You might also like
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useFrom EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNo ratings yet
- Tur Bulat or WebDocument13 pagesTur Bulat or WebBakkiyarajNo ratings yet
- 2 Evaporator BasicsDocument2 pages2 Evaporator BasicsAntonio MendesNo ratings yet
- Long Tube Vertical EvaporatorDocument6 pagesLong Tube Vertical EvaporatorKyle HartlerNo ratings yet
- Heat Laboratory: Student Name: ىردب ريمس ريتابولف Student Number: 278 Section number: 7Document34 pagesHeat Laboratory: Student Name: ىردب ريمس ريتابولف Student Number: 278 Section number: 7philopater samirNo ratings yet
- Types of Heat ExchangersDocument13 pagesTypes of Heat ExchangersAbhijit NathNo ratings yet
- Bharati Vidyapeeth Jawaharlal Nehru Institute of Technology (Polytechnic)Document12 pagesBharati Vidyapeeth Jawaharlal Nehru Institute of Technology (Polytechnic)Janhvi tambolkarNo ratings yet
- Falling Film EvaporatorDocument39 pagesFalling Film Evaporatormailnehru8955No ratings yet
- Evaporators PDFDocument31 pagesEvaporators PDFtpcho100% (5)
- Falling Film Evaporator PDFDocument28 pagesFalling Film Evaporator PDF^o100% (2)
- Evacuated TubeDocument12 pagesEvacuated Tubeحسن كميت hassankomeit lNo ratings yet
- Design Practices-ReboilerDocument7 pagesDesign Practices-Reboileragarwalashwin32100% (1)
- Final EvaporatorDocument33 pagesFinal EvaporatorRadharaman YadavNo ratings yet
- Application of HEat PipeDocument29 pagesApplication of HEat PipeNikhil ShahNo ratings yet
- Chapter 8 Steam CondenserDocument53 pagesChapter 8 Steam CondenserPHƯƠNG ĐẶNG YẾNNo ratings yet
- Raj Khare (181113044) Chemical Engineering, 7 Sem PED-II Assignment - 1Document10 pagesRaj Khare (181113044) Chemical Engineering, 7 Sem PED-II Assignment - 1A KhapreNo ratings yet
- Chapter No.6: Design of Heat ExchangerDocument35 pagesChapter No.6: Design of Heat ExchangerGlacier RamkissoonNo ratings yet
- Efficient Industrial Heat Exchangers - Seminar ReportDocument67 pagesEfficient Industrial Heat Exchangers - Seminar ReportdaemonohNo ratings yet
- Test of A Tubular CondenserDocument9 pagesTest of A Tubular CondenserDevin Bea0% (1)
- Heat and Mass TransferDocument23 pagesHeat and Mass TransferMaria Cecille Sarmiento GarciaNo ratings yet
- Falling Film Evaporators WorkDocument9 pagesFalling Film Evaporators WorkWaiz Khan Waiz KhanNo ratings yet
- Heat Pipe Application GuidelinesDocument8 pagesHeat Pipe Application Guidelinesaliscribd46No ratings yet
- TEMA Basics of Construction - 07 10Document8 pagesTEMA Basics of Construction - 07 10Zeeshan SajidNo ratings yet
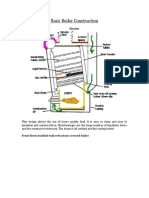
- Basic Boiler ConstructionDocument7 pagesBasic Boiler ConstructionMeghanath AdkonkarNo ratings yet
- Heat Ex ChangersDocument6 pagesHeat Ex ChangersAhmed MohamedNo ratings yet
- Plate Type Heat ExchangerDocument28 pagesPlate Type Heat ExchangerJagadeesan Sai100% (1)
- CondenserDocument33 pagesCondenserSatyam KumarNo ratings yet
- Heat Exchnager, AUCDocument82 pagesHeat Exchnager, AUCSaid Alauddeen Faisz100% (1)
- Difference Heat Pipes, OHP and ThermosyphonDocument2 pagesDifference Heat Pipes, OHP and ThermosyphonBhakteshNo ratings yet
- Heat Exchanger.Document10 pagesHeat Exchanger.RajarajeswariNo ratings yet
- Basic Boiler ConstructionDocument8 pagesBasic Boiler ConstructionLuthfi Yulian FikriNo ratings yet
- Heat ExchangerDocument9 pagesHeat ExchangerChrissa Villaflores GanitNo ratings yet
- Heat Exchangers V1 16-10-2019Document72 pagesHeat Exchangers V1 16-10-2019Bal krishna srivastava100% (1)
- Evaporator SDocument23 pagesEvaporator SMehwish NoorNo ratings yet
