You might also like
- SERVICE MANUAL GeysersDocument11 pagesSERVICE MANUAL GeysersSajal GuptaNo ratings yet
- AIR FORCE OF ZIM RECRUITMENT NewDocument1 pageAIR FORCE OF ZIM RECRUITMENT NewGodwin100% (1)
- SeniorReliabilityEngineer PDFDocument1 pageSeniorReliabilityEngineer PDFwabp_23No ratings yet
- A Reliability Analysis For Grinding ProcessDocument68 pagesA Reliability Analysis For Grinding ProcessBenNo ratings yet
- Grade 2 Issue 1Document40 pagesGrade 2 Issue 1asprillaNo ratings yet
- ATA Heet: Marvac 250 VIM-VARDocument2 pagesATA Heet: Marvac 250 VIM-VARspibluNo ratings yet
- HLN-11A Leeb Portable Hardness TesterDocument2 pagesHLN-11A Leeb Portable Hardness TesterRaden RoyNo ratings yet
- Vibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SDocument14 pagesVibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SSathish KumarNo ratings yet
- Can RCM (Reliability Centered Maintenance) and Streamlined RCM Peacefully Co-ExistDocument12 pagesCan RCM (Reliability Centered Maintenance) and Streamlined RCM Peacefully Co-ExistHugoCabanillasNo ratings yet
- RCM Design and ImplementationDocument34 pagesRCM Design and ImplementationRozi YudaNo ratings yet
- Lecture 7 RCM 2Document40 pagesLecture 7 RCM 2Mohameer Ameer0% (1)
- Fmea Vs Fracas Vs RcaDocument5 pagesFmea Vs Fracas Vs RcaVinay Garg100% (1)
- 2015 RAMS Fundamentals of FmeasDocument35 pages2015 RAMS Fundamentals of FmeasOrlandoNo ratings yet
- 1.5 TMC As Percent of RavDocument4 pages1.5 TMC As Percent of RavAlexander Arias RuizNo ratings yet
- AEMO DataDocument9 pagesAEMO DatariddheeNo ratings yet
- Ventilation MRT CatalogueDocument28 pagesVentilation MRT Cataloguevikas gahlyanNo ratings yet
- How To Change RCM2 To Get Really Useful Maintenance StrategyDocument14 pagesHow To Change RCM2 To Get Really Useful Maintenance StrategykhalidjohnpkNo ratings yet
- RCMDocument2 pagesRCMMohd Idris MohiuddinNo ratings yet
- (Vol V), 2014 Rules For Materials, 2014-1Document444 pages(Vol V), 2014 Rules For Materials, 2014-1FirdausNo ratings yet
- INDUSTRIAL TRAINING INSTITUTE ELECTRICAL ENGINEERINGDocument113 pagesINDUSTRIAL TRAINING INSTITUTE ELECTRICAL ENGINEERINGsatydeshNo ratings yet
- Harmonics Training May 2012 WebinarDocument35 pagesHarmonics Training May 2012 WebinarMarvin TejerinaNo ratings yet
- CZC 2022 Shona LessonsDocument76 pagesCZC 2022 Shona LessonsLloyd Kauseni100% (1)
- Reliasoft OrionDocument47 pagesReliasoft OrionKhalid Mahmood100% (1)
- Checklist For Selecting A CMMS Solution PDFDocument4 pagesChecklist For Selecting A CMMS Solution PDFambuenaflorNo ratings yet
- Lithium Ion Battery Labels 3480 - 1Document3 pagesLithium Ion Battery Labels 3480 - 1pcguy999100% (1)
- 2005 Broadfoot Improving The Quality of C Sugar Magma For UsDocument10 pages2005 Broadfoot Improving The Quality of C Sugar Magma For UsnghiNo ratings yet
- Rcm3 May 2017 Course Brochure v01Document3 pagesRcm3 May 2017 Course Brochure v01Syed Nadeem AhmedNo ratings yet
- The 2008 IAM Competences Framework: Defining Competence Requirements For People Working in Asset ManagementDocument2 pagesThe 2008 IAM Competences Framework: Defining Competence Requirements For People Working in Asset ManagementaliNo ratings yet
- M Tech ProjectDocument98 pagesM Tech Projectmanoj phadtareNo ratings yet
- Australian/New Zealand Standard: Root Cause Analysis (RCA)Document11 pagesAustralian/New Zealand Standard: Root Cause Analysis (RCA)António FerreiraNo ratings yet
- Gfmam - The Value of Asset Management - Template For Assessment - First Edition - English VersionDocument7 pagesGfmam - The Value of Asset Management - Template For Assessment - First Edition - English VersionRizwan BangashNo ratings yet
