Professional Documents
Culture Documents
Petrochemicals in Nontechnical Language 3rd Edition PDF
Petrochemicals in Nontechnical Language 3rd Edition PDF
Uploaded by
ukasz-sznajder-16240 ratings0% found this document useful (0 votes)
379 views462 pagesOriginal Title
Petrochemicals in Nontechnical Language 3rd Edition.pdf
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
379 views462 pagesPetrochemicals in Nontechnical Language 3rd Edition PDF
Petrochemicals in Nontechnical Language 3rd Edition PDF
Uploaded by
ukasz-sznajder-1624Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 462
PETROCHEMICALS
in NonTechnical
LANGUAGE
PEM mig:
William L. Leffler
PenriWPIr
Disclaimer: The recommendations, advise, descriptions, and the methods in tis
book are presented solely for educational purposes, The autho and publisher assume
no liability whatsoever foe any loss or damage tha results from te use of any ofthe
‘material inthis book. Use of the material inthis book i soley a the risk of the user,
Copyright © 2001 by
PennWell Corporation
1421 S. Sheridan Road
‘Tulsa, Oklahoma 74112-6600 USA,
800-752-9764
1-918-831-9421
sales@pennvvell.com,
wwwrpennwellcom
\wworpennwellbooks.com
Director: Mary McGee
Managing Feitor: Marla M. Patterson
Produetion / Operations Manager: Sheila Brock
Book Designer: Amy Spehar
Library of Congress Cataloging-in-Publication Data
Burdick, Donald L.
Petrochemicals in nontechnical language / Donald L. Burdick,
William L. Leffler (edited by Sue Rhodes Dodd}. 2nd ed.
pom.
Includes index.
ISBN 0.87814-798-5
ISBNI3 978-0-87814-798-4
[Petroleum chemicals. I Leffler, William L. I. Dodd, Sue Rhodes. Il. Tile
‘TP692.3 .BB73 2001
661. 804—ae21 2001033230
‘All rights reserved. No pat of this book may be reproduced, stored in a retrieval
system, or transcribed in any fotm or by any means, electronic or mechanical
including photocopying or recording, without he prior permission of the publisher,
Printed in the United States of America.
56789 10090807
PETROCHEMICALS
in echn
LANGUAGE
Proface _ ii
1 What you ned know about organic ceishy - 1
2 Benzene a
3) Toluene onde ayenes_—_— |
4 Gober
5 Olefin plans elylene, ond propylene — 65
6 The Cy hydrocarbons font a
Commentary One tr
7 Cumene ond phenol __ 105
8 Ehylbenene ond sree ns
9 Ethylene dlorde ond vin onde 135
10 Ethylene oxide on ethylene cl 145
11 Propylene oxide and propylene gyal 1s)
Commentary Two - 169
12 Methanol ond yates gos _ 1
13, Methyl tty byl fer 185
14 Some oer alcohols _ 0
15 Thehigherokohols m3
16 Foxmoldhyde and acilshyde m1
17 The ketones _ 28
18 Theacds 255
19 Acyoniie ocylic ac ond the ayaes - m3
20 Maleic anhydride 7 293
21 Alpha olefins, 301
‘Commentary Three
22 The me of pers
23 Thomopass
24 Resins ond fess
Commentary Four
‘Appendix 1 Conversion and yield
Appendix 2 Abbreviations ofthe chemicas industry ——
Glossary
Exonise answers
Index
“But now ask the beasts,
‘and they shall teach thee.”
Job 12:7
We have updated, edited, and ewitten every chapret in cis book and even
added ovo more chapters, qualifying us to use the advertisers’ mantra, “New
and Improved.” After 10 yeas in the marker place, the need to create a third
edition came to-us like a paper cut from licking an envelope. We were reread-
ing pars of the 1990 edition — the chapters on polymers —and noted we said
that a big matker for polyvinyl chloride was phonograph records. Later on we
said, “probably all che ‘wood’ on the front of your console TV is polystyrene.”
Well, lifesyes change with time and so do technologies, stimulating us t0
produce a new, more useful edition.
‘Afeee you buy this book, you can use it in atleast five ways (besides
unabashedly displaying ie on your office bookshelf)
+ Read it cover to cover for & nontechnical education covering 90% (by
volume) of the traded petrochemicals. There are even exercics at the
end of each chapter to test comprehension and retention. Complere
answers ate inthe back of the book:
+ Read a chapter or section as the subjects come up in your business
life. Bach one is designed to be a selFcontained description of one
pecochemical If you're too busy, there's a 10-sentence summary at
the end of each chapter
vii PETROCHEMICALS IM NONTECHNICAL LANGUAGE
+ Useicas a nontechnical encyclopedia. The glostacy in the back has
rncaely 300 cechnical terms and is blessedly nontechnical. And if you
‘anit find what you need in the index at the very end of the book,
you should have gone to engineering school because you now have
4 job where you'e in over your head.
+ Use it a a primer in petrochemical economics. Many of the chaprers
hhave material balances, and 2 number ofthe exercises deal with product
or process economics.
+ Recommend ito your subordinates, colleagues, or your superiors who
need co know at eas half as much about petrochemicals as you do.
‘There are four parts to this book, if you leave out the housekeeping and
appendices. The firs is only one chapter — the mandatory discussion of
chemistry. Our editors ell us the book would not be cechaically complete
‘withoue it. Ie nor bad, but we met a reader once who just skimmed it and
did “okay” with the rest.
The next part covers the building blocks, from which mose of che
semaining petrochemicals are derived. The third part, a large midsection, has
all the frst and second line derivatives.
‘The next section ison polymers, which are “bordetlne” perrochericals. We
debaced whether they belong in a book abous petrochemicals, be then we wrote
them and they seemed to complete che linkage from raw materials (coal, ok gs)
all the way co consumer products. Ifyou dont agree, dont read-them.
Finally, come the quick references, the Glossary and the Index. Use them
when you have no time for pedantic endeavor.
‘A note about nomenclature:
‘We switch back and forth indiscriminancly between synonyms and
different conventions in this book. For example, we use butylene
sometimes and butene others; CH sometimes, CH=CH others;
iso-burane and isobutane. That’ the way itis in induseey so you:
sigh a5 well get used co ic here
CTS
by our
iB
WHAT YOU NEED TO KMOW ABOUT ORGAKIC CHEMISTRY <1
ia
What You Need to Know
about Organic Chemistry
“The tme as come,” the Walus sid,
“to speak of many things:
of shoes—and ships —ond sealing wox—
of abbages—and kings"
Through the Looking Glass,
Lewis Carroll, 1832-1898
hae is organi
carbon, and ies fundamental to understanding petrochemicals. Why
the word ovganic, you might ask. Originally, and that means before 1800,
organic was applied only to compounds whose formation was supposed to'be
due to some living force such as plants or animals. Then easly in the 19th
cencury, a chemise named Wohler synthesized urea, che main ingredient in urine.
(Goodness knows wity he was tying to do chat) Up until thar time ic was
believed urea could only be produced “organically” by animal life. Therefore, and
until today, che term organic chemisry was stretched beyond its original meaning
‘0 include all exbor compounds. So now the difference berween organic and
inorganic chemistry is more definitional than natura
You may be surprised to find out chat organic compounds comprise
more than 95% of all compounds known to exist, and that’s more than a
chemise? Its the seudy of compounds containing
1 PETROCHEMICALS NONTECHICAL LANGUAGE
rillion. Three things about carbon and carbon compounds help explain the
proliferation of organic chemicals. The fis isthe elecronic configuration of
the carbon element. Dorit leave now—youtre about co get the six-minute
summary of the periodic cable of elements, atoms, electrons, protons,
valences, bonds, and compounds.
About 100 different kinds of atoms make up all kinds of matter, and
they are classified in a table—the Periodie Table of Elements—according ro
their construction. The center of any atom is 2 nucleus containing protons
and neutrons. The protons have a positive charge and the neutrons are
seutel; so che nucleus is positively charged. Electrons, equal in number but
opposite in charge to the protons, move around the nucleus in orbits. You
« think ofan arom lke a solar system, The nucleus acts like the sun the
clectrons orbie the nucleus lke the planes circle the sun.
‘There is one difference, however. The innermost orbit can consain either
‘one or two electrons, at most. The next orbie can have up to eight electrons.
‘The succeeding orbits become & more complex story, but luckaly che atoms
that make up almost all petrochemicals have no more chan two orbit.
‘The rules of electrons and orbies are important because the number of
clectrons in the outermost ring detecmines some of che more important
chemical properties ofthat arom or element. Atoms have'a yearning to move
toward maximum seabilicy by filing up their outermost orbic to the maxi-
um content, Aroms can gain or shed electrons or share them with another
‘om in the process of achieving che stability of a complete set, again, of ewo
or eight electrons for most petrochemicals.
For example, rake the carbon atom. Ie has six neutrons and six protons
in the nucleus and six electrons in orbit. The first oxbic has two; the second
has the Four it needs to balance off the four procons. These four are called
the valence electrons. Carbon has 2 valence of four because it needs four
more electrons to fill the oucer ring up to its capacity of eighe. Ie desperately
wants to find some other atoms with which it can share four electrons.
Another example is hydrogen. Hydrogen has one proton and one
neutron in the nucleus and one electron in the fist and only orbit. Ie needs
another electron in that orbit to stabilize itself. Figure 1-1 shows how
carbon and hydrogen can achieve mutual saisfction in the mastiage of wo
axoms inco a compound, methane.
(WHAT YOU NEED TO KNOW ABOUT ORGANIC CHEMISTRY > 3
Fig, 1-1 Different representations of methane
Each of the four hydrogen atoms shares its one electron with the carbon
com to satisfy carbons need for eight electrons in ts outer cing. The carbon.
shares an electron wich each hydrogen atom 0 satisfy the need for cwo
clectsons in the hydrogen atoms’ outer ring. The polygamous result is a
stable compound with all the proton and electron charges balanced.
‘Carbon and hydrogen can link up with other carbons and hydrogens.
‘When hydrogen hooks up with another hydrogen, it forms Ha, and the
cleccron “urges” of the ewo hydrogen aroms.are satisfied. But when carbon
hooks up with another carbon, each carbon sill has 2 need for three more
clectcons. Filing them out with hydrogens is possible, and when that happens,
the compound ethane Forms, as shown in Figure 1-2
wggon cate
Aa
Fig, 1-2 thane
This long narrative about the propensity of carbon to eonnéct with four
cher atoms partially explains why here are so many carbon compounds:
there are lors of ways atoms can hook up with carbon atoms.
4 PETROCHEMICALS 1m WONTECHNICAL LANGUAGE
A second characteristic unique to carbon compounds, isomerism, also
helps explain is abundance in nazar. Compounds with the same number
and kinds of aroms can have very differen properties. Fr example, glucose
has the Formula CeH:Og Ye there ae 16 other compounds with the seme
number of carbons, hydrogens, and oxygéns. Ids not likely, chough, chat
youd like your night nurse o hook up galactose or fructose to yout intra-
venous instead of glucose, even thought they have the same formula, The
difference is that the atoms are linked together in such a way as to have
diferene spatial configurations, and, a youll se, that makes chem behave
differently, both physically and chemically. Such similar but different
compounds are called isomers
So, ifyou put the phenomenon of isomerism together withthe propensiy
of carbon to react (the valence of four), and add to that natures boundf
supply of carbon on this planet, you can undersand the preponderance of
compounds and the importance of orga chemistry.
(One further characteristic unique to carbon is important and needs to
be covered before leaving the subject of valence: bondi, A fow paragraphs
ago, you saw that carbon could link up to itself and three other atoms. In
fact, carbon can also link up o itself with double bonds or triple bonds to
“suis” its valence requirements of Four. For example, in Figure 1-3. «wo
carbon atoms ae linked together with single, double, or triple bonds filled
cout with hydrogens, forming three different compounds: ethane, eshylene,
and ethyne, ora its more commonly known, ate.
fig. 1-3 hone ethylene, and acyene
You wil find chat in petrochemical processes, the more multiple bonds,
the more unstable the compound is, meaning ic is likely to engage in a
chemical reaction to change its urge co fill up its rings. Acetylene is much
‘WHAT YOU NEED To KW ABOUT oRGANUCCHEMSTRY =) 5
more likely to react with other compounds, explosively sometimes, chan
echylene, which iself is far more reactive than ethane. You can think of the
double or criple bonds as squeezing into the place suitable for one bond. As
a resule, there is pent-up pressure co relieve the stress in the form of increased
chemical reactivity.
‘As 2 mater of common nomenclature in the petrochemical word (at least
‘when you heat chemical engineers or chemists talking), carbon compounds
wich single bonds are sometimes called sanwatex (The catbon atoms are
saturated with other arom) Those with multiple bonds ae called smsaturaiex
Double bonds characterize the basic building blocks of the petrochemical
busines. Bebylene, for example, isthe chemical compound used to make viayl
chloride, ethylene oxide, acealdehyde, ethyl alcohol, styrene, alpha olefins, and
polyethylene, co name only afew. Propylene and benzene, che other big-volume
building blocks, also have the characteristic double bond
‘Withoue a road map, going on from here can bea tangled web, You need
to look at one of the generally accepted breakdowns of organic chemicals,
shown in Figure 1-4
Fig, 1-4 Cisfcaton of organic chemicals
‘You have already seen the aliphatic hydrocarbons. They éoneain only
hydrogen and carbon atoms; they car have single or multiple bonds. (The word
aliphatic has Greek origin with the meaning coming from fat, ot more loosely,
coming fom an organic compound. Ths is another remnant of medieval science.)
6 <> PETROCHEMICALS iN MONTECHNICAL LANGUAGE
‘The simplesc member of che aliphatic group is methane. More complicated
molecules (combinations of atoms) in this group can be formed by adding
additional combinations of one carbon with rwo hydrogens actached to ie
beeween any carbon and hydrogen atoms, as in Figure 1-5,
Mensre ane Propane
on cate on
Fi. 1-5 Porfins
‘The whole family that results from endless addition of the -CHy's is
called she paraffin teres. The word comes from the name of the wax litle old
ladies used in “che old days co seal jelly jars. Thar particular paraffin consists
‘ofa mixture of CsaHo5 on up to CyeHiar's. Note that che focmulas always
hhave cwice as many hydrogens plus ewo, compared to the carbons. That’ the
‘way ic works out.
‘The petroleum products processed in oil refineries are predominantly
paraffins and are often characterized by the temperature at which they boil,
Distillation or factionation, one ofthe most useful processes in refining, is
based on these boiling points. For example, at room:temperatures; the fol:
lowing petroleum-type parafins take the chree basic forms of matter we see
in aature—gas, liquid, and solid
(Clg, CoH, CsHs, and CHio are gases but they liquefy at or below
32°F (0°C)
Co through CHapare liquids, bu chy boil berween 150 and 300°F
(65°C and 150°C)
Cooler and bigge’"are solids, bue they mele at 200-300°F and boil
above 500°F (250°C)
‘Unsaruated hydrocarbons ae plied by ethylene, Propylene, butylene,
and bigger molecules are serictured in che same manner as the saturates, but
‘WHAT YOU NEED TO KNOW ABOUT ORGANIC CHEMISTRY <> 7
‘one of the single bonds is replaced with a double bond, as shown in Figure
1-6, Another popular name for chese compounds is olefins.
‘The double bond difference between the olefins and the paraffin is the
quintessential difference berween the petrochemicals and petroleum products—
the petrochemicals industry depends much more on the chemical reactivity of
the double-bonded molecules. While paraffins ean be manipulated in refineries
by separation or eesaping, olefins ina petrochemical plan ate usually “reacted”
with ocher organic compounds or another kind of arom or compound such as
‘onygen, chlorine, water, ammonia, or more of itself The results are more
complicated compound: useful in an increasing number of chemical appica-
sions. More on this in later chapters.