- Spiral Heat Exchangers Preheat High Solids Black Liquor Without PluggingDocument6 pagesSpiral Heat Exchangers Preheat High Solids Black Liquor Without PluggingFelipe OrtizNo ratings yet
- Forced Circulation Evaporator Final ReportDocument40 pagesForced Circulation Evaporator Final ReportManvi SharmaNo ratings yet
- Type of Evaporator 1pptDocument12 pagesType of Evaporator 1pptgrittyptNo ratings yet
- Document 1Document4 pagesDocument 1SAMARTHNo ratings yet
- Basic Construction of Shell & Tube Heat ExchangersDocument12 pagesBasic Construction of Shell & Tube Heat ExchangerslatshareNo ratings yet
- Utility Assignment: Reboiler Arranged By: I Made Vidya Prawira Satrio 21030117190076 Awindya Candrasmurti 21030117190176Document7 pagesUtility Assignment: Reboiler Arranged By: I Made Vidya Prawira Satrio 21030117190076 Awindya Candrasmurti 21030117190176I Made Vidya Prawira SatrioNo ratings yet
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 pagesImprove Vacuum Heater Reliability: Hydrocarbon Processingros56No ratings yet
- Water Tube BoilerDocument8 pagesWater Tube BoilerIonescu FlorinNo ratings yet
- Basic Boiler ConstructionDocument37 pagesBasic Boiler ConstructionSudarmarine SudharNo ratings yet
- BoilerDocument48 pagesBoilerAbdallah Mansour100% (2)
- Types of Evaporators Castro EdgarDocument18 pagesTypes of Evaporators Castro EdgarJeshua Llorera100% (1)
- Heat Exchangers - Part 2: Che213 Heat Transfer in Chemical EngineeringDocument17 pagesHeat Exchangers - Part 2: Che213 Heat Transfer in Chemical EngineeringGeeva Prasanth ANo ratings yet
- Heat Exchangers: 12.7.1. Fluid Allocation: Shell or TubesDocument8 pagesHeat Exchangers: 12.7.1. Fluid Allocation: Shell or TubesAravind MuthiahNo ratings yet
- Heat Pipe 2 (1) (1) - 1Document26 pagesHeat Pipe 2 (1) (1) - 1Tauhid HaiderNo ratings yet
- NPTELDocument31 pagesNPTELRashminda Attanayake100% (1)
- BAFFLESDocument9 pagesBAFFLESSalma ChakirNo ratings yet
- Heat Exchanger 3Document53 pagesHeat Exchanger 3ravi00098No ratings yet
- ProjectDocument24 pagesProjectSantosh Kumar HottaNo ratings yet
- Laboratory Manual of Glass-BlowingFrom EverandLaboratory Manual of Glass-BlowingRating: 5 out of 5 stars5/5 (1)
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Engineering Drawing PracticesDocument32 pagesEngineering Drawing Practicestrungkien1100% (1)
- Ansi/Asme Standard: For Pipe IdentificationDocument3 pagesAnsi/Asme Standard: For Pipe IdentificationhbarriosNo ratings yet
- Turbuladores Dimensiones CalderasDocument77 pagesTurbuladores Dimensiones CalderashbarriosNo ratings yet
- EN 15316-4-7 Space Heating Generation Systems-Biomass Combustion Systems PDFDocument44 pagesEN 15316-4-7 Space Heating Generation Systems-Biomass Combustion Systems PDFIoan TopolaiescuNo ratings yet
- Benchmark ChecklistDocument5 pagesBenchmark ChecklistMagin Idelfonso TorreblancaNo ratings yet
- ds914G PDFDocument10 pagesds914G PDFhbarriosNo ratings yet
- Turbulators para Calderas CostosDocument2 pagesTurbulators para Calderas Costoshbarrios100% (2)
- ds914G PDFDocument10 pagesds914G PDFhbarriosNo ratings yet
- Web Standard Steam Wetback ManualDocument85 pagesWeb Standard Steam Wetback ManualrudyNo ratings yet
- AGuideforFireTubeBoiler PDFDocument23 pagesAGuideforFireTubeBoiler PDFsidikNo ratings yet
- CB-7853 Boiler Room Guide - LR PDFDocument90 pagesCB-7853 Boiler Room Guide - LR PDFcewaleed2590No ratings yet
- Boiler Feed and Pump Sizing - C-B and Grundfos July 2016Document63 pagesBoiler Feed and Pump Sizing - C-B and Grundfos July 2016Jose Lorenzo Toral100% (2)
- BG01 - Safe Operation of Steam Boilers (2019)Document64 pagesBG01 - Safe Operation of Steam Boilers (2019)Mark BacklerNo ratings yet