- Development of An Online Diagnostic System Software For GGSSTPP Power Station RoparDocument18 pagesDevelopment of An Online Diagnostic System Software For GGSSTPP Power Station RoparH100% (1)
- Optical Gas Imaging: Infrared Cameras For Gas Leak DetectionDocument9 pagesOptical Gas Imaging: Infrared Cameras For Gas Leak DetectionMartabak MbilNo ratings yet
- R SeriesComperision PDFDocument1 pageR SeriesComperision PDFSarojini VeeraraghavanNo ratings yet
- Surface Vehicle StandardDocument5 pagesSurface Vehicle StandardLeonardo Gonçalves GomideNo ratings yet
- RCM Maximo Oil Gas 06 FinalDocument23 pagesRCM Maximo Oil Gas 06 FinalNovan ErstyawanNo ratings yet
- SMP 7Document5 pagesSMP 7gullipalli srinivasa raoNo ratings yet
- Slides - Key Steps To Implementing Condition-Based MaintenanceDocument13 pagesSlides - Key Steps To Implementing Condition-Based MaintenanceGeraldo Rossoni Sisquini100% (1)
- Apm Book PDFDocument314 pagesApm Book PDFZahid MasoodNo ratings yet
- AC Motor Analysis (SKF)Document2 pagesAC Motor Analysis (SKF)gpramuhandokoNo ratings yet
- CMRP Practice QuestionsDocument4 pagesCMRP Practice Questionslinbaba123No ratings yet
- GF300 GF320 Datasheet USDocument2 pagesGF300 GF320 Datasheet USingdimitriospino_110No ratings yet
- CENTRIFUGE DECANTER AND HOW IT WORKS - PDF Free Download 2Document1 pageCENTRIFUGE DECANTER AND HOW IT WORKS - PDF Free Download 2王强No ratings yet
- Material Composition Properties ApplicationsDocument7 pagesMaterial Composition Properties Applicationsvikrant GarudNo ratings yet
- What Is A Reliability EngineerDocument7 pagesWhat Is A Reliability EngineerHumayun Rashid Khan100% (1)
- Coal Drying Technology and Plant Design PDFDocument12 pagesCoal Drying Technology and Plant Design PDFImron MasfuriNo ratings yet
- Design and Analysis of Electro Hydraulic Thruster Brake For Lifting MachineDocument7 pagesDesign and Analysis of Electro Hydraulic Thruster Brake For Lifting MachineIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Acad98 004R1Document66 pagesAcad98 004R1michael1971No ratings yet
- Vibration Signatures Reveal Gear Tooth DefectsDocument8 pagesVibration Signatures Reveal Gear Tooth DefectsHURRYSTARNo ratings yet
- CMRP CBT Testing CentersDocument1 pageCMRP CBT Testing CentersAli HassanNo ratings yet
- 2018 SMRP Solutions Issue 3 PDFDocument17 pages2018 SMRP Solutions Issue 3 PDFAndres NoriegaNo ratings yet
- A R C H I V e o F S I D Maintenance Management Decision Model For Preventive Maintenance Strategy On Production EquipmentDocument14 pagesA R C H I V e o F S I D Maintenance Management Decision Model For Preventive Maintenance Strategy On Production EquipmentLASER LION100% (1)
- Ficha Técnica Cat DEO - 15W40 & 10W30Document2 pagesFicha Técnica Cat DEO - 15W40 & 10W30RhuanNo ratings yet
- PRO-0025-BM-Reliability PlaybookDocument15 pagesPRO-0025-BM-Reliability PlaybookmiltonNo ratings yet
- High Speed Gearing: Design, Failure Analysis, Life Factors, Reconditioning/RepairDocument16 pagesHigh Speed Gearing: Design, Failure Analysis, Life Factors, Reconditioning/RepairRamesh TimmanagoudarNo ratings yet
- MSRP-G M-107 - 208Document36 pagesMSRP-G M-107 - 208Victor TobosqueNo ratings yet
- Aluminium IndustrialDocument150 pagesAluminium IndustrialAhtesham AnsariNo ratings yet
- Cold-Rolled Steel CoilsDocument28 pagesCold-Rolled Steel CoilsX800XLNo ratings yet
- Melwa (Western Provice) 2018-03-22Document89 pagesMelwa (Western Provice) 2018-03-22Lakshan FonsekaNo ratings yet
- NotingDocument13 pagesNotingDevarshi GaurNo ratings yet
- 005 CRD 012Document2 pages005 CRD 012sachinbhele94No ratings yet
- Delivery Breakup PDFDocument1 pageDelivery Breakup PDFDevarshi GaurNo ratings yet