Scop for a lice interlude co pick up cwo auxiliary, but important,
concepss. The fist is the organic group. The other is tomer, which should
have a familia ring
~ Organic group is a handy chemical shorthand notation for a cluscer of
axoms that looks much like the stand-alone molecule after which itis named.
‘Take the methyl group. I¢s nothing more than methane with one of the
Ihydrogens missing, as shown in Figure 1-7. Buti is aciched co some ocher
atoms t6 make up a larger molecule, methyl aleobol. Organic groups ate not
stand-alone molecules themselves. They are always part of a molecule.!
Fig. 1-7 Matty group in methanol
8 <> PRTROCHEMUCALS In HONTECHIICAL LANGUAGE
‘The shorthand symbol for organic groups is R- Technical wricers (and
‘chemistry teachers) use R-whenever they want co indicate that any cumber
‘of organic groups could be attached t0 make a molecule. In Figure 1-7, the
‘methyl group, -CHs, could be represented by
Another good example of organic groups is shown in Figure 1-8, a
diagram of tetracthyl lead. This isthe additive chat was put in gasoline to
improve the octane rating. Tetraethyl lead has four ethyl groups (Cas)
attached to the element lead (Pb).
Citigate
Na
oN
ane Sony
Fig, 1-8 Tevootyl lead
For the most pare in che rest of this book, the organic geoup notations
in che middle and ac che right side of Figure 1-7 will be used. They area lot
less clurnsy than the sprawl atthe left, Occasionally, the notation R-will urn
Up too.
[Now back to isomess. To firmly implanc them in your mind, consider
‘butane and its isomer, isobutane, in Figure 1-9. The difference bevween the
‘ovo CéHtig molecules is how the organic groups -CHy are conneced. In
isobucane, one of the carbons has three (not two) methyl groups attached to
it. There is more to the difference berween the two molecules than just
drawing thers. Isobutane behaves differencly as wel. Ie boils at a diferent
temperacure, it gives off a differene amount of heat when ic buns, ic has
different chemical reactivity, and so on
WHAT YOU NEED TO KNOW ABOUT ORGAKIC CHEMISTRY ¢
“The butylene isomers shown in Figure 1~10 add another degree of com-
plexicy because of the double bond. Ieis an easy mistake to go overboard in
drawing isomers thac have the same formula but appear to look diffeent
But be cazeful, because molecules don’: know left from right or front from
back. What may look different on paper may be identical when rolled over
in space. That's why che isobueylene in Figure 1~10 is drawn the way itis. IF
you try 0 actach that «CH group to some other carbon in the molecule,
the whole thing becomes a normal butylene.
cH, =H =
mane
otkorneey
x
Noxon
&
sevatione
eo iee)
Fig, 1-10 utyenes
Like the butane isomers, che butylenes each have thei ovn properties that
‘make thei unique and of individual appeal tothe pecrochemical industry.
“The coor mer igusesimporantly in petrochemical nomenclacre. Ie
| comes rom the Gece word meron which means pre The chemin picked
| up ts usage to define how organic groups are linked together. You wil find
|
ie imbedded in the fallowing:
monomer (with mone, one)—a compound capable of reacting with iself or
other similar compounds eg, echylene.
dimer (with di, ewe} —ovo monomers joined together, eg, butene.
scimer (wich, des)—three monomers joined togeher, eg hexene
v0 rreocrecs w womecanca nose
aligomer (with ofp, « few)—up w 10, more ols, monomer joined
cogetherinaszing, eg, alpha olefin.
polymer (with pobe, many)—mulile monomers linked sgethe, eg.
poletiylene.
ftomer (with, equa)—molecles with an equal number and kind of |
‘toms aranged diferendy 9, butylene and iabuylene |
Dimers, mers, and revamers ral orm of ligomes.
a
The chemise in the pewochemical industry ofen characerise |
compounds with nomenclature staring with the prefix, all and ending |
in a code that helps them remember what's in che compound. Ie doesn't
help muich tha che plant engincers often coveupe the extegory names when
they name products.
Anes we ighchied of een chien
cml nade ope nny gus ang te al hon och
ton sue np
Ae sla ewe pigs ng ton «blend
sonerhrinsh hh, wl ene len Taye e fml
Cat marble oe ene,
sre pope lel pop)
Als i dn de aed se ci foe, |
Cans heats es ow cn ah cys Cec
or tapne Ch cn, Cog pra ee
tio tre fms Gting ter Low on de tds
In bsine (Hi-HY H,opoe bay
Tw chew or daw
Allyis ace paraffinic hydrocacbon groups (but noe stand-alone compounds)
derived from alkanes by dropping one hydrogen from the formu, reaule-
ing in -CyFlany1, such at the ethyl or propyl groups,
\WHAT YOU NEED TO KNOW ABOUT ORGANIC CHEMISTRY (> 11
‘When the suffixes ane and -ene show up in a compound name like |
decane or decene chey are uewilly consistenc withthe alkane and alkene |
definicions, bue not always. Beazene is a clic aromatic hydzocarbon, |
rot a straight-chain molecule; naphthene’ are cyclic compounds.
Cyaic Compounns
‘The fundamental difference berveen cyclic hydrocarbon compounds
and che others already covered isthe arrangement of che carbon atoms in a
‘tlic seructure. Cyclic compounds have a closed chain of carbon atoms.
‘Cyclopropane, shown in Figuce I-11, is the simplest cylic hydrocarbon,
ote Oh
Fig 1-11 Gydopropane
Dentists used to administe cyclopropane to their patients—it's one of
the several anesthetics used to put you to sleep. Others are nitrous oxide
(laughing ges) and ether, which you will run into later on in this book.
Cyelopropane and the cyclic compounds shown in Figure 1-12,
cyclopentane and cyclohexane, are members ofthe acyclic branch shown in
Figure 1-4. The ali is the same prefix as used in the aliphatics because of
she structure. Except for the cyclic formation, they are made up basically of
chaias of methylene groups (CH). But one difference from the aliphatic
series of organics is the chemical reactivity. Lower members of the alicyclic
series have one chemical property similar to double-bonded olefins—they
ae quick co reset chemically.
The simple explanation for this reactivity is that che bonds attaching the
carbons to each other are strained because of the angles they must take.
12, <> PETROCHEMICALS IM NONTECHNICAL LANGUAGE
‘They're bent out oftheir “natural” shape. In any chemical reaction, the rings
readily open up to alleviate this strain. The explosive nature of cyclopropane
rust have made patients—and even their dentists—a litle anxious while
they were sitting in a dentist's chair with their lungs full of i
ote
‘
Cte
ge
eee
CH, Oh
ytonentne
Cate
Fig. 1-12 hls
You might surmise that if there are more carboi atoms in the ring, the
‘compounds might be more stable. In fact, cyclopentane and cyclohexane are
much more stable chan cyclopropane, an like the paraffins, slower to reac.
They'll burn easily enough bue not explosively.
Cyclopentane and cyclohexane are commonly found in petroleum prod-
ucts like gasoline and are generically caled yer another name, naphehener, in
the reining business.
Aromatics Compounns
By fan, the most commercially important Family of compounds on the
clic side of the roadmap in Figure 1-4 are the aromatic compounds, Benzene
isthe patriarch, Like much of the nomenclature i organie chemistry the term
somatic is a misnomet. Ics legacy from the 19th cencuty when a group of
unsaturated compounds of high reactivity and wich a‘icky, sive, hydocar-
bonish smell were isolated and fell under the name aromatic Unlike the term
organs, which got broader meaning, ini che 20ch century, the tiame aromatics
‘got narrower and is limited today to benzene and benzene derivatives.
‘The benzene molecule is a remarkable structure’ with six carbons in a
‘hexagonal ring, To satisfy the carbon valence of four, every other catbon-to-
‘WHAT YOU NEED TO KHOW ABOUT ORGANIC CHEMISTRY <=) 13
catbon fink is a double bond, and each carbon has only one hydrogen
actached, (See Fig, I-13.)
Fig. 1-13 Boone, Gls
‘There are some subtle bue very important characteristics unique to the
benzene ring. One is symmetry. Every carbon in the ring looks like every
‘other carbon: every hydrogen looks like every other hydrogen. There are no
benzene isomers. Every benzene molecule looks like every other benzene
‘molecule. Moceover, as in many chemical reactions covered in later chapters,
when one of the hydrogens is replaced during a chemical reaction they resule
in something called « monorubttuted benzene, that compound also has no
isomers. The beneficial fallout of this phenomenon is that the products of
monosubstitution are identical, homogeneous
‘Take the compound toluene, for example. In Figure 114, each of the
three molecules is benzene with 2 methyl group replacing a hydrogen. While
they appear co be different, each needs to be rotated just a lctle to make ic
look like che others. So there’ really only one kind of coluene, as toluene is
1 monosubsticured benzene.
on
Hs 1
a, OF 9
om,
Fig, 1-14 Toluene GCs
14 <> PETROCHEMICALS 1M NONTECHNICAL LANGUAGE
‘The next logical sep is ro replace ewo hydrogens on the benzene ring
(dissubscicution). Three isomers occut. Take the compound xylene, CeHy
(CHa, please. Thats a benzene ring with methyl groups replacing wo
hydrogens. As you can see in Figure 1-15, the replacement can be in one of
«hree patterns (and only thre, if you look closely).
Fig, 1-15 Xylenes
The isomers, called ortbo-xylene, meta-xylene, and para-rylene, each have
unique properties. Two such properties are che freeze points, at which
sylenes curn from liquid to crysals, and the boiling points, at which xylenes
‘ura from liquid co vapor. These two properties figure importantly in the
apparatus used co separate xylene isomers from exch other. Mixed xylenes, a
commonly traded commodity isa combination of the ehree isomers.
Di-substiaued benzenes like xylenes mighe be compared to a liter of
Puppies. They‘ all dogs, bt each one behaves differenty IF they were mono-
substituted benzenes lke toluene, ehey all be clones with the same DNA.
Heteracycuics
‘Take one of the alicyclic or aromatic compounds that have a chain of
carbon atoms in a closed ring and replace one of the carbon atoms with some
other kind of atom (usualy ics oxygen, nierogen, or sulfur), and you have @
heterocyclic compound. Ethylene oxide is the simples of the heterocyclic
series since ic isa chree-atom ring. (Anything smaller wouldn’s be a ting.) In
the ethylene oxide molecule shown in Figure 1-16, the oxygen atom doesn’t
hhave any hydrogen atoms attached because it has a valence of cwo. The
i YOU NEED To ROW ABOUT ORGaniccHeMSTRY > 15
rmartiage of the oxygen and carbon atoms bonds mutually satisfies the
valence requirements of each.
9,
A A
ono concn,
tyne odo Propylene Oxo
Fig 1-16 Cyclic oxides
Propylene oxide, another commercially important chemical, also is shown
in Figure 1-16. Irlluscates two concepts already discussed—hetefocyclcs and
1 methyl group replacing a hydrogen atom,
EvervTHING Else
The list of “everything else” is expanding endlessly and could be the
longest section of cis chapter. Universcy students take numerous advanced
coutses to learn about chem. Mercifully, this section of “everything else” is
limited to brief discussion ofthe few classes of compounds that have become
important in the petrochemical busines.
You are now off the Figure 1-4 road map and onto making organic
compounds by adding something other than carbon and hydrogen atoms.
‘The idea is the same as heterocyclics in Figure 1-4. And as in Figure 1-16,
‘one of the most important ofthese elements is oxygen.
Oxygenated organic compounds
Table 1-1 shows seven types of organié compounds that kave gone through,
an oxidation process of some kind. They have had oxygen chemically added co
them in some fashion. Each of these groups of compounds will be discussed
in detail in one ox more chapters later on, but some failiairy wich the
nomenclature at this point is helpful. (In each ofthe chemical formulas in the
6
D> PETROCHEMICALS IK NONTECHNICAL LANGUAGE
table, the lener Ris meant co represent some organic group or compound in
the manner explained earlier. More imporantly, attached to the 2 is the
Famiy Cation Genere formes
esos ano
eons agon
é
ses n-gx0
é
ese pog-on
6
ene a
ee 2
ney
© °
ano~ Om 8,
6 one
3
Table 1-1 Oxygenatedhydracrhons
‘The characteristic signature group of alcohols is the addicion of the
hydroxyl group -OH to another group. An -OH group and a methyl group
make methyl alcohol.
‘The ketones have an imbedded signacure, a carbon atom with a double:
bonded oxygen arached. Acecone (finger nail -polish remover) is the
simplest and most common ketone.
‘Aldehydes have a tail end consisting of carbon/double-bonded oxygen
and a hydrogen, both attached to the same carbon. The commodity,
acetaldehyde, i a big-volume aldehyde. A betcer known one is formaldehyde.
WHAT YOU NEED TO HOW ABOUT ORGANIC CHEMISTRY ¢
‘The acid signature is juse a bit more complicated. I's a double-bonded
oxygen plusa hydroxyl (OH) group, both attached co the same carbon. The
rain ingredient in vinegar, acetic acid, is an example.
thers are simple. They have an imbedded oxygen connecting two
organic groups thac may or may nor be identical. Diethyl ether is the one
they give you just before chey rake your appendix out
Escers get more complicated, having 2 carbon with single- and double-
bonded oxygens. Anhydlrdes defy simple explanation, so just look at Table
1-1. The most common ester you have probably encountered is methyl
acetate, the solvent put in cans of fase-deying spray pain. There arent any
commonly used anhydrides around the house.
Nitrogen-based organic hydrocarbons
Just ouside the family of organic compounds (like next-door neighbors) is
family of compounds based on nitrogen. There are chree main branches ofthe
family, shown in Table 1-2. The amines are predominant and generally are
formed by reactions involving ammonia, NEL, That's where the amin araine
comes from, ammonia. Usually the amines have in them organic groups
commonly found in the petrochemical industry. (Thars what happens in neigh-
borhoods)) Aniline (CgHsNHz), a typical example, is an important dye inter-
sediate in which you can find a group derived from benzene.
‘amy Cieticaton Oanee Forma xargs
ines na, one na
‘intone
ivosompoxnae ano, .
Nor Noy
no
ie nex sero
ach ow
Table 1-2 Niragen-bsed organic compounds
18 PETROCHEMICALS In HONTECHNICAL LANGUAGE
‘The nitro compounds are organic compounds linked with the grouping
-NOp, Usually the -NO> comes from nitric acid, NOs, as in the reaction
of nittic acid and toluene to make 2,4,6 tienitro-toluene, which is TNT.
‘The numbers are a code indicating where the thee aiseo groups are attached
in telation to the methyl group in toluene.
Finally, a family with a slim tree of near-petrochemicals are the nitriles,
compounds with the signature -CN. The family success in this house is
acrylonivrile, a compound used extensively in the manufacture of tires,
plastics, and the kind of fibers that go into sweaters (Orlon and Acrylon).
‘Tha’ ie This is, by Ft, the toughese chapter in the book. There will be
more chemistry as you go along in each chaprer, but che doses will be small
and easy to swallow. So, if you've gotten this far, engage a plant engineer in
conversation’ and blow him away with a few “alkyls” and “methyl groups.”
