Free Zinc-Flake Composite, With or Without Integral Lubricant, Corrosion Protective Coatings For FastenersDocument4 pagesChromium Free Zinc-Flake Composite, With or Without Integral Lubricant, Corrosion Protective Coatings For FastenersManuel Antonio Santos Vargas100% (1)
- Radiometer ABL 700 Serie PDFDocument234 pagesRadiometer ABL 700 Serie PDFgigidurul1111No ratings yet
- UntitledDocument5 pagesUntitledRajesh kumar SharmaNo ratings yet
- Honey-Profiling 2.0: Innovation With IntegrityDocument4 pagesHoney-Profiling 2.0: Innovation With IntegritySergio PérezNo ratings yet
- Hexweb Nonmetallic Flex-Core: Product DataDocument4 pagesHexweb Nonmetallic Flex-Core: Product DataRavindra SinghNo ratings yet
- Hand Sanitizing Gel PDFDocument1 pageHand Sanitizing Gel PDFAftab S. MirzaNo ratings yet
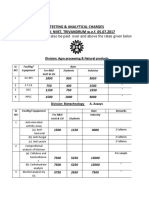
- New Testing ChargesDocument11 pagesNew Testing ChargesRay MrinalNo ratings yet
- Entrance Test M1 EditDocument6 pagesEntrance Test M1 EditChristopher de GuzmanNo ratings yet
- KATALOG-EPIDIAN 240x240mm WEB EN-1Document23 pagesKATALOG-EPIDIAN 240x240mm WEB EN-1Robert VojakNo ratings yet
- 1-S2.0-S1877705817315205-Main (2017)Document6 pages1-S2.0-S1877705817315205-Main (2017)MAV2804No ratings yet
- Title: Relationship Between PH and Chemiluminescence of Luminol Author: Rolando Efraín Hernández RamírezDocument2 pagesTitle: Relationship Between PH and Chemiluminescence of Luminol Author: Rolando Efraín Hernández RamírezEfraínNo ratings yet
- HB PDFDocument31 pagesHB PDFJosé ManuelNo ratings yet
- Assignment PhyChemDocument4 pagesAssignment PhyChemimPERFECTme09No ratings yet
- Quotation (JB Construction)Document2 pagesQuotation (JB Construction)Ankita Baban GavadeNo ratings yet
- 12th Board Sprint-P Block (Group 15-18) #2Document50 pages12th Board Sprint-P Block (Group 15-18) #2Muhammad Anas BilalNo ratings yet
- Compd Data Sheet 5060G ISO Ver 150106Document1 pageCompd Data Sheet 5060G ISO Ver 150106nimonhNo ratings yet
- Polymer Testing: Material BehaviourDocument9 pagesPolymer Testing: Material BehaviourSiddharthBhasneyNo ratings yet
- A Dictionary of Calico Printing and DyeingDocument252 pagesA Dictionary of Calico Printing and DyeingthainaNo ratings yet
- Bentonite Sebagai Koagulan Dan AbsorbenDocument3 pagesBentonite Sebagai Koagulan Dan AbsorbenOktavia AnggrainiNo ratings yet
- Interlaboratory Comparison of Hydroxyapatite Crystallinity Ratio Measurement According To ISO 13779-3Document10 pagesInterlaboratory Comparison of Hydroxyapatite Crystallinity Ratio Measurement According To ISO 13779-3rubenssanNo ratings yet
- Is 6940 1982 PDFDocument41 pagesIs 6940 1982 PDFDwi Kristianto100% (1)
- Critical Micelle Concentration and Phase Behavior of Aqueous - 2002 - Fluid PhasDocument11 pagesCritical Micelle Concentration and Phase Behavior of Aqueous - 2002 - Fluid PhasAnonymous ypVNIINo ratings yet
- 2021 Heterocycles Midterm ExamDocument24 pages2021 Heterocycles Midterm ExamNgô Tuấn KiệtNo ratings yet
- Liquid Crystalline Polymers: Valery Petrovich ShibaevDocument48 pagesLiquid Crystalline Polymers: Valery Petrovich ShibaevSiddhesh Umesh MestryNo ratings yet
- Chemistry Practice Question Paper Class 12Document7 pagesChemistry Practice Question Paper Class 12tony starkNo ratings yet
- BS en Iso 00105-B07-2009Document12 pagesBS en Iso 00105-B07-2009amer0% (1)