- Specification For Impact TestingDocument4 pagesSpecification For Impact TestingDevarshi GaurNo ratings yet
- Arbitration & Alternate Dispute Resolution: Key Advantages of Arbitration Over LitigationDocument163 pagesArbitration & Alternate Dispute Resolution: Key Advantages of Arbitration Over LitigationDevarshi GaurNo ratings yet
- LATEST RWF-Prop-1-cast-vs-forge-modifiedDocument8 pagesLATEST RWF-Prop-1-cast-vs-forge-modifiedDevarshi GaurNo ratings yet
- Inspection Note of Dy - CCMT at Alloy Steel Plant and Durgapur Steel Plant, Durgapur On 9-10 July 2019Document13 pagesInspection Note of Dy - CCMT at Alloy Steel Plant and Durgapur Steel Plant, Durgapur On 9-10 July 2019Devarshi GaurNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- CVC Guidelines - IndiaDocument4 pagesCVC Guidelines - Indiagreenicez10No ratings yet
- Test Month Grain Shape Astm30 ASTM40 ASTM50 ASTM70 Sieveretn3 Astm100 SL.N oDocument3 pagesTest Month Grain Shape Astm30 ASTM40 ASTM50 ASTM70 Sieveretn3 Astm100 SL.N oDevarshi GaurNo ratings yet
- Type of LocoDocument20 pagesType of LocoT Tech TechnologyNo ratings yet
- Project Title: A Comparative Study of Structural Performance of Cast Steel Rail Wheel and Forged Steel Rail WheelDocument12 pagesProject Title: A Comparative Study of Structural Performance of Cast Steel Rail Wheel and Forged Steel Rail WheelDevarshi GaurNo ratings yet
- TTC Class Power CKTDocument41 pagesTTC Class Power CKTDevarshi GaurNo ratings yet
- Differences between GTO and IGBT devicesDocument3 pagesDifferences between GTO and IGBT devicesDevarshi GaurNo ratings yet
- 3-Phase Locomotive OverviewDocument38 pages3-Phase Locomotive OverviewDevarshi Gaur100% (3)
- Trial Scheme of PF Resin & BrcksDocument26 pagesTrial Scheme of PF Resin & BrcksDevarshi GaurNo ratings yet
- Visit of ConsultanatDocument1 pageVisit of ConsultanatDevarshi GaurNo ratings yet
- History:: About Chittaranjan Locomotive WorksDocument66 pagesHistory:: About Chittaranjan Locomotive WorksDevarshi GaurNo ratings yet
- Trial Plan For Ferro AlloysDocument4 pagesTrial Plan For Ferro AlloysDevarshi GaurNo ratings yet
- Calendar For List of Materials Under Shop Floor Trial at Wheel ShopDocument8 pagesCalendar For List of Materials Under Shop Floor Trial at Wheel ShopDevarshi GaurNo ratings yet
- List of Cards Including Slot PositionDocument3 pagesList of Cards Including Slot PositionDevarshi GaurNo ratings yet
- Hindustan Standards Bureau: Gap Analysis Report For The Implementation of ISO 17025:2017 For NABL AccreditationDocument1 pageHindustan Standards Bureau: Gap Analysis Report For The Implementation of ISO 17025:2017 For NABL AccreditationDevarshi Gaur100% (1)
- Exact Short-CalenderDocument3 pagesExact Short-CalenderDevarshi GaurNo ratings yet
- PT ProposalDocument1 pagePT ProposalDevarshi GaurNo ratings yet
- Dev Order Condition For Ladle BrickDocument1 pageDev Order Condition For Ladle BrickDevarshi GaurNo ratings yet
- Calculation of Uncertainty in Chemical Analysis: A.GnanaveluDocument22 pagesCalculation of Uncertainty in Chemical Analysis: A.Gnanavelulinhpic99No ratings yet
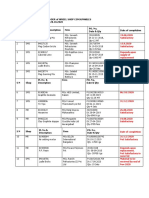
- Calender of Wheel Shop Consumables Date: 28.10.2020 PO. No, Date & Qty Date of CompletionDocument2 pagesCalender of Wheel Shop Consumables Date: 28.10.2020 PO. No, Date & Qty Date of CompletionDevarshi GaurNo ratings yet
- Calculation of Uncertainty in Chemical Analysis: A.GnanaveluDocument22 pagesCalculation of Uncertainty in Chemical Analysis: A.Gnanavelulinhpic99No ratings yet
- Letter For MasksDocument1 pageLetter For MasksDevarshi GaurNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 10 (TDS) Nopcoflow RT-611HSDocument1 page10 (TDS) Nopcoflow RT-611HSSridhar GowdaNo ratings yet