Bur make ic a shor: conversation
WHAT YOU NEED To WOW ABOUT ORGARIC CHEMISTRY <> 19
Exercises
Match the items in the left column with che correct corcesponding items
in the rights
parafins benzene, xylene, and coluene
olefins paraffins
aromatics ortho-, para and meta-rylene
samurates CoHane2
cunsanurates CoHans
isomers CaHas
oycics burytenes
How many isomers of pentane, CsHy2 are there? Draw them.
|. An Ethyl Group is
A selection of three types of leaded gasoline
spore
four little old ladies with the same name
|. IF you've goi'a headache by now, you might cake some aceryl salicylic
acid. Thats aspirin, and ie has che chemical stauccure:
g
ob o-
wo-c-
f
8
Fg 1-17 Acetyl salicylic acd
Find some examples of 2 methyl group, an ester group, a benzene ring,
and an acid group in this molecule,
29 > PETROCHEWICNS I NONTECHIUCAL LANGUAGE
Endaotes for Chapler 1
"Often the ceoms orgene group and mda! areincoreaty wed inrchangeably. A
radial lock ike an organic group, excep it can stand alone, useached 20a aalecle, AS 2
seal, ic has an unpaived, odd elecron and ie exremely esc, The methyl tel, Hs,
can be produced, with tome effor, Fm mechane by the los of one hydrogen atom [n
wing, groups (which ae atached to something 2nd not stand-alone) ace ally designated
‘ch «dash in Gont of them, a in -CH. Radicals (which ace sandalone) have che doe ia
Font of chem, as in «CH. Also ia weg chemi formals, che shorthand use ofthe lee
R (whic she Fis leer of che word adel is common practice, The fc hat R sean for
{in chs case) an organic group (nota stand-alone cadicl) doer help displ the confsion
between the cwo. (Even chis explanation had wo be writen inthe hil ein before teal
ly sounded right)
benzene) 21
Nabe ~
Benzene
Oh my how many torments
Fe inthe cr of. ring”
The Double Gallant,
Colley Cibber, 1671-1757
Wir sre bomsne Th obvious aw thac benzene is one
of the handfil of basic building blocks in che petrochemicals industry,
along with ethylene, propylene, and a few others. The more subse reason is chat
benzene, more than any of those other chemicals, comes from a broader base
steel mill coking, petcoleum refining, and olefins plans. For chat reason, che ben:
zene “network,” the sources and the use, is more complex than any ofthe other.
‘After a litle historical background, this chapter will co
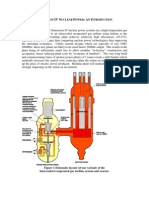
jon (including the hardware) as a chemical engineer might look at it
produc
some of the important properties from the chemists’ point of view, and the
‘major benzene applications.
An Historicat Perspective
Michael Faraday first isolated and identified benzene in 1825,
during his scientific heydays at the Royal Institute in London. Benzene
n
PETROCHEMICALS 1M NONTECHNICAL LANGUAGE
proved to be an enigma to chemists for more than a century after that. The
valence cules of carbon and hydrogen require that benzene molecules have
ius characteristic alternating single and douible bonds in the carbon ring, fe
baffled scientists that the benzene molecule didnt behave in the precise way
shat other molecules with double bonds did. In chemical reactions, the
carbon-to-carbon bonds in the benzene ring acted in some ways like an
average ofsingle-and double-bonded carbons
In 1865 the German scientist August Keleule offered a very appealing
theory. He suggested che single and double bonds concinuously trade places
with each other—they oscillate or resonate. In the early 1930s, the famous
Linus Pauling offered more convincing evidence supporting Kekule’s theory,
using quantum mechanics. There ate still some loose ends, but no good
alternate cheory has euened up yet.
Benzene had limited commercial value during the 19th century Ie was
wed primarily as «solvent, In che 20th century, gasoline blenders discovered
that benzene had good octane characteristics. As a consequence, there was a
large economic incentive to recover all che benzene that was produced as a by-
product ofthe coke ovens inthe sce industry. Seating around World War Il,
chemical uses for benzene emerged, primarily in the manufactute of explo-
sives. Nor only dd the coke-oven benzene get diverted from gasoline blending
to the chemical industry, but by midcentury, che refining industry icself was
diverting huge quantities of benzene from gasoline blending stocks to keep up
with chemical needs Ironically, che largese consumer of benzené, the peroleum
industey, ultimately curned out co be the largest supplier.
‘The increasing demands for benzene by the petrochemicals industry led 10
new and improved manufacturing processes—catalytic reforming, toluene
dealleylcion, and the newer toluene disproporcionation, the last ewo being
techniques for converting toluene to benzene. Toluene dealkylation bas gone in
and out of vogue asthe economic winds have blown to and fro. A fortuirous
source emerged in che 1970s when olefin plants started using hemvy gas ol asa
feedstock and produced by-product benzene.
benzene > 23
BENZENE FROM COAL
‘An importans raw material used in the manufactuce of stel is coke, 2
neatly pure form of carbon. To supply themselves with coke, steelmakers
developed the process of destructive distillation of coal
“The chemical makeup of coulis predominantly a mixcure of very high molee-
ular weight, polynuclear aromatic compounds. That mouthful is a common
expression used in describing heavy hydrocarbon compounds. High molecular
-weight efers co the number oF atoms, in this case carbon and hydrogen, attached
‘ogeher in the molecule. Ethane, CoH, would be low molecular weight; CoHs0
would be high molecular weighe. Polynuclear aromatic refs tothe preponder-
ance of Cetype rings in the molecule, as you can seein Figuee 2-1
Fig. 2-1 A polynuear aromatic
Because ofthe sizeof these molecules and che malriple ring feature, che
sto of carbon co hydrogen is high, compared to other hydrocarbons encoun-
tered up to this point. In ethane it 1:3; che compound in Figure 2-1 is almost
PETROCHEMICALS IM NOWTECHIICAL LANGUAGE
2:1. In the destructive distillation process, the coal is heated to 2300-2700°F
in the absence of at. Ac chose temperatures, the large molecules begin to crack,
forming on the one hand, smaller organic compounds—many of which are lig-
tds or gases at room temperature—and on the other hand, pure carbon, which
is coke forthe steel furnaces.
Because of the high carbon/hydrogen ratio, one ton of coal yields about
1500 pounds of coke and about 500 pounds of coal gas, coal oil, and coal car
Prior co the advent of electiciy, coal gas wasa primary source of runieipa ighe-
ing, and gaslghts lined che scree ofthe grea cities in 1900. Coal ta isa solid
ac room cemperacure and is often used asa roofing macerial or for road peving.
The coal cil is a mixture of benzene (63%), toluene (149%), and xylenes
(7%), resulting directy from che benzene ring remaining incact during the
cracking process. For this reason, stel companies became impoctant suppliers
of BTXs (benzene, coluene, and xylenes). None started out to get into the
chemical business. They just exploited a valuable by-product.
Benzene from coal coking starred co become less importane in the 1950s
as the benzene market mushroomed considerably faster chan the stel market,
and the marginal supply of benzene came from petroleum’ refining, Coal:
based benzene for the U.S. chemical industry dropped from nearly 100% in
1955 to 50% in the 1960s and less chan 5% after the 1980s. Coal-based
‘economies like South Africa and New Zealand sill rely considerably more on
coal-derived benzene,
BENZENE IN PETROLEUM ReFiNiNG
‘The rapid increase in demand for benzene made obvious to oil refiners
the advantages and disadvantages of pecroleum as 2 supply source. Refiners
were always looking for higher valued products; an all-liquids system was
‘more economical than the mechanical coal processing system; and many
chemical companies were subsidiaries of oil companies. AC the same time,
there was a limiced amount of benzene naturally available in érude oil, Ie was
the development of sophisticated refining processes for increasing yields of
sasoline from crude oil thae boosted benzene availabilty. The new processes
created benzene ou of other molecules, permitting them to be recovered
along with the benzene naturally found in erude ol
seeNe > 5
The berzene content of crude oil chat comes out of the ground is typically
‘only about 0.5-1.0%, Generally that’s not enough to justify che equipment
necessary co extract the benzene from the crude oil. Catalytic reforming
became the more important and commercial source of benzene and by the end
of che century accounted for about 50% of US. production. The original and
sill primary purpose of this process wat to make high quality gasoline
components out of low octane naphtha by reforming the molecules with the
help of a catalyst. The feed tp a catalyric reformer, naphtha, is a mixture of
paraffins, naphchenes, and aromatics compounds in the Ce co Cp range
(Waphobenes is a predominantly refining word meaning sacuraced cylics)
‘Typically a eaayric (cx) reformer changes the naphtha composition, In the
process, as ilustrated in Figure 2-2,
+ paraffins are converted co iso-paraffins
+ paraffins are converted co naphthenes
+ naphthenes are converted co aromatics, including benzene
‘These are the good things that happen in the cx: reforming process
because iso-paraffins, naphthenes, and aromatics each have higher octane
‘numbers than the molecules from which they were created. Other changes
happen that are not so good.
+ paraffins and naphehienes cin crack co form butane and lighter gases
+ some of the side cliains (usually methyl groups) groups etched to
the naphhenes and aromatics can break off also ro form butanes
and lighter gases
“The sults ofboth are lower ocrane and les valuable compounds than before.
“The pica change in the compesition of mphha ast pases dough the
reformer is shown in Table 2-1.
‘ote Parent
Pests 0 =
ahineos 2 2
Tole 2-1 Composition chone in w cot reformer
‘26 > PETROCHEMICALS I NONTECHNICAL LANGUAGE
Fe OOOH om + Oo
ar
‘cn ot onan
Fig. 22 Cat elorning recs
BENZENE
The process
‘The reforming reactions are all promored and controlled in the reactors
illustrated in Figure 2-3. The naphtha is pumped chrough continuously at
high temperatures (850-950°F) and pressures (200-800 psi), but even these
severe conditions won't do i. The key ingredient is the presence of a catalyst.
Each reactor is packed with pellets made of alumina o silica and coated with
placinum, che catalyst. As the naphtha comes in contact with the platinum,
‘various reactions take place, depending on the temperature and pressure in
that particular reactor. Generally, there are several reactors, so different sets
of operating conditions can be handled, each one aimed at promoting one
of the desirable reactions listed above. The platinum catalyst, by the way,
does not cake part in the chemical resctions. It just promotes them. Old-
timers in the industy ike o chuckle and cll you that caclysts are alc like
some 10-year-old kids you know. They never get inco trouble. les just thar
‘wherever they go, trouble happens
Fig. 2-3 Catalytic reformer
From the chemical equations in Figures 2-2, you can see that some of
the reactions give off hydrogen, while others use it up. For this reason, when
a
‘24 PETROCHEMICALS IM NONTECHNICAL LANGUAGE
the product comes out ofthe last stage, hydrogen is separated, recycled, and
remixed with the incoming feed. This provides an abundane supply during
the reactions, which is necessary'¢o prevent the formation of all but small
amounts of coke during the cracking rescrions. The cole will deposit iself
om the catalyst, causing it co deactivate, The presence of excess hydrogen
‘causes most ofthe coke co unice with the hydrogen to form light paraffins
(mostly methane and ethane).
Eventually the catalyst becomes deactivated from coke buildup and
miscellaneous other junk depositing on the catalyst, and the reactor must be
shuc down and regenerated, Otherwise the amount of conversion of feed to
the desired products declines rapidly. Regeneration is done primarily by
pumping very hor air through che reactor. The oxygen in che aie reacts wich
the carbon on the catalyse forming carbon dioxide, which is then just blown
inco the atmosphere. Evencually, after alot of deactivation and regeneration,
she catalyst stars to collapse or become contaminated with other elemencs
and must be replaced. Spent catalyst sill contains all the original platinum,
so ic has a very high salvage value.
‘The amount of benzene produced in a reformer will depend on the
‘composition of the feed. Every crude oil has naphtha with different PNA,
(pacaffin, naphthene, aromatics) content, In commercial naphtha crading,
the PNA content is often an imporrant specification. High naphchene and
tomatic content would indicate a good reformer feed. High paraffin
content would indicate 2 good olefin plane fed.
‘The benzene yield also will depend on the mode in which the reformer
is run, For example, seting the operating conditions to maximize benzene
production will generally mean a sharp increase in the production of lighe
cends—butanes and lighter gases. That’s okay if youlte not concerned about
the los ofthe other componenss, the ones used for gasoline, But if you are
‘ying to maximize gasoline volume, benzene outcumn may suffer.
‘Thé yields from a reformer, then, ae function of the feed composition and
‘he operating conditions tha are in eurn responsive to economic incentives.
Downstream of the reactors and the hydrogen separator, the products fed
‘© one ot more fractionating columns, where iis split ino several streams. IF
jst che bucanes and lighter gases are removed, the remaining steam is genet-
ally called reformate, But in those refinesies where benzene is recovered, 10
Benz
rake subsequent processing easier, a "heart cut” that has all che benzene
concentrated ina narrow boiling range, is removed ftom the reformare.
Ofien ic is called, easonably enough, benzene concentrate or aromatics
concentrate, Benzene concentrate is about 50% benzene, plus some other Cs’,
Ce’, and Cr’ All of them boil a about 176°F, the boiling point of benzene,
Since the boiling temperature of the benzene is so close co that of che other
Inydeocarbons in che concentrate steam, simple factionation is noc a very
cffecrive way isolating the benzene from benzene concentrate. Instead, one oF
so processes is used to remove the benzene, solvent extraction process or
extractive distillation. The two difer in the primary mechanism they use. One
operates on a liquid-liquid basis, the other on a vapor-liquid basis
Solvent extraction
There are certain compounds that have the remarkable characteristic of|
being able to selectively dissolve some compounds, while ar the same time
ignoring others. A familiar example might be co take a spoonful of table sale
and deop it into a halfa glass of paine thinner. The sale sinks to the bottom
of the glass. Mix it, shake it, and ic still setles down to the bottom because
ie won’ dissolve in paint thinner. Having observed that, ic would be rough
to gee that sale completely separated from the paint chinner.
‘Now add a half a glass of water and sti. The salt disappears as i dissolves
in che waret. Now all you have to do is to separate the paint thinner and water
by carefully pouring off the paint thinner, which has floated on the top. Then
‘you just need eo ler the water seand fora couple of days and evaporate. In the
bottom of the glass you've gor neatly all the sale you sarted wich
In petcochemical language, in this example:
—salt-laden paint thinner isa concentrate
-—aarer isthe solvent
sale is che extract
Solvent extraction of benzene works the same way. But instead of water,
the various solvents used are sulfolane, liquid SOz, diethylene. glycol, and
NMP (N-methyl pyrrolidone). The paine chinner/selehwater_ process
described above might be called a batch solvent process, since it consists of
sequential seeps that can be repeated, batch after batch. Some low-volume
‘commercial processes still operate that way.
w
30) PETROCHEMICALS I MONTECHIICAL LANGUAGE
In the analogy for benzene, a batch of benzene concentrate is mixed with
the solvent; the benzene dissolves in the solvent; the solvent separates natu
rally from the undissolved components; the benzene-laden solvent is then.
drawn off and fractionated to separate the benzene. (This scp is designed to
be easy by selecting a solvene chat has a boiling emperacure much diferent
from the benzene.) The fractionation product are solvent and benzene,
Fig, 24 Solvent extraction
Knowing how the batch process works, you'll find the continuous flow
process justas simple, Figure 2-4 is a generic solvent extraction unit. In his
case the extract is benzene. To make the process effcien, the benzene is
concentrated by fractionating the reformate stream to the narrow boiling
range around benzene. The benzene concentrate is pumped into the botrom
(of a vessel with a labyrinth of mixers inside. Sometimes the mixers are
mechanically moved ¢o achieve better extraction effectiveness. A rocating
dise contactor i illuseraced in Figure 2-4. The solvent is pumped in the top.