- Operator, Boiler: International Hazard Datasheets On OccupationDocument4 pagesOperator, Boiler: International Hazard Datasheets On OccupationiLLeno 23No ratings yet
- Tds Mol Thermol 68 GBDocument3 pagesTds Mol Thermol 68 GBEngineering KalorindoNo ratings yet
- C32 Service InformationDocument11 pagesC32 Service InformationErissonNo ratings yet
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument44 pagesMaintenance Intervals: Operation and Maintenance Manual Excerpthidayat rachmatNo ratings yet
- GasengDocument8 pagesGasengAdmin BisnisNo ratings yet
- King Gu100is Qt2a 4520 60 240 3FNDocument2 pagesKing Gu100is Qt2a 4520 60 240 3FNAdrian DivitaNo ratings yet
- 2018/01/19 Diagnostic Trouble Code List (UENR1209)Document10 pages2018/01/19 Diagnostic Trouble Code List (UENR1209)Derrick AramNo ratings yet
- A042e368 CunninsDocument6 pagesA042e368 CunninsJoseLuisAramayoNo ratings yet
- Ligament Pressure Vessel AnalysisDocument8 pagesLigament Pressure Vessel AnalysisAnnie HillNo ratings yet
- Volvo EW55B Compact Wheel Excavator Service Repair Manual PDFDocument21 pagesVolvo EW55B Compact Wheel Excavator Service Repair Manual PDFjfjkkskemmdm67% (3)
- 2gr-Fse Cooling - Cooling System - On-Vehicle Inspection PDFDocument1 page2gr-Fse Cooling - Cooling System - On-Vehicle Inspection PDFJohn LockeNo ratings yet
- HI-TONE Electricals For Electric Motors Manufacturers in Ahmedabad, IndiaDocument14 pagesHI-TONE Electricals For Electric Motors Manufacturers in Ahmedabad, IndiaHitone MotorNo ratings yet
- SK Wall Mounted Cooling Unit 3203 - 3204 - 3205 - 3206Document8 pagesSK Wall Mounted Cooling Unit 3203 - 3204 - 3205 - 3206koniks519No ratings yet
- Хундай кол R200W-7 ТХ PDFDocument9 pagesХундай кол R200W-7 ТХ PDFАлексей0% (1)
- Product - 20V4000G24F 3B FODocument32 pagesProduct - 20V4000G24F 3B FOmohammed khadrNo ratings yet
- Perkins100workshop PDFDocument80 pagesPerkins100workshop PDFjoseNo ratings yet
- Rocket and Missiles NotesDocument118 pagesRocket and Missiles NotesT.ARULMOZHINATHAN HICET STAFF AERO100% (1)
- Volkswagen TL 774 2010 EnglischDocument13 pagesVolkswagen TL 774 2010 Englisch_SerV_100% (1)
- CL#2 Maintenance Schedule 7 - 18 REDDocument5 pagesCL#2 Maintenance Schedule 7 - 18 REDRicky WrightNo ratings yet
- KKS Plant Tagging Procedure - SubmissionDocument71 pagesKKS Plant Tagging Procedure - SubmissionIshwar Alt100% (1)
- Fouling Factor TEMADocument2 pagesFouling Factor TEMAIynulF.OmarNo ratings yet
- Instrument Cluster and Fault Codes PDFDocument28 pagesInstrument Cluster and Fault Codes PDFDavid QuinNo ratings yet
- Good Tuning A Pocket Guide Fourth EditionDocument46 pagesGood Tuning A Pocket Guide Fourth EditionAugusto Cabrera100% (1)
- Sany Piling RigDocument66 pagesSany Piling RigRajan Mullappilly100% (2)
- Cooliing System TTLM PR - by S-DDocument142 pagesCooliing System TTLM PR - by S-DElias WeldeyohansNo ratings yet
- FX28, FX38, FX48, FX58 Forage HarvesterDocument380 pagesFX28, FX38, FX48, FX58 Forage HarvesterTudor Liviu67% (3)
- TB-00098 (ASTM D2386 - The Proper Apparatus Setup)Document4 pagesTB-00098 (ASTM D2386 - The Proper Apparatus Setup)Balqis IzzatieNo ratings yet
- Caterpillar C18 - Especificações TécnicasDocument6 pagesCaterpillar C18 - Especificações TécnicasDavi CorrêaNo ratings yet
- Design of Engine Cooling SystemsDocument18 pagesDesign of Engine Cooling SystemsashokkumarNo ratings yet
- 3054 & 3056 Marine Generator Sets - Operation and Maintenance ManualDocument140 pages3054 & 3056 Marine Generator Sets - Operation and Maintenance ManualMischa CHO75% (4)