- CO2 Removal From SyngasDocument10 pagesCO2 Removal From SyngasSyed Shah Jehan GillaniNo ratings yet
- Xiao-Gang Wen - An Introduction of Topological OrdersDocument8 pagesXiao-Gang Wen - An Introduction of Topological OrdersKiomaxNo ratings yet
- 04 Model-Model Sumber (Source Models) PDFDocument98 pages04 Model-Model Sumber (Source Models) PDFDio Nur RachmanNo ratings yet
- Effect of Temperature on Diesel HydrotreatingDocument6 pagesEffect of Temperature on Diesel HydrotreatingArchana RaviNo ratings yet
- Chemistry Tells The Truth: The Birth of Microwave OvensDocument3 pagesChemistry Tells The Truth: The Birth of Microwave OvensJohn ocenNo ratings yet
- Vacuum Technology Book II Part 1 PDFDocument88 pagesVacuum Technology Book II Part 1 PDFMuhammad Maratab Ali ZiaiNo ratings yet
- Effects of Thermal ProcessingDocument13 pagesEffects of Thermal ProcessingDome SalcedoNo ratings yet
- Term Odin A MicaDocument3 pagesTerm Odin A MicabeymarNo ratings yet
- FMC Smith Meter 01 - Mesurement Product & SystemDocument70 pagesFMC Smith Meter 01 - Mesurement Product & SystemDucVikingNo ratings yet
- Method To Conserve Timber StructureDocument5 pagesMethod To Conserve Timber StructurePALKI GHAINo ratings yet
- Chemistry - Chapter 7 Study GuideDocument2 pagesChemistry - Chapter 7 Study GuideJohnHana100% (1)
- Astm D 5623Document6 pagesAstm D 5623Daniel HernandezNo ratings yet
- Adenosine 5'-Triphosphate Disodium SaltDocument1 pageAdenosine 5'-Triphosphate Disodium Saltmononoketangqihotmail.comNo ratings yet
- Naturvital-Plus - ING - Technical Data Sheet PDFDocument1 pageNaturvital-Plus - ING - Technical Data Sheet PDFPetre ConstantinNo ratings yet
- 6242 01 Rms 20060616Document10 pages6242 01 Rms 20060616UncleBulgariaNo ratings yet
- Modeling and Simulation of Polycrystalline Zno Thin-Film TransistorsDocument10 pagesModeling and Simulation of Polycrystalline Zno Thin-Film Transistorsck maitiNo ratings yet
- Chapter 4 Material Balances and ApplicationsDocument100 pagesChapter 4 Material Balances and ApplicationsrafNo ratings yet
- Lecture 13 - MetamaterialsDocument31 pagesLecture 13 - MetamaterialsAaa MmmNo ratings yet
- ASTM E2347 - Indentation Softening Temperature by Thermomechanical Analisys PDFDocument5 pagesASTM E2347 - Indentation Softening Temperature by Thermomechanical Analisys PDFAugusto ManuelNo ratings yet
- Physical and Chemical PrinciplesDocument4 pagesPhysical and Chemical PrinciplesAriel Raye RicaNo ratings yet
- Oswaal CBSE 12th Chemistry Art IntegrationDocument9 pagesOswaal CBSE 12th Chemistry Art Integrationhps3076No ratings yet
- Pump Cavitation - Damages and CausesDocument3 pagesPump Cavitation - Damages and CausesWilliam MaNo ratings yet
- University of Cambridge International Examinations General CertificateDocument20 pagesUniversity of Cambridge International Examinations General CertificateHubbak KhanNo ratings yet
- End of Topic Questions: Chapter 9: Chemical Periodicity of Elements 8Document1 pageEnd of Topic Questions: Chapter 9: Chemical Periodicity of Elements 8Baraa KhaledNo ratings yet
- PH3 30 Iron SteelDocument142 pagesPH3 30 Iron SteelMouna GuruNo ratings yet
- Inzenjerstvo PovrsinaDocument23 pagesInzenjerstvo PovrsinamasinacmasinacNo ratings yet
- Angle of Repose Values For Various Soil TypesDocument2 pagesAngle of Repose Values For Various Soil TypesmarieojikenNo ratings yet
- Treating Sullage Water Using Natural and Chemical CoagulantsDocument5 pagesTreating Sullage Water Using Natural and Chemical CoagulantsMuhammad Ramadhan SaputraNo ratings yet
- STERIS - 6 Hydrogen Peroxide WFI Sterile Solution - TDS - 420 100 0202ADocument2 pagesSTERIS - 6 Hydrogen Peroxide WFI Sterile Solution - TDS - 420 100 0202AJoffrey AntonNo ratings yet