‘Almost all the heavier solvent works its way to the bottom; the lighter
benzene concentrate works its way to the top. As the cwo slosh past each other,
the benzené is extracted from the concenerai, dissolving into the solvent.
Benzene > 31
“The benzene-laden solvent is handled just like the barch process—ic is
fractionated to separate the benzene from the solvent; the solvent is recycled
back tothe mixing ves
The remnant hydrocarbons that are taken from the cop of the mixing
vessel are often called benzene raffinate, a misleading, ironic name. Benzene
raffinate contains no benzene. I's che leftovers after the goodies are removed,
but itis sil a good gasoline blending component.
Extractive distillation
Tin the incessant scramble to reduce capital and operating costs, chemi-
‘al engineers adapeed a related technique for removing benzene from ben-
zene concentrate. For years, absorption, a gas/liquid excraction process, has
been used for separations in refinery gas plants and natural gas plants. Ie only
took’a technique for using che special absorbenss, the same ones used in sol-
‘vent excraction, to seduce the complexity ofthe equipment and the process-
ing cost. (See Figure 2-5)
Fig. 2-5 Extractive dilation
32 <> PETROCHEMICALS IW NONTECHNICAL LANGUAGE
Like the solvent extraction process, extractive distillation relies on the
intimate contact ofthe liquid solvene and the aromatics concencrate vapors
to allow che aromatics to be preferentially dissolved in the solvent. The usual
lise of solvents includes DEG (Diethylene glycol), TEG (Triethylene glycol,
NMP (N-methyl pyrrolidone), or methyl formamide.
‘Again, as in solvent extraction, it’s more efficient to concentrate the
atomatics by fractionating a benzene concentrate, someximes called a “heart
‘cut,” from the cat rformare. Then in Figure 2-5, the aromatics concentrate
is heated and incroduced as a vapor to the bottom section of the excraction
column. The solvent of choice enters at the top of the column, The boiling
poinc of any of the solvents used is high enough that it will remain liquid
even as it eickles past the rising vapors of the aromatics concentrate. The
trays inside the column are designed to cause that intimate contact necessary
for the solvent to extract the benzene (and other aromatics, ifthe aromatics
concentrate is cut thet way) from the concentrate,
‘The aromatics-laden solvent leaves the bottom of the column 2s aliquid.
‘The vapors leaving the top ofthe column, che aromatics raffinate, have almost
‘no aromatics left. They are cooled and condensed to a liquid and used cse-
where, normally 6a gasoline blending component,
‘The aromaticrladen ot “fat” solvents fractionated in a distillation column,
‘The widely diferent boiling points of the solvene and aromatics make che
separation telatively easy and clean. The solvent is recycled back co the begin-
sing of the process. The aromatic extract, called crude benzene, i usually passed
through a clay treater to remove any olefins that sometimes get crested in the
process and then disilled once again to produce high purity benzene.
Benzene FROM OLEFIN PLANTS
In Chapter 4 you'll find a complete discussion of the manufacture of
cthylene and propylene by cracking naphtha or gas oil in an olefin plant.
One of the by-products of cracking those feedstocks is benzene. The tesm
“by-product” may not be appropriate anymore, since about a third of the
benzene supply in the United Srares naw comes from olefins plans.
benzene
[Naphchas and gas oils consist of molecules with carbon counts of 5 to 20
cor more, The olefins are creted by heating the molecules to a cemperacure
where they crack, forming among other things the desired ethylene (CHa)
and propylene (CH). The larger earbon count molecules, Cio and higher,
often contain multiple benzene rings, nor too unlike the coal configuration
described above. When the molecules break up, the benzene rings can be freed
ineace, forming benzene and othee aromatics. The process is similar co the
destructive distillation of coal, when ic comes co benzene
The benzene leaves the olefins plant fractionator mixed wich the other
gzsoline components soit is handled che same way a a refinery stream. An
aromatics concentrate is made and run through one of the tivo separation
processes you just read about, solvent extraction or extractive distillation.
Benzene FROM TOLUENE HYDRODEALKYLATION
Since toluene is nothing mote than benzene with a methyl group
actached, creating one from another is relatively easy. Benzene, toluene, and
for that matter, xylenes too, are coproduced in the processes just
described—coke making, cat reforming, and olefin plants operations. Phe
ratio of benzene to the other aromatics production is rarely equal to the
‘chemical feedstock requirements for the three. One method for balancing,
supply and demand is coluene hydrodealkylation (HDA). This process
accounts for 10-1596 of the supply of benzene in the United States and is
1 good example of what can be done when one or more coproducts are pro-
duced in proportions out of balance with the markerplace.
“The word Aydradeallylaconis less ominous that ic appears. Alkanes ate a
synonym for paraffins; lleylation is che process of adding a paraffin group (like
a methyl or ethyl group) to another compound. Dealkylation is nothing more
than removing i. Fjdro- indicates the replacement atom is hydcogen.
3
34 (> PETROCHEMICALS IN NONTECHNICAL LANGUAGE
Fig, 2-6 Benzene from toluene bydrodealylation
In the toluene HDA process shown in Figure 2-6, toluene is mixed
with a hydrogen stream, heated, then pumped into a reactor. This vesel,
like a cat reformer reactor is packed with a platinum catalyse and runs at
high pressures and temperacures, The methyl group pops right off as the
toluene passes over che catalyse. Hydrogen fils out the valence requirements
of the resulting molecule, forming Benzene.
‘The stream leaving the reactor is separated in several fractionator into
bhydrogen, methane and other light gases, and benzene, The hydrogen is rey:
cled, and che light gases are usually sent off to the fuel system. The benzene
is usually clay-treated to remove any stray olefins and other coneaminants,
resulting ina pure, nitation grade benzene.
‘The yield of benzene in a toluene HDA plant runs 96-98%,
Material Balance
BENZENE FROM ToLueNe DisPROPORTIONATION
In the last 15 years, as che demand for benzene and xylenes started co
pull away from the demand of roluene, engineers and chemists scratched
their heads and came up with a commercial process «0 increase the two at
the expense of the one. Toluene disproportionation takes in toluene and
‘urns out benzene and xylenes
‘The definition of disproportionation involves the defini
‘other terms, oxidation and reduction, so here goes.
Oxidation and reduction: The ere oxidation originally meant a reaction in
which onygen combined with another substance. Ic has boadened to include
any reaction in which there is 2 transfer of electrons between substances,
‘Orxidation and reduction always occur together, with the oxidiing agent gain-
ing electrons and the reducing agent giving them up. This sounds like an oxy-
moron, but sorry, that's the way itis,
Disproportionation: A chemical reaction in which a single compound
serves as both an oxidizing and reducing agent. It converts to a mote oxi-
dized and a more reduced derivative.
In the case of toluene disproportionation, reduction to benzene occurs
when a methyl group pops off (hydrodealkylation takes place) and oxidacion
to xylene occurs as that methyl group that popped off attaches itself to
another toluene molecule (a transalkylation reaction.)
ns of Ho.
2C6k3CHy > CoH + Cobta(CHs)2
‘The secre that makes this process work is no surprise, the catalyst. Those
thac work include some ofthe noble metals, specifically, platinum or palladium,
a rare earth meal like cerium or neodynium (are chey rate or what?) on
alumina, 0 aen-noble metal like chromium on a slict-aluminum support.
In Figure 2-7, roluene is fed into a heated reactor containing the catalyst
in a fixed bed. A small amoune of hydrogen is pumped in co keep carbon
deposition on the catalyst co a minusnum, The reactor conditions are in the
{650-950°C and 150-500 psi ranges. The effluent is cooled then the
hydrogen is recovered and recycled. The rest of the effiuent is then triple
PETROCHEMICALS 1 MONTECHIICAL LANGUAGE
distilled, removing nonacomatics in the first step, benzene in the second,
and xylenes in the thir.
Fig. 2-7 Benzene from toluene disproportianaion
The conversion rates on a once-through basis are high as you can see
fom the macerial balance, 2337 pounds of benzene/xylenes fiom 2400
pounds of coluene.
Material Balance
Feed:
Toluene 2400 is.
Hydrogen Tb,
Product:
Benzene 1000s,
Yenes 1337 Ibs.
Methone and other mis, 62 bs.
BENZENE
HANDLING BENZENE
Benzene is a clear, colorless, Rammable liquid with a distinc, sweet odox.
Ir burns with a smoky flame, as do other hydrocarbons with high aromatic
content. (That’s why kerosenes with high aromatic content do not make good
jet fuel or burning grade kerosene-—too much black smoke.) Benzene is only
slightly soluble in water.
Benzene Properties
oleclar weight 78.
Freeing point IPE (SSO
Baiting pit 176.2°F (801°)
Spec gravity (879 (lighter than water)
Weight pr gallon 7.32 bs/gal
‘The commercially waded grades of benzene are motor ot industrial, pure
(2°F boiling range), and nitration grade (1°F boiling range). The boiling range
is a measure of the amount of impurities (other hydrocarbons) mixed in with
the benzene. The wider the boiling range, the more impurities. Industrial pure
benzene has about 0.5% nitration grade has even less becase i is clay-fltered
to remove the more reactive compounds like thiophene, 2 sulfur-containing,
bad-smelling hecerocyclic. Motor benzene is generally mixed into gasoline, 50
iecan stand the boiling range of °F.
Benzene is shipped in rank cars, cank trucks, barges, and drums. Transfers
from one vessel to another are in closed systems because benzene isa poison
cous substance with acute Coxic effects. Hl kill you in 5-10 minutes if you
breathe too much. Red DOT flammable liquid labels are equired.
a
38 (> PETROCHEMICALS I NOMTECHNICAL LANGUAGE
Use Parterns
‘Most ofthe benzene used in chemical applications ends up in the men-
facturing processes for seyrene (covered in Chapter 8), cumene (covered in
Chapter 7), and eyelohexane (covered in Chapeer 4). Polymers and all sors
of placis are produced fiom styrene. Cuimene is the precursor to phenol,
Which ulkimately ends up in resins and adhesives, mostly for gluing plywood
together. The production of styrene and phenol account for about 70% of
the benzene produced. Cyclohexane, used co make Nylon 6 and Nylon 66,
is che next biggest application of benzene.
(Other smaller but important volumes of benzene end up in the processes
for making maleic anhydride (for resins), nitcobenzene (for explosives), aniline
(Gor dyes), and dodecylbenaene (For detergents)
@ eee
‘Chapter 2 in a nuts
4e
“BE Benzene, CH. is a ring of carbon atoms connected alcernately by a sin-
sleand double bond. Each carbon has a single hydrogen acached. Ieis found
35 2 natural component in crude oil; itis created in the process of
catalytically reforming naphtha to make high octane gasoline components;
and itis formed in thermal cracking processes such as an olefins plant where
complex molecules containing benzene sings are split up. Benzene is also
made by hyérodealkylacion of toluene and by disproportionation of toluene.
High purity benzene is produced by either a solvent excraction process ot
extractive distillation. Benzene is used in the production of numerous
chemicals including soyrene, cumene, cyclohexane, and maleic anhydride
ee
BENZENE) 38
Exercises
|. Assemble the following list into a rable of feeds, operating units,
and outturns:
benzene coal inapheha
benzene coke olefin plant
benzene sas il toluene
benzene descructive distillation solvent extraction unit
benzene/xylene coluene disproportionation toluene
cat reformer ~ hydrodealkylation reformate
Ifyou had 500,000 gallons of toluene and a toluene HDA unit and che
toluene marker price was $0.20/Ib., benzene was $0.24/lb., hydrogen
‘was $0.40/b. and it cost $0.005/Ib. co run the HDA unit, whac would
you do? Oh, and toluene weighs 7.21 Is. per gallon, and benzene is
7.32 lbs/galion.
|. Whac is the “cat” in cat reformer?
‘Whac’s the difference berween reformave and raffinate?
Some coffee companies-use meshylene chloride to take the caffeine out of
regular coffee (and you drink thar stuff) In this solvent extraction process,
har do you think are the solvenc, che rffinace, che extract, and the feed?
TOLUENE AND THE XYLENE
Nake
Toluene and the Xylenes
"Into fire, into ice.”
Divino Comedy
Dante, 1265-1321
fae i rr re cemen hardware
involved in making toluene and xylenes are for the most part the
same as thei sibling, benzene. While thar may be true, there are a few
chemical principles chac cin be demonstrated by
separation processes for purifying toluene and xylenes are different also. There's
using toluene. The
‘enough, then, fora healthy bice without tagging on to the last chapter,
TOLUENE
‘The manufacture routes to coluene, like benzene, include cat reforming,
olefin plant production, recovery of che small amounts naturally occucring
in crude oil, and coke production. More than two-thirds of toluene comes
from cat reforming. The volume of coal-derived toluene, which evolves in
the same manner thac was described in the benzene chapter, almost rounds
off to 2210 now.
In the cat reforming proces, ovo important variables control toluene
make: the compesition ofthe feed and the operating conditions in the reac-
tors. AS to the first, some compounds are. more suitable for reforming into
”
42 (©) PRTROCHENICALS bt NOWTECHCAL LAKGUAGE
toluene than others. These precursors (From the Latin curra, I run, and pre,
before) include cyclohexane, methyl cyclohexane, ethyl eyclopentane, and
dimethyl eyelopentane.
In Figure 3-1, you will notice thae three of these compounds have the same
carbon/hydrogen count, CH, and the same carbon eoune as toluene, C7He.
Tree diferent sypes of eactons take place in a cat reformer that change the
precursors to toluene: ring opening, dehydrogenation, and cycliciztion. Just
looking at Figure 3-1, you ean imagine thar dehydeogenation (the removal of
hydrogen) is necessary to work on the methyl cyclohexane. Because ethyl
‘gelopentane and dimethyl cyclopentane start out with the wrong carbon,
number in ther rings, both ring opening and cyclization (closing ating back
up agin), as well as dehydrogenation, are needed to get to roluene.
=
on om :
o be Ao
oh om Arnon Oe
bb, ao of
coe oi ao
one ttn oe
Fig. 341 Toluene precursors
‘When the naphtha feed toa cat reformer has a naturally high content of|
these precursors, the yields of eoluene are high. Other ehan this forcuirous
circumstance, therés generally not too much attention paid to toluene in the
reforming operation for several reasons
a. more toluene generally means less benzene
b, the composition of the naphtha feed depends on the Selection of che
aude oil, and chat is usually determined by factors other than
reformer operations because the reformet feedstock fraction is only a
small pat of crude oil
most reformate ends up asa gasoline blending components (One of
the components that makes it attractive is toluene, and most
toluene is left in che reformate. Making mote toluene isn't the
issue—extractng it fiom the reformate is, and that is a matter of
economic trade-off between gasoline and chemical uses.)
TOLUENE AND THE XYLENES ¢
Separation of toluene from the other components can be by solvent
extraction of extractive distillation, just as described in che benzene
chapter. The boiling points of benzene and coluene are far enough apare
that he feed co separation unit of choice can be split (fractionated) rather
‘easly into benzene concencrate and 2 toluene concencrate. Alternatively,
the separation unie can be thoughe of as aromatics recovery unit. Then an
aromatics concencrate steam is fed to the solvent extraction unit, and che
aromatics outtun can be split into benzene and toluene streams by frac
tionation. Both schemes are popular.
Azeotropic distillation of toluene
“There is an alternate process for recovering toluene From the reformare
stream called azeotropie distillation. I also can be used to spl toluene from
the other hydrocarbons that have boiling points near toluene. Azeotropic
distillation is like solvent excraction with an extra twist. The process can be
moze efficient than exteacton when the toluene concentration is high.
In this process, a solvent is used that increases the volatility of the
‘components co be removed. In this ese, what is removed is everything in the
toluene concentrate but the toluene. The added solvent, along with the
‘unvwanced components, goes up the distilling column as a vapor, the toluene
goes down and out as 2 liquid.
“An analogy might help. Water in the gas cank of your car can cause a
problem. Ics usually caused by warm moist air gecting in a halF-empty gas
tank, followed by the water condensing when the weather turns cold. Or
maybe you just lee che gas cap off when you ran through the car wash, In
any event, water in gasoline causes hard starts and sputtering because it won't
svaporize easily. Dry gas isthe over-the-counter remedy, nothing more than
ethyl alcohol. Water will dissolve in the alcohol, and together they will act
jast like gasoline as they go through the engine because together they vapor-
je ata lower temperature than either water or ethyl alcohol alone. In this
analogy, the solvent is ethyl alcohol, the (toluene) extract is gasoline, and the
saffinate is water
‘When szcotropic distillation is used for coluene, the solvent used is ust
ally a mixcure of methyl ethyl ketone (MEK) and water (10%). The solvent
‘and the toluene are mixed, heated, and then charged to distillation coluran
8
4 Prveoctecats mm MONTECHMICAL LANGUAGE
(see Figure 3-2). The paraffins and naphthenes dissolve in che MEK/water
and then vaporize about 20°F lower than their normal boiling temperature.
‘The vapors work their way up the distilling column; the toluene works ics
‘way down as aliquid. Again, this takes place despice the fact that che paraf-
fins and the naphthenes have neatly the same boiling temperatures as
toluene, The solvent does it
ae “ee ratte
Fig. 3-2 Azeoopicdsilion of toluene
Commercial use
Toluene, like benzene, is a flammable liquid and requires the red DOT.
shipping label. There are evo commercially avilable grades, usualy defined in
terms oF boing ranges. Industral grade toluene (95 to 98%) boils within two
degrees of the roluene boiling point of 213°F (100.6°C). Nitration grade
toluene (99%) boils within a one-degree range. The term “nitration” grade
isa bangover from the specification required for the manufacture of trini-
twotoluene (TNT). Lower grades are known as technical grade toluene, crude
toluene, aviation grade roluene, or other specialty names.
Use patterns of toluene
During World War Il, rwo militarily bue nor chemically related uses
give 4 running stare co toluene. Because of its high-octane characteristics
‘TOLUENE AND THE XYLENES <>
(103-106 ocrane number), toluene was particularly suitable for blending
aviation gasoline. Wartime conditions made maximum production of
toluene an imperative during this period.
‘At che same time, the need to manufacture milicary explosives created a
demand for toluene to make TNT. Ironically che chemistry that makes for
‘good octane characteristics has litle co do with char of explosives.
In the postwar period, the expansion of commercial aviation sustained
she demand growth for toluene as a high octane-blending component. By
the 1960s, aviation gasoline gave way to kerosene-based jet fuel in most
commercial sitcraft. Buc the growth of automotive gasoline and the accom-
panying ocrane wars more than compensated, and today gasoline remains a
‘major application For toluene.
“To the dismay of toluene loves, if there are any, the volume growth of
benzene has overshadowed thar of toluene, and toluene’s major use is to
‘make benzene in hytirodealkylation and toluene disproportionation units
‘About 50% of the eoluene recovered in the United States is used this way.
Conversion co para-xylene is aso of growing importance.
“Tolueri is used more commonly than the other BTXs as a commercial
solvent, There are scores of solvent applications, though environmental
‘constraints and health concerns diminish che enthusiasm for these uses,
Toluene also is used to make toluene diisocyanate, the precurtor to
polyurethane foams. Other derivatives include phenol, benzyl aleobel, and
benzoic acid. Research continues on ways to use toluene in applications that
nov require benzene. The hope is that-the dealkylation-to-benzene ot
disproportionation steps can be eliminated. Processes for manufacturing
styrene and terephthalic acid—the precursor to polyester fiber—ate good,
‘commercial prospects.
XYLENE
‘The manufacture of the xylenes is a dfia mu story of benzene and
toluene—cat reforming, olefin plants, 2 small amount naturally resident in
crude oil, and coke making. A small but rapidly growing amount of xyiene
‘comes from catalytic disproportionation, the process described in the ben
5
46 49
-90°F.in a holding eank. Ar thar remperacure, para-aylene crystals form
and grow in a liquid-solid mixture like slush. The key t0 good solid-liquid
separation is large ceystal growth. The larger the crystals, the better che
separation because of she next step.
C= ee
Fig. 3-5 lene seporaion ond cryogenic rslaton
When the crystals have grown sufficienely, the slush is pur in @ cen-
tifuge. The spinning action permits the para-xylene to separete from the
‘mother liquor, so-called because the exystals come ouc ofthe liquid. At this
stage, the para-xylene crystals, called filter eae at this poine, have a purity of
80-90%, due co the mother liquor that coats the crystal surface. (That's the
reazon for big eystals—less surface area for the mother liquot co coat.)
“To fuither purify che para-xylene, che crystals are again melted, cooled —
this time to about ~40°F—and crystallized once again. Centrifuging this
time results in bout 99% pure para-xylene, The meta-xylene from both cen-
crifuges is about 85%, the rest pare-xylene.
50
TROCHEMALS IN NONTECHIICAL LANGUAGE
ABsoRPTION
A commercial process using a material called molecular sieve can also
separate pata-xlene from meta-xylene, Molecular sieves are marble-sized pellets
that have millions of pores, all oF size thas para-xylene molecule can fein but
the mete-rylene molecule cannot. The pore sizes are so small chey ae measured
in Angstroms, which are 1x10° centimeters (0,00000001 em). Molecular sieves
cof varying pore sizes ae used in many ocher applications as wel,
In an adsorption process, molecules are collected on the surface of a
subscance or agent and held there by electrostatic force. That is in contrast
to absorption, where the collection takes place within che agent,
solvent. Hence, the uncommon suffix ad. When the adsorption agent is a
molecular sieve, it might seem thar the collection of the liquid in the pores
is more like ab- than ad-. But the collection is on’the surface of the potes,
s0 dont get too confused.
In this ype of pare-aylene recovery plant, the mixed para- and meta-
aylenes are pumped into a vessel bed packed with molecular sieve pellets. At
first, the liquid stream coming out of the bed (the effluent stream) is very
low in para-rylenes, because they ae selectively being collected in the sieves.
* Gradually the concentration of para-xylene in the effluent stream starts to
build as the molecular sieve pores fill up and some para-xylene slips by. At
some point, che operation is shut down. A fluid is chen pumped backwards
through the bed to Mush oue the para-xylene. The process of pulling the
ppara-rylene from the molecular sieve, desorption, uses a fluid called a desor-
bene to flush the pare-rylene out. The desorbent used has a boiling point
differeric enough from para-rylene that its separation from the para-xylene
in a distllacion coluran is eaty
After desosption, che bed is heated up to vaporize and remove all the
desorbent and remaining para-xylene. The cycle is then ready to begia again.
Para-xylene purity from this technique is about 99.5%. The adsorption
process sometimes. has an economic advantage over the exyogenic crystal-
lization route, due mainly co fuel and operating costs.
Touuene ano Te eNES >
DIsPROPORTIONATION AND TRANSALKYLATION
In che chapter on benzene and in Figure 2-7, you saw that toluene
disproportionation yielded both benzene and mixed xylenes. When the
catalyst-prompred methyl group removes itself from the toluene it usually
attaches itself to another toluene molecule in 2 way thas i forms xylene
“That's eransallylation. The feeed methyl group might attach itself momen-
tatily to another fiee benzene molecule, or it might attach itself to che
methyl group of another toluene, forming ethylbenzene. However, che
creation of benzene and xylenes predominates, and the combined yields of
the two are 92-97%.
2CGHSCHs > CoH + Colla(CH)2
ISOMERIZATION
‘With che percensages ofthe thce xyenes from the various sources differing
s0 much, its nt likely chat a company, or the industry for chat matte, will pro-
duce jus che amount of the xylene isomeric wants. Para-rylene has the biggest
demand and mera the smallest, ut none ofthe processes, cat reforming, olefins
plants, or dsproportionation, have commensurate yields.
‘The research gnomes atthe lab benches havé now developed the caalyss,
‘and companies have commercialized plans to shift a mixture of mixed xylenes
and ethylbenzene towards the para- isomer and away from the meta.
Licensoss offer a varity of catalysts to promote the isomerization—silica
alumina by itself or enhanced with a noble metal ike platinum or a non-noble
‘meal like chromium. Another uses hydrofluoric acid with boron trifluoride
In the case ofthe noble metal catalytic proces, the feed enters vesiel with
a fixed catalyst bed at 850°F and 14.5 psi As is often the case, a small amount
‘of hydrogen is present to reduce the amount of coke laying down on the cat-
lyst. The effluent i processed in a standard fashion to separate the hydrogen,
the para- and ortho-xylene, and any unreacted or miscellaneous compounds.
“Yields of paracxylene are in the 70% range.
31
52> PETROCHEMICALS IN NONTECHICAL LANGUAGE
‘Aromatic Feed composition Product composition
Ethylbenzene 16% >
Poraaylene 4% nx
‘Meto-xylene Ay -
Ortho-xylene 19% x
Commercial use
Mixed xylenes are commercially available in nitration grades that have
‘olecances of 3 and 10°F, depending on the specified amount of the hydro-
carbon present. Purities of the ortho-, meta-, and. para-xylenes are more
‘often than nos a matter of negotiation beoween buyer and seller.
Mixed xylenes are used as an octane improver in gasoline and for com-
mercial solvents, particulary in industrial cleaning operations. By far, most
of the commercial activity is with the individual isomers. Para-xylene, the
‘most important, is principally used in the manufacture of terephthalic acid
and dimethyl terephthalate en roure co polyester plastics and fibers
(Dacron, films such as Mylar, and fabricated products such as PET plastic
bortles). Ortho-xylene is used to make phthalic anhydride, which in turn
is used to make polyester, alkyd resins, and PVC plasticizers. Meta-xylene
is used co a limited extent to make isophehalie acid, a monomer used in
‘making thermally scable polyimide, polyester, and ally resins.
The xylenes are flammable and are shipped under the same regulations
and using the same methods as benzene and coluene: rank cars, erucks,
barges, and tankers. Pipeline movements are limited. Toxicological problems
diceaze handling in closed syscems like benzene and toluene.
wee Chapter 3 in a nutshell ...
SB Toluene, CéHsCHs, and the xylenes, CgHly(CH3)y, are benzene rings
with one oF two methyl groups, -CHs, hung on in che place of hydrogens
TOLUENE AND THE KYLENES
“Toluene has one; xylenes have two. Sources of al chree BTXs are the same:
PETROCHEMICALS IN NONTECHNCAL LAKGUAGE
Fig 4-1 Benzene hydrogenation eyohoxone
‘As a source of cylohesane, benzene has the right shape (see Figure 4-1)
but roo few hydrogens. So cyclohexane plants are not much more than ves-
sels in which benzene molecules are hydrogenated with the help ofa catalyst.
This process accounts for about 90% of today’s cyclohexane.
Tue TrapiTionat. Process
Benzene, youll recall, has alternating double bonds, and che addition of
cone hydrogen arom to any one ofthe carbons will cascade quickly all around
the benzene ring so that all che carbons pick up hydrogen. Pressure and
temperature alone cannot cause the hydrogenation—a catalyst is needed.
Fortunately several metals qualify—platinum, palladium, nickel, and chiomi-
tum, The fist ewo are highly active and ean cause hydrogenation to occur at
room temperature and only 15 ro 20 psi pressute. Unfortunacly, platinum
and palladium are expensive metals, and most commercial processes use nick
lor chromium. Though they require much higher temperature and pressures
fand more expensive in terms of energy costs), the catalyst is cheaper.
Sulfur and carbon monoxide can be killers (liezally) with hydrogena-
sion cacalysts. Ie will ‘poison’ them, making them completely ineffective.
‘Some sulfur often shows up in the benzene feed, carbon monoxide in the
hydrogen feed. The alcernatives co procect the catalyst are either to presreat
the feed and/or the hydrogen or ro use a sulfut resistant catalyst metal like
tin, titanium, or molybdenum, The economic uade-offs are additional
processing facies and operating casts vs. catalyst expense, activity, and
replacement Frequency. The downtime consequences of catalyst replace-
iment usually warranic the more expensive treatment cites
CICLOHEKAME <> 57
Refineries and olefins plants generate the primary supplies of benzene
s0 cyclohexane plants tend co be clustered around refining cencers to save
transportation costs.
if
Fig, 4-2 ydahexone plant
‘The hardware used forthe hydcogenation of benzene is shown in Figure 4-2.
‘The basic pars are three or four reaczors in a series plus a separation section at the
end. The reactors are vessels filled with catalysts inthe form of charcoal or alu-
‘mina pellets thac are coated with one ofthe above metals. The catalyse is packed
loosely enough thatthe fed can flow chrough, top to bottom, by gravy.
The continuous flow process shown in Figure 4-2. as a mixture-of
benzene, cyclohexane, and hydrogen being heated co about 400°R, pressured
0 about 400 psi, and pumped through the fist reactor. The proportions of
cach feed depend on the type of catalyst being used. On 2 once-through
basis, about 95% of che benzene is convereed to cyclohexane.
Most hydrogenation reactions, this one included, are exothermic, ie
they give off heat. To minimize the by-products that could occur, strict tem
perature control must be maintained. As the feed passes through the reactor
like the one shown in Figure 4-3, the temperature increases by about 50°R.
‘The reactor efluent is therefore cooled back down to 400°F in a heat
‘exchanger. For the second pass, additional benzene is added, although che
resulting proportion in the second and succeeding reactors keeps decreasing,
‘The same process of hydrogenation, wich its exothermic effects, occurs and
8
SPETROCHENICALS 1 NONTECHNCAL LANGUAGE
the reactor effluent must be cooled again in a heat exchanger co ge it to the
right cemperature forthe next reactor.
The overall conversion of benzene to cyclohexane is nearly 100%, but
the effluene from the last reactor will stil have plenty of hydcogen in it. To
facilitate che hydrogenacion reaction, hydrogen is usually kept in excess. The
ent is passed through a flash drum, where the pressure drops and the
hydrogen flashes oueof the produce and is recycled to the feed. The remain-
ing effluenc is then fractionated as a final cyclohexane purification step.
(Since reaction conditions in the process are never controlled peefedy, some
of the benzene feed and whatever othe: hydrocarbons come along wich i, get
converted to other miscellaneous compounds, mostly butanes and lighter
gases, chat have to be removed in che distillation step.)
A cyclohexane stream is recycled to the feed and also performs an
important function. Ie acts as @ heatsink ora sponge, diluting the exother-
sic eecr of the hydrogenation reaction, keeping the cemperacuce down. At
emperatures about 450°F, the decomposition of benzene to those light
‘ends just mentioned increases rapidly
Material Balance
Feed:
pend 4
gen 65 bs,
Gotalyst -
Product:
Cyclohexone 1000 ts.
Light Ends 9 bs.
In summary, the key variables in this process are temperature control,
excess hydrogen, and catalyst activity. Conversions are ypically 99.5%,
Tue Liouio PHASE PRocess
A cost savings-induced process captures much of the new plan design.
The efficiencies come from running a liquid phase syste, saving heat and
catalyst handling equipment. Figure 4-4 shows the flows.
‘The réaction vessel i filled with a finely divided Raney nickel catalyse
suspended in cyclohexane. (Raney nickel is a dark gray, pyrophoric—ignites
‘easily and burns hot—powder named after the man who devised the process
for extracting ie fom nickel-aluminum alloy) The catalyst slurry is kepe in
suspension throughout the reaction by pumping it vigorously ad cicular-
ing ie ehrough an external heat exchanger.
Benzene and hydrogen in excess of whacs needed are fed cold into che
pressurized, catalysed reactor. The hydrogenation reaction that takes place,
attaching six hydrogen atoms each to the benzene molecules, is exothermic.
60 <> PETROCHEMICALS IN NONTECHRICAL LANGUAGE
‘The catalyst circulation through an external heat exchanger is set to keep the
reactants at more of essa constant temperature of 350-400° F
=
—— Tier
a erste
wn isting Separate ate
Fig. 44 Ui phos benzene dehydrogenation a ydhecane
A finishing reactor with a fixed bed of catalyst completes the catalytic
hydvogenation of any residual, unreacted benzene. The effluent from this
reactor is then cooled and flashed to remove most of the hydrogen and then
fractionated ro produce high purty cyclohexane.
‘One pass through this process a 400 psi results in 100% conversion of
the benzene to cyclohexane wich purity of about 999%. The economies
compared <0 che traditional processing scheme come from energy savings
and simple equipment. In addition, the catalyst circulation system lends
itself co fine control since deactivated catalysts can easily be replaced on the
fly without shutting down the system.
Phenol has fora long time been a minor source of eyelohexane, more so
in Europe than in the Uniced States. Phenol, a benzene rig with an -OH
‘group attached in place ofa hydrogen, isa coproduct ofthe manufacture of
acecone. Ironically, the process stares with benzene, a8 you can read about in
‘Chapcer 7. Only when the demands for acetone and phenol get out of syne
and too muck phenol is le over after che markee clea itself does the phe-
nol route to cyclohexane become an attractive proposition.
cvoneune D>
COMMERCIAL ASPECTS
Cyclohexane is colorless, water-insoluble, noncorrosve liquid having 2
really pungent odor. Its fammable like any naphtha product, and it is
shipped in tank cars, tank erucks, barges, and drums. Red DOT shipping
labels are required. In commerce, cade is usually done on the basis of
‘Technical Grade (either 95 or 99% purity) or Solvent Grade (85%
minimum purity)
ydohexane Properties
Nolecolr weight a6
Freezing pont 437°F (650
Boing pint V713°F (807°
Spec gravity (0.7786 lighter than water)
‘Weight per gallon 654 bs/allon
Nearly all cyclohexane is used to make three intermediate chemicals,
About 85% goes for caprolactam and adipic acid. Another 10% goes for
hexamechylene diamine (HMD). All three are the starting materials for
[Nylon 6 or Nylon 66 synthetic fibeis and resins: Nylon fiber markers include
the familiar applications: hosiery, upholstery, carpet, and tire cord. Nylon
resins are engineering plastics and are largely used co manufacture gears,
washers, and similar applications where economy, strength, and a surface
with minimum fiition are important.
Cyclohexane is the staring poine for making the chemical intermediates
‘qclohexanol and cyclohexanone. Other minor uses'include industrial sol-
vent applications such as cutting fats, oils, and rubber. Cyclohexane also
rmakes a good paint remover component.
4
62 (> PETROCHEMICALS IN HONTECHNICAL LANGUAGE
& Chapter 4 in a nutshell ..
42
B Cyclohexane, CH, isa carbon ring with two hydrogen atoms attched
to each carbon I resembles benzene, bu there are no double bonds. Benzene
isthe feed toa cyclohexane plant, which is just a hydrogenation process.
Cyclohexane isa coloces liquid at room temperature. Ii used primarily
to make precusors of Nylon 6 and Nylon 66.
cruonenANe 63
Exercises
1, What does “exothermic effec of hydrogenation reaction” mean?
2. Fill in the blanks:
2. To make cyclohexane our of benzene, you need to add
toms.
b. Various are used co promote the benzene hydro-
geration reaction.
c._ [Fic werent for the development of __ most cyclohexane
would sill end up as 2 gasoline-blending component or as cat
reformer Feed.
3. IFcyelohexane is worth 30 cents/Ib., hydrogen costs 40 centslb., and it
costs 0.5 cents/Ib. of feed ro run a traditional cyclohexane plant, how
;much can you afford to pay for benzene to break even? Assume the light
tends are flared (chat is, chey are burned off and worth nothing).
4, Which came firs, the chicken (cyclohexane) or the egg (benzene)?
‘OLEFIN PLANTS, ETHYLENE, AND PROPYLENE ("> 65
APTER 5 ©
Olefin Plants, Ethylene,
and Propylene
“anything that can happen
wil happen.”
‘Marphy’s Third Low
Oterin PLants
he big daddy of the petrochemicals industry is the olefin plant. The
vintage of the cechnology that dominates the scene dates back to the
19305, Olefin planes are a wellspring of the industry’s basic building blocks
—ethylene, propylene, busylenes, butadiene, and benzene. The proportions
of olefin plants buile in che last few decades are huge. The so-called world:
scale plane (the size that achieves whatever is currently considered full
economies of scale) is larger than many medium size refineries. Capacity is
no longer measured in millions but billions of pounds per year.
Olefins plans, for the most part, all have the same basic technology, buc
the process flows differ with the varied feedstocks chat can be used. This
chaptec will cover in some depth the feeds, the hardware, che reactions, and
the variables that can be manipulated to change the amount and mix of
products. The physical properties of echylene and propylene, which present
some unique handling problems, will be covered also,
PETROCHENICAL I NONTECHIUCAL LANGUAGE
A bandful of planes with completely different technologies have been
buile and ate described in a section ar the end of this chapter. They
contribute only a minor amount of olefins tothe marketplace, and theit e 69
‘ant ones are buradiene and isoprene, both of which are important raw mate-
rials for making synthetic eubbes. Buradiene is big enough co be covered in
much more detail in the next chapter.
‘The BTXs, covered in the last cwo chapters, result mostly from cracking,
away the miscellaneous chains on complicated aromatic ring-concaining
molecules in the feed. Other olefin plant products in the Cs/Cg and heavier
category are mostly used as refinery process or blending stocks. Many of
them have higher value than the naphtha or gas il eed. So even though they
ace by-product, they contribute significantly co paying for the operation of
the olefin plane. In fact, in many companies, heavy liquids crackers are the
link thae incegrates the refinery with the petrochemical plant as one
‘complex, with various streams going back and forth between the two.
The hardware
(Olefin plants all have two main parts: the pyrolysis or cracking section
and the purification or distillation section. The ethane cracker in Figure 5-2
has a pytolysis (from the Greek, pyros, fire) section that consists of a gas-
fired furnace where the cracking takes place. The newer individual firnaces
‘an each handle more than 400 million pounds per year of ethane feed.
Ethane is pumped ehrough a maze of 4- to 6- inch diameter eubes where
itis heated up so about 1500°F and cracks. The ethane, by the way, never
‘comes in dicect contact with the fire. Otherwise, it would ignite. It stays
inside the cubes.
=. fe)
aS = =
Fig 5-2 hone crocker
70 <> PETROCHEMICALS I NOMTECHIICAL LAXGUAGE
‘The ethane is pumped chrough the pyrolysis section ata very high race.
Residence time of any individual molecules is a few seconds or less in the
colder plants and less than 0.1 second in the newer ones. This rapid rate is
required to keep the cracking process from running away, resulting in the
ethane cracking all che way o methane or even coke (carbon) and hydrogen.
To further conteol this runaway cracking, che echane is mixed with sceam
before icis fed to che furnaces,
Steam has two beneficial effecs. Fist, it lowers che temperature neces-
sary for the cracking to take place. That reduces the fuel bill and also the
amount of methane and hydrogen thar gets formed. Second, at che lower
‘emperacuce, less coke forms and 50 less deposits on the inside of the furnace
cubes. Thac saves having co shuc down che furnaces for de-coking so often, a
sep necessary to prevent clogging and cold spors. Coke deposits act as an
insulacor, preventing the ethane from heating to the right temperature for
effective cracking.
‘Assoon as the hot eflluene (che gases coming out of the reaction section)
leaves the cracking furnace, it enters a quench por. The gases coming out of
the furnace are s0 hot they will continue co crack, just like a steak will
continue ro cook afeer you take i of the grill So the gases are immediately
hic with a stream of water to cool them down, The heat transfers from the
gases co che water, which cases the water to cutn into steam. This steam is
subsequently ecycled by separating ic From the efluenc and mixing ic wich
the fresh feed to che Furnaces .
Ac this point, the cracked gases consist of a mixture sypicaly of the fol-
lowing composition:
% Weight
ethan and Hydrogen 8
“hye 8
thane 40
Propone ond heavier 4
You can see that only 60% of the ethane has been cracked, Forty percent
ofthe eflluene sream is sill uncracked echane. So part of the purification sec-
‘ion wil be dedicated to separating the ethane so it can be fed back to the fur
OLEFIN PLATS, ETHYLENE, AND PROPYLENE) 7]
races again. This arrangement is sometimes referred to by the gizaly expres-
sion “recyéling to extinction.” So, while the pyrolysis section only makes 48%
ethylene, reeling results inthe combined pyrolysis/purifcations yielding:
% Weight
‘thane and Hydogen 3
Eyl ®
Propane and heavier 7
(and no ethane!) The transformation is just avithmetic, Just take the one
through yields, drop the 40% ethane, and divide everything by 0.60 so they
add up co 100%,
In che purification section ofan ethane cracker, the gas can be handled in
cone of ewo ways. In order to fractionare the streams, chey must be liquefied.
Since they are all lighe gases, liquefaction can be done either by increasing
the pressure in a compressor or by reducing the temperature to very low
poins in something called a “cold box.” The ethane cracker in Figure 5-2
shows the compressor option. (Even then, the streams have to be cooled to
assure they liquefy)
Downstream of the compressor is a series of actionators (generally
the tallest cowers in an ethylene plant) which separate che methane and
hydrogen, the ethylene, the ethane, and the propane and heavier. All are
heavy metallurgy to handle the pressures and insulated to maincain the low
temperatures. There's also an acetylene hydrogenator or converter in there.
“Trace (very small) amounts of acerylene in echylene can realy clobber some
of the ethylene derivative processes, particularly polyethylene manufac-
ture, So the stream is treated with hydrogen over a catalyst to convert the
litele aceeylene present into ethylene.
Te may seem curious that an ethane cracker has propane and heavier
included in ehe oucturns. There are cwo reasons. The ethane used as feed is
rarely pure. Ie generally has a couple percent of propanc and heavier in icthat
results in a small amount of heavier products. But why bother or go to the
‘expense «0 get pure ethane feed? In the fist place, the olefins plant puifica-
tion section can handle them. Secondly, some heavy hydrocarbons are actu~
72 > PETROCHEMICALS Im NOMTECHCAL LANGUAGE
ally formed anyway in the Frantic scramble of free radicals and hydrogen chat
‘goes on during the ceacking proces.
Heavier feeds. As plant designers choose heavier feeds for the olefin
plant, the hardware gets more extensive and expensive. The flow through the
plancis still abou the same as forthe lighter feeds, as shown in Figure 5-3.
In thac simplified Flow diagram, the heavy liquid feed goes ro the pyrolysis
section where itis cracked. Next, i goes to quench section where i s cooled,
then to che separation section where ici spic inco its components
ee steranamseoee
nye
roma fo] cue Lol Tes Heras
Ear
Fig 5-3 Flows in a bea quid cracker
Referring ro che hardware in Figure 5-4, chere are much larger facilities,
required for heavier liquids cracking than for ethane or propane. As you saw
in Table 5-1, the yield of echylene from the heavier feeds is much lower than
fom ethane, That means that to produce the same amount of ethylene on a
daily bass, che gas-oil furnaces have to handle nearly five times as inch feed
as echane furnaces. As the design engineer scales up these volumes, he or she
has to worry about the size ofthe tubes necessary to heat up that much feed,
the residence times best foreach kind of feed, and the best pressureltemper-
ature/steam mixture conditions.
OLEFIN PLANTS, ETHYLENE, AD PROPYLENE >
Fig, 54 Hoavy quid cracker
“The separation section of «gas oil cracker looks like a small refinery, as
you can seein Figure 5-4 or in Figure 5-5. In addition to the fractionators
and craters used in the pacification section of the simpler ethane cracker,
there ae facilities to separate the heavier coproducts. Inthe front end of the
separator facilites in Figure 5-4, che cold box option for handling che
liquefaction of the gases is shown. Temperauses as low as -220°F are achieved
inthis super-cefrgeraro. At those low temperatures, Fron won't do the jo.
Liquid ais, methane, ethylene, or ammonia are often used as the efeigerant in
such the same way Freon has been used in an air condiciones.
Fig, 55 Olefin plant — hry luis cracker
3
4
PETROCHENICALS 1 KONTECHMICAL LANGUAGE
Several new streams are introduced in Figure 5-4. Propylene handling
will be covered in derail later in this chapter. The C, stream is a combina-
‘ion of bucanes, butylenes, and butadiene. Depending on the commercial
inceres, chis mixture can be processed further to separate the individual
streams. The C5* gusoline stream, usually called pygas (sounds like an
ailment caused by pizza), is typically given a mild hydrogenation step. The
pygas coming from the cracking furnaces coneain small amounts of very
rezctive olefin and diolefin (ewo double bonds) seruccures that are bad accors
in gasoline. They form gums and lacquers in car engines.
‘When these olefins are hydrogenated, che pygas stream with its high-
‘crane number becomes a good gasoline-blending component. Ie can be
processed in an Aromatics Recovery Unit to remove the BTXs, which can be
Lup t0 1056 of che pygas stream. (See Chaprer 2, Benzene From Olefin
Plants) But even after the aromatics are removed, it sill makes good
gasoline-blending stock
‘The fuel oils coming out of olefin plants are also characterized by an abun-
dance of polynuclear aromatic molecules. (Same definition as for Figure 2-1)
They ate sometimes inaccurately referred to as having a high aromatics
content. Nomenclature aside, because of this, che burning characteristics of
pyrolysis gas oil and pyrolysis pitch are poor. They are smoky, sooty, and
{gum formers; they tend co be more viscous; and because of their polynuclear
‘aromatic content, they are suspected carcinogens. They are basically a witch's
brew of unsavory hydrocarbons. .
Usually when anything heavier chan ethane—or sometimes heavier than
propane—is cracked, there is 2 furnace designed to handle the ethane recy-
cle stream, The plant shown in Figure 5-4 shows three heavy liquid
furnaces and one ethane furnace. Since the alternate use for ethane is usually
refinery fuel, che economics often dictate recovery and cracking.
Process variables
Despite the abundance of analysis in the technical journals om che
subject, there really is only a moderate amount of flexibility to change che
yields in olefin plants once they are built. The problem is that the yield of
‘ach of the coproducts moves in a different direction as the pressures and
OLEFIN PLANTS, ETHYLENE, AND PROPYLEME (>
‘temperatures, and residence times in the furnaces are changed. The fluctua
tions of the economic values of the by-products often eesul i lee incen-
tive co effect yield changes
‘More significant, however, ae the changing values ofthe feedstocks. In
many plants or companies, the design permits substituting one feed for
another; say ethane for progane or naphtha for gos oil. In those cases, plant
operations respond co the marker for feedstocks and products and reflect
themselves in the changing yields implied by Table 5-1
Other technologies
Methanol dehydrogenation to
‘ions, eransporcation costs become very important. Moving ethane is almost
ut of the question. Hauling propane for feed or ethylene itself in pressur-
dof supercooled vessels is expensive. Moving naphtha or gas oil as feed
requices that an expensive olefins plane wich unwanced by-products be built.
‘So what's a company to do if they need an olefins-based industry ata remote
site? One solution chat has been commercialized is the dehydrogenation of
methanol to ethylene and propylene. While ic may seem like paddling
upstream, the transportation costs to get the feeds to the remote sites plus
the capital coses of the plant make the economics of ethylene and its
derivatives okay.
‘The mechanol dehydrogenation process consists of three sections, 2
fluidized bed reactor, a catalyse regeneration column, and product recovery
‘columns, as shown in Figure 5-6. A fluidized bed.reacror is designed to let
the catalyst teavel along with the fed, promoting the reaction a8 it moves.
In this case, methanol riixes with the catalyst chat comes in the form of a
powder 50 fine that.it behaves like a fluid, By the time the methanol has
ppasced through the reactor, 99% has converted to ethylene and propylene in
strange shife of carbon and hydrogen atoms.
and propylene. In some remore locs-
1
PETROCHEMICALS IM NONTECHNICAL LANGUAGE
Fig. 5-4 Dehydrogzation of methoal 1 elylne ond propylene
The catalyst in this case isa silico-alumino-phosphate molecular sieve.
Each particle has millions of pore, each the sae of 4A or les. (Aor angstrom
is equal to approximately 10° centimecers and is a measure used ro gauge the
site of single molecules. Tiny indeed.) The cacalys is buried in those 4 A pores,
0 the sie olefins that can get created are mostly ethylene and propylene. The
‘catalyst is therefore highly selective in generating its products.
Tn the proces, che catalysis continuoisl separated from the mixcute atthe
top of the reactor and sent 10 a regenerator where carbon and other concami-
nants are cemoved by blowing hot air into the regenerator forming CO/CO:.
From the top of the reactor, the product mix moves tothe separation columns
‘where ethylene and propylene ae separated from the heavier Cat products, any
unreacted methanol, and the water that gets formed.
OLEFIN PLATS, ETHYLENE, AND PROPYLENE > 7
By varying the operating conditions, the pressure, and vemperacure, this
process can produce a wide range of ethylene co propylene ratios, from 2
ratio of 0.75 to 1.5, as shown in Table 5~2.
‘Material Balance for Methanol Dehydrogenation
Feed:
Methanol 20s. 2000s.
Products:
Eylene orbs, 712s
Prop 0s 0s.
Butyenes &heover 366 bs 260 bs
(8 coke 30s. 8s.
Other hs, 120s.
Table 5-2
Propane dehydrogenation fo propylene. Ifyou were a company with lots of
propylene applications, you migh« Find that the traditional olefins plant isan
unfocused way to satisfy your own business needs. Besides propylene, it
makes coproducts galore, all of which have to be disposed of profcably. That
makes your propylene derivatives businesses vulnerable ro many economic
variables. Finally, someone has figured a way to, reduce that uncertainty by
using the next closest ching c0 propylene—propane—as the feed and
producing virally all propylene by (just) removing two of the hydrogen
atoms. Thas, of course, doesn't remove all economic uncertainty since
propane is not without its own price volatile. Ie does, however, concentrate
the mind on just two hydrocarbons: propane and propylene
In this process, propane, and a small amounc of hydrogen to control
coking, are fed to either a fixed bed or moving bed reactor at 950-1300° F and
near atmospheric pressure. Once again che catalyst, chis time platinum on
activated alumina impregnated with 20% chromium, promotes the reaction,
In eiher design, the catalyst has to be regenerated continuously to maintain
its activity.
7 pemoctenicas vowecaicas wucuace
The usual columns and stabilizers separate the reactor effluent.
Unreacced propane and some hydrogen is recycled and mixed wich the fresh
feed. The net resule is about 85% propylene, 496 hydrogen, with the rest
light and heavy off-gases.
‘As che growth races of propylene ourpace ethylene, and companies reste
ture and simplify their portfolios, this etalytc roure becomes move ateactive
Metathesis of ethylene and butylenes to propylene. Another on-purpose
route to propylene is metathesis, a chemical reaction that start wih co
compounds, involves the displacement of groups from each and produces
‘wo new compounds. The application in this case converts echylene and
‘mixed butylenes to propylene and butene-1. This roure could appeal co a
company with refinery or olefins plant ethylene and burylenes chat both
hhave marker values less than propylene, which could be the case in some
local markets
The process calls for feeding ethylene and’ mixed burylenes to the
bottom of a reactor. The mixed butylenes consist of both bucene-t and
bucene-2. (Refer to Figure 1-10 co refeesh your memory about the differ-
ence.) A slucty of thenium-based catalyst is ineroduced at the top. As the
ethylene and butylenes bubble past the catalyst, che ethylene and butene-2
will eact ro form propylene (the carbon count is right). Simultaneously, as
the burene-2 is consumed, butene-I isomeries to create more.
‘The reactor effluenc is fractionated :0 produce a high putity propylene
stream and recycle ethylene and butylene streams. Selectivity to propylene is
sreater than 989, That is, 98% of the converted ethylene and butylene ends
up as propylene so the process has few unwanted by-products
ETHYLENE
Ethylene is a colorless gos witha slightly sweet odo. Ie turns from liquid
to gas at -155°E Ie bucns readily in the presence of oxygen with a luminous
flame, In fat, it was the ethylene component that made coal gas so useful as
gas light fuel ar the turn of the 19th century. The other components in the
coal gas dont give off near the light when burned by chemselves. Natural gas
lamps or propane/butane lanterns must be fitted with mantels to reduce the
OLEFIN PLANTS, ETHYLENE, AMD PROPYLENE > 79
oxygen available, permitting only partial oxidation. That process gives off
light. Burning ethylene doesn’ require a mantel.
Ethylene Properties
Molec weight 78.05
Freezing point 169.2%
Boling pit W047
Density ot 0% 095
‘The logistics of echylene are rough. Because it'sa light gas, high pressures
‘or extremely low temperatures are required to handle ic as a liquid. Very
litle ethylene is eeansported by teuck and even thar has to be done under
special permit. For long hauls, he trucker will generally have to vent off
some of the ethylene ro keep the rest of it cool enough so that is can be
contained at a reasonable pressure Venting off ethylene (or any gas for chat
ratte) isa cooling process. Ever wet your Finger and stick ic up in the aie to
see which way the wind was blowing? Whichever side of your finger got cool
‘was where the wind was coming from. That’ because the moisture on your
finger was vaporizing, and that's a cooling process. In order forthe moiscure
to go fiom liquid co vapor, ic must pick up heat from its surroundings (your
finges). Similarly, when ethylene is vented from a truck, it rakes heat from
the remaining ethylene. And were not the temperature kept down, the
pressure of the ethylene would increase dangerously.
Ethylene trucks are expensive o build and operate. The Fuel, che ethylene
loss, and the energy necessary to liquefy the ethylene are costly factors. So most
transport of ethylene is by pipeline. Although the operating costs of a pipeline
are low, che inidal conseruction costs are high. Pipeline transport, like most
other aspects of echylene, is capital intensive. For this eason, most consumers
‘of eyene ace located in proximity to the producers of ethylene.
Ethylene pipelines operate more like natural gas pipelines than petroleum
pipeline. That is, che'ethylene moves s gas, not as liquid. The critical tem-
perature isthe ceason. Theres an interesting physical phenomenon involved
hhere. Every gas has a critical cemperature, and if you keep the gas above that
PETROCHEMICALS I NONTECHNICAL LANGUAGE
emperature, no matter how much you incéease the pressure, the gus wont
liquefy. (The reason is a complex explanation having to do with atomic
scructute.) The critical temperacure for ethylene is 48.6°F Echylene pipelines
are urually buried about 10-15 feee below ground level, so the surrounding.
temperature is always 60-70°F Ethylene, then, can be pumped around at very
hhigh pressures, 700-800 pai, and a chose temperatures i is a very dense gas—
nearly as dense as liquid, but sill a gas.
Storage of ethylene is also an expensive proposition. For small volumes, like
‘sansfer tanks in a chemical plant, cylindrical or spherical anks are often used.
‘The pressure requirements at nocmal temperatures demand heavy duy, thick,
‘expensive sce vessels. Storage oF any size, say beyond 100,000 pounds, warrants
cryogenic scorage (fiom the Greek Ayes colds and gen bring forh). Cryogenic
tanks are much lighter and cheaper sceel tanks. Their use is made possible
because the ethylene is supercooled way below the crccal emperacure (ee Figure
5-7). Under this condition, he ethylene is liquid and very lcde pressure is need
cd to keep the ethylene fiom vaporizing. The operating cost of eqyogenic tanks
ishigh. Despite the fact chac ther is thick insulation around the tank, some heat
leaks into che ethylene. To keep the ethylene below -155*E the boiling point,
some of the vapor is drawn. off the tank, passed through a reftigeration unit,
where is liquefied, then retumed co the tank.
Fig 5-7 Cryogenic otyene storage
OLERN PLANT, ETHYLENE, AD PROPYLENE >
Circulating chis stream faster or slower through the refrigeration unie
keeps the liguid ethylene temperature in balance with the change in
temperature outside the tank,
For large inventories of ethylene, in the millions of pounds, under-
ground storage has been found very cost effective. It usually rakes the form
of caverns mined in rock, shale, or limestone or jugs leached out of salt in
large underground sale domes as shown in Figure 5-8.
Fig. 5-8 Ethylene jug in ast dame
Ina jug, che more common facility, eliylene is moved in and outby dis
placement. When ethylene is pumped in, it displaces the brine (salt water)
in the jug. To remove ethylene from the jug, Brine is pumped ia, displacing
the Co", Like any other hydrocarbon/water combination, the echylene and
‘water do not mix. So the water acts as a pressuring agent on the ethylene.
Jugs or caverns are generally located a couple hundred feet below ground
level. Ground temperature isa constant temperature, 65-70°F and is always
above the extical remperature of ethylene. So the weight of the water in the
a
42 (> PETROCHEMICALS IN NONTECHNUCAL LANGUAGE
scandpipe is enough to keep the ethylene compressed and at a normal, not
cryogenic, temperature for pipeline transport.
The cost of salt dome construction is cheaper than mined-cavern stor-
age, which in turn is a lot cheaper, per pound of ethylene, than cryogenic
storage and pressure storage
‘The chemical uses for ethylene prior to World War I were limiced, for che
_most part, to ethylene glycol and ethyl alcohol. After the war, the demand for
Styrene and polyethylene cook off, stimulating ethylene production and olefin
plant conscruction, Today’ lst of chemical applications for ethylene reads like
the “Whats What” of petrochemicals: polyethylene, ethylbenzene (a precursor
to styrene), ethylene dichloride, vinyl chloride, ethylene oxide, ethylene glycol,
ethyl alcohol, vinyl acecae, alpha olefins, and linear alcohols are some of che
‘more commercial. derivatives of echylene. The consumer products derived
from these chemicals are found everywhere, from soap to construction mate-
Fials co plastic products to synthetic motor oil.
PROPYLENE
Propylene, like ethylene, is 2 colorless gas at room temperature. Ie is 2s
‘flammable as LPG (liquefied petroleum ges or propane. In fact, propylene can
be wsed a5 a substitute or supplement to LPG, The fuel characteristics are
neatly indixinguishable. However, the petrochemicals industry bids propylene
away from the fuels market and gives it a much higher price han LPG,
Propylene is traded commercially in three grades: refinery, chemical, and
polymer grades. The difference is almost entirely the ratio of propylene to
propane in the steam. Refinery grade propylene usualy euns about 50-70%
propylene; chemical grade 90-92%; polymer grade is ac leat’99% propy-
lene. The remaining percentage is almose all propane in each case.
‘The reasons for the three grades are very practical. For the first wo,
refinery and chemical, that’s the way they're made. Refinery grade propylene
streams are generally by-products of a refinery’s cat ctacker, and the
propane/propylene ration is determined by che way the cat cracker is run to
‘make gasoline, not propylene. Chemical grede propylene is usually produced
in a naphtha or ga oil cracker. The ratio of propylene and propane is about
92:8 over most of the operating conditions.
OLEFIN PLANS, ETHYLENE, AND PROPYLENE
Some applications, particularly polypropylene manufacture, require very
pure propylene feed. Polymer grade propylene is made by simple fractiona-
tion of one of the less pure propylene steams, refinery or chemical grade,
‘The logistics of propylene are more conventional chan ethylene, but sill
expensive. While ethylene is like nacural gas, propylene handling and
logistics are almost identical to LPG. At room temperacuce, propylene has
to be kept in a pressurized container to keep it from evaporating. It boils
at -54°E, so cooling i down ro keep it liquid is expensive.
Propylene Properties
oleclr weight 4208
Freezing poi 307 5°F (1853 °C)
Boing pont 539°F (417°
Density ot O° ost
Propylene is moved in equaly large volumes by pipeline, ank car, and
tank cruck. All three modes handle propylene as a liquid, operating a
pressures of about 200 pe. The storage facilities fr large volumes of propylene
are the same as those for ethylene, underground jugs, or cavers. Because of
che lower pressure requirements chan echylene, cryogenic scorage i rarely used,
Seorage in the form of steel spheres (typically 5-10 million pounds) and cylin
der ot “bulles” (200-500 chousand pounds) are prevalent.
Unlike ethylene, more propylene has always been produced than has
‘been needed for the chemical industry. The siruation goes back to the advent
of thermal cracking units in refineries in the early pare of the 20th century.
By World War Il, with catalytic cracking units generating larger volumes of
by-product propylene, chemists had been challenged sufficiently to develop
both petrochemical applications and refinery uses for propylene. Asa conse
quence, there has since been a large amount of propylene used in the
‘manufacture of gasoline. The most popular process has been allylation, in
which a high octane Cy hydrocarbon is made by reacting propylene with
isobutane in the presence of sulfuric or hydrofluoric acid. The product is
called propylene alkylate and has an octane number of about 96, s0 itis a
good gasoline blending component.
PETROCHEMICALS IM NOWTECHNUCAL LANGUAGE
The propylene equivalenc of polyethylene is polypropylene. Abou 50%
of the chemical use of propylene is directed to that use. Other major appli-
cations are che manufacture of propylene oxide, isopropyl alcohol, cumene,
oxo aleohols, acrylic acids, and acrylonitrile. The consumer products you are
familar with show up everywhere: carpets, rope, clothing, plastics in auto-
mobiles, appliances, oys, eubbing alcohol, paints, and epoxy glue.
6
Chapter 5 in a nutshell ...
SEH Ectylene, Catts, and propylene, CyHe, are both the smallest and the
petrochemicals. They ae the largest volume petrochemical; they have
the simplest sructute (atleast ethylene does). Their most attractive feature is
the double bond between wo cazbon acoms, which makes them highly
chemically active,
Cracking large hydrocarbons usually results in olefins, molécules wich
double bonds. That’ why the refinery cat crackers and thermal crackers ace
sources of ethylene and propylene. Buc the largest source is olefin plants
where ethylene and propylene are the primacy products of cracking one ot
‘mote of the following: ethane, propane, butane, naphtha, or gas cil. The
choice of feedstock depends both on the olefins plant desig and che market
price of che feeds.
In an olefins plant, the feed is subjected to very high cemperacures in
cracking Furnaces for a few moments and then cooled rapidly co stop che
cracking, Elaborate seperation facilites are necessary to separate the olefins
-feom the by-products ofthe cracking process.
Some nev process technologies inyolving the use of catalysts to reduce
cox are becoming popular, but eraditional steam eracking dominates the
lefis market.
Both ethylene and propylene are gases at oom temperature and are
handled in pressurized, closed systems. The lise of derivatives of these (wo,
building blocks is impressive
OLEFIN PLANTS, ETHYLENE, AND PROPYLENE > 85
Exercises
1, To make a¢ least 500 million pounds of ethylene per year arid a least
200 million pounds of propylene per yeas, how much propane or gas oil
‘woiild you have to crack in an olefins plant? How much butadiene
‘would you make in either ease?
2, Why doesnic che ethylene burn up asic passes through the furnace?
3. List all the possible products chat could result from cracking butane,
(CHy-CH-CHs-CH,, in an olefins plant. Remember, “Anything chat
can happen .
4, Why do you suppose olefin plants are never referred to as propylene
plant? Is propylene a second-class petrochemical?
5. Name four alremnatives to the steam cracker co make ethylene and/or
propylene.
a
THE HYDROCARBONS FLY
The Cy Hydrocarbons Family
“Ifyou canot gerd ofthe fom skeleton,
you may aswell make it dance.”
George Bernard Shaw, 1856-1950
Tic Srztions nates of Ge hyrocaibons came wit the develope
of ‘refinery cracking processes. When catalytic cracking became
popular, refiners were faced wich disposing of a couple of thousand barrels
per day of a stream containing butane, burylenes, and small amounts of
butadiene. Their first choughe was ro burn it all a¢ refinery fuel, but then
they developed the alkylation process. With that, chey could undo some of
«that took place in che crackers and reassemble some of
the molecules
the smaller pieces as alllace, a high-octane gasoline-blending component.
During World War Il the Japanese cur off US. acess to sources of natural
rubber, giving the Americans a strategic imperative to develop and expand the
smanufaccure of synthetic rubber. The Cs steams in refineries were a direct
source of butadiene, the primary syncheric rubber feedscock. Asa coi
the availability of this stream was growing rapidly with the expansion of
catalytic cracking to meet wartime’ gasoline needs. Addicional butadiene was
‘manufaccared by dehydrogenation of butane and bucylene aso
In the 1950s, U.S. olefin plants thac were cracking propane and
butane began to produce modest amounts of by-product Cy hydrocarbon
ams. In Europe and Japan, and later in the U.S in che 1960s and 1970s,
ae reocaeureats mn nowTzcuc GUAGE
gas oil and naphtha-based olefins plants rivaled refineries in the volume
of the C; screams being produced.
+A ypical Cy hydrocarbon stream coming from 2 gas oil or naphtha
cracker, like cha shown in the last chaprer in Figure 54, might have the
following composition:
‘sobtane 5
Normal tone 5%
Butadiene 4%
‘sobuyene 18%
Butene-1 18%
Bute 2 1%
‘The cerms butene-t and buitene-2 are the petrochemical nomenclature
used to refer to what che perrleum refining industry calls normal butylenes
Burene-I and -2 are more specific and descriptive. But co complicace matters
more, there are wo kinds of burene-?, cis-butene-2 and trans-butene-2.
In Figuce 6-1, if you look closely, you'l se that che difference berween
butene-1 and the butene-2 isthe location of the double bond. Butene-1 has
ic ar the end position/ butene-2 at the middle, The methyl groups in mane
butene-2 are across from each other, on opposite sides of the fence; in the
cis form they ate next to each other or on the same side of the fence. The
difference is more chan cosmetic. Ic determines the way the molecule
behaves, physically and chemically. Check the boiling points, for instance,
in Figure 6-1, They differ, and that helps in the separation process Ina few
paragraphs, the differene applications for burylenes cha derive from theic
chemical behavior diffeences will be covered.
THE G HYDROCARBONS FLY > 89
ontguntin tone «aig ope
Pa
ay bon vetvane v0
*
ewb=0% vere ves
cme cHe Cy tae! wo
ChycH=e =o zt su
(CH, = CH=CH = CH, 1, abutasene at
Cheech Nome aut
x = L Trans-butens.2 338
wv” Non
x .- L Cis-butene 2 wer
wo “
Fig, 6-1 Characters of the (4 Hydracarbons
‘The structural difference berween the to butadienes is pretty obvious
in Figure 6-1, buc most mixcures of butadiene are predominantly 1,3 buta-
diene, and thee is ltde attention paid ro che difference beeween the no.
PROCESSING
There ate a dozen diffecent ways to handle the Ce stream in petro-
chemical plant if you follow all the combinations possible in Figure 6-2.
Simple frcionation won' do ie because the boiling temperatures are s0 close
together. Generally the first step is to remove the butadienes by extractive
distillation, ofthe kind shown in Chapter 3.
(PETROCHEMICALS I NONTECHIICAL LANGUAGE
Fig, 6-2 Typical procsing scheme
Tsobucylene is the most chemically reactive of the butylene isomers. If
the objective is just to get the isobutylene out of the Cy stream, ic can be
removed by reaction with methanol (CHsOH) co make MTBE (methyl
tertiary butyl ether), by reaction with water to make TBA (tertiary butyl
alcohol), by polymerization, or by solvent extraction. After that, bucene-1
can be removed by selective adsorption or by distillation. That leaves che
butene-2 components, together with iso- and normal bucane, sthich-are
generally used as feed co an alkylation plant.
Not all chemical plants have all these facilities, Furthermore, some plants
have processes to convert butanes to butadienes; others convert them he other
way. The best way to sort our the options isto creat them one ata time
BUTADIENE
Butadiene is one of the group of big four petrochemical building blocks,
in company with ethylene, propylene, and benzene. tis used primarily as a
feedstock for synthetic rubber, elastomers, and fibers. Butadiene is a color-
less gas at coom temperature but is normally handled under pressure or
reftigerated as a liquid.
‘THE G HYDROCARBONS FAMILY > 97
‘The base-load supply of butadiene is From olefins plants simply because
butadiene is coproduced with the other olefins. There's not much decision on
‘whether or not to produce it.I just comes ou, but ina small ratio compared
‘ethylene and propylene. Cracking ethane yields one pound of butadiene for
every 45 pounds of ethylene; cracking the heavy liquids, napheha or gue oil,
produces one pound of bucadiene for every seven pounds of ethylene. Because
of the increase in heavy liquids cracking, about 75% of the butadiene
produced in the United Stasis coproduced in olefin plants
‘As chemical companies rely more heavily on ethane and propane feeds
to their olefins plants to generate their ethylene and propylene supplies, che
‘coproduction of butadiene in olefins plants has not kept up with demand.
Industry has resorted to building plants that make “on-purpose” or swing
supply butadiene. The processes involve catalytically dehydrogenating
(removing hydrogen from) butane or burylene.
Dehydrogenation -
‘The one-step process for making butadiene from butane or butylene
involves passing the feed over a catalyst at about 1200°F and under reduced
pressure, The catalysts used are ferric ovide, aluminum-chromium oxide, or
cealcium-nickel phosphate. Depending on the feeds rwo or four hydrogen
axoms pop off the busane (CHia) or burylene (CH) molecules, forming
butadiene (CH).
(CiHip > CHy=CH-CH=CH; + 2H;
(CiHy > CE=CH-CH=CHb +
‘The bucane and/or burylene feed exposure co the high temperatures has
to be controlled to a shore interval, about 0.25 seconds. The effluent from
the reactor must be quenched immediately to prevent the bucadiene from
continuing co “cook” and cracking to smaller light end
‘After the quench, the steam is compressed, and the butadiene is récov-
xed thtough fractionation. Typical yields inthis process are 60-65%.
‘Avvariation on this process improves che yields to a5 much as 8996, The
92 > PETROCHEMICALS IN NOW TECHNICAL LANGUAGE
process of cracking the butane and burylene releases lots of hydrogen that
have a tendency to reattach themselves +o the very reactive butadiene,
undoing the whole point of the exercise. By adding oxygen to the reactor,
‘most of the hydrogen reacts with it eo form water.
(Cal + KO, > CH)=CH-CH=CH; + H20
Reducing the excess hydrogen also permies longer residence time, (0.25
to 0.50 seconds) and lower operating cemperatutes.
Recovery by extractive distillation
‘When butadiene is produced in olefins plants or in cefinery crackers, they
come mixed wich relatively large volumes of che other C« family. Sometimes
the other Ce’s need not be separated from each other, for example if they are
joing to be used for alkylation plant feed. In that ease, the butadiene can be
separated from the other C4’ by extractive distillation, This process uses a
solvent that will preferentially dissolve butadiene, ignoring the other compo-
nents in che steam.
‘The Ce steam is fed co the middie ofa fractionator, and a high boiling
solvene is fed ac the top. The solvent, as it works its way down, strips
‘out the butadiene as the C4 vapor works is way up the column. The solvent
and butadiene come out the bottom and can eatily be split in a second
columa. Two popular high boiling poinc solvents are N-mechylpysrolidone
(NMP) and Diene:hylformamide (DME). The chapter on benzene has more
details on the extractive distilarion proces.
End-vse market
Buradiene’s two double bonds make it very reactive. Ie readily forms
polymers, reacting with itself to form polybutadiene. Ies also used as a
comonomer to make styrene-buradiene rubber (SBR), polychloroprene, and
nitrile eubber, These are all forms of synthetic rubber and account for about
7596 of the butadiene consumed. The largest share of them is on highway.
‘vehicles —truck and car cies, hoses, gaskets, and seals.
‘THE G RYOROCARBONS Fanty >
Some ofthe noneubber applications ae asa chemical intermediate to make
adiponittile and hexamethylenediamine, precursors to making Nylon 66 whose
primary application is carpeting. Other nonrubber applications are styrene
butadiene latexes for paper coatings and carpet backing, and acrylontrile-
buradiene-tyrene (ABS) resins for plastic pipe and automotivelappliance pars.
IsoBuTVLENE
“The isobucylene in the Cy seam generally ends up in one of four places:
a refinery allylation plant (covered further below), an MTBE plant, a poly-
retization process, or in gasoline. The first three are methods of removing
utylene from the C¢ stream: the fourth is che default—the isobutylene just
follows the other bucanes and burylenes to the gasoline blending pool.
‘The major use of isobutylene as a separated petrochemical has become
MTBE, « gzsoline-blending component with two meritorious atcibuces. Like
isooctane, it has high octane number, plus ic has oxygen in its molecular
structure, While the formes was enough eo get intrest in MTBE stared che
latter had increasing appeal due to ics envisonmeocal implications. The pres-
ence of the oxygen in the MITBE molecule, as shown in Figure 6-3, facilates
complete combustion of gasoline in a vehicle. That eliminates from che til
pipe exhaust almose al of che unburned hydrocarbons which are precursors to
‘ozone and therefore a nasry air pollutant.
om co
CHG cH 6 CH Goo
oH
loosens Matera Met eiay
tuner
Fig. 6-3 MIRE reodion ~
Chaprer-13 covers the dewals of making MTBE, The process has a
convenient attibure when it comes to Cs hydrocarbons. The mixed stream
can be fed toi in oto. The isobutylene is selectively reacted our.
%
{4 <> PETROCHENICALS I NOWTECHHICAL LANGUAGE
Polymerization
Similarly, che polymerization process will pull che isoburylene selectively
cout of the Cy stream. Polyisobucylene is used mainly as a viscosity index
jimprover in lubricating oils and in caulking and sealing compounds. Some
of the low molecular weight polyisobutylenes are particularly suited for use
in the consceuction field because ic doesnt solidify. They remain a tacky fluid
and when propedy formulated with clay filles, etc, tke on the properties
of a sticky, pucy-ike substance.
‘The polymerization process isa low temperatuce catalytic reaction. The
type of polymer produced is strongly affected by che reaction temperature.
Low temperatures give low molecular weight polymers, che kind useful in
‘caulking compounds and asa viscosity index improver for motor oils
Solvent extraction, Iscbutylene can also be segregated by extractive
distillation in the same way as butadiene. In this case, the solvent is cold
sulfitic acid. One problem occurs if there is any butadiene lefe in the
sream—sulfuric acid will cause it to polymerize. Buc if the butadiene has
been! frst excracted, 2 99°% isobutylene stream can be recovered,
High purity isobutylene is used in numerous applications beside the
polyisoburylene just mentioned: butyl rubber, oxo alcohols, tertiary butyl
alcohols, di- and trisoburylene and methyl methacrylate
Burene-1
‘The demand for high purity butene-I (called polymer grade) rapidly
developed in the 1970s, Butene-1 was always a popular comonomer wich
‘echylene in high density polyethylene (HDPE). But the rapid growth’ of
linear low deasity polyechylene (LLDPE) starting in the 1970s increased the
demand for butene-1 from 10 million toward the billion pounids-per-year
category in the ensuing years -
Other minor petrochemical uses of butene-I continue to be the manufacture
‘of SBA (secondary butyl alcohol), MA (maleic anhydride), and butylene oxide,
‘The boiling points of butadiene, isobutylene, and butene-1 make ie
impractical t recover high putty butene-1 steam without fie removing the
cher ewo by methods other than fractionation, as covered previously. After
that, the butene-1 sill need co be separated from the other Ce’, but that can
be done by fractionation. That still an expensive proposition because the boil
ing temperatures of isobutane, normal butane, and butene-2 are not all chat
different. An alrerate route, molecular seve adsorption, works well.
Butene-1 separation processes
‘The applications of butene-1 usually requce very low levels of isobutylene
and butadiene. Sometimes an extra reactor in the MTBE plant is added to get
the isobutylene content dawn from the typical 2.0% to a 0.2% level. Small
amounts of butadiene ave removed by hydrotresting che stream over a catalyst,
‘which converts the butadiene t9 butene-2 and maybe some butane.
Distilation. The distillation method of separating burene-1 is dificult. Tc
requires 2 column wich more chan 100 trays operating under a reflux ratio
of abour 150:1 (Chemical engineer jargon—it means a very «all column,
wich lots of recycle—very energy intensive)
Adsorption. The second technology is selective adsorption. The use of
molecular sieves was discussed in the chapter on xylenes. Molecular sieves, ou
will ecall, ace crystals with millions of pores, all ofa uaifoem size or shape. In
this proces, «sieve with pores that will fi only burene- is use.
The process runson acy, Fisst che Ca stream is fed co a vessel packed with
the molecular sieve. The butene-1 molecules start to fill up the sieve’
pores. After a while, when the pores are about saturated, the Feed is cut off
‘Another liquid, the desorbent, is flushed back chrough the vessel, and the
bourene-1 is washed out ofthe sieves. The desorbent is selected so thac after
ie picks up the butene-1 from the sieve, ic can easily be separated from the
butene-1 by-fractionation. The key, of cours, is to use a desorbent with a
boiling temperature 2 good distance away from butene-I's. Any run-of
the-mill hydrocarbons that fic in this criterion are suitable.
%
96 > PETROCHEMICALS I MONTECHINICL LAKGUAGE
Burene-2
In the chapter on olefins plants, in the section on propyleie, a route to
‘making propylene involved butene-2. In this process, called metathesis,
ethylene and butene-1 are passed over a carlyst, and the atoms do a
‘musical chair routine. When the music stops, the result is propylene, The
conversion of ethylene to propylene is an attraction when the growth rate
of ethylene demand is not keeping up with propylene. Then the olefins
plants produce an unbalanced product slae, and producers wish they had
an “on-purpose” propylene scheme instead of just a coproduct process. The
ethylene/burene-2 metathesis process is attractive as long as the supply of
butylenes holds out, Refineries are big consumers of these olefins in theie
allylation plants, and so metathesis process has, in effect, co buy butylene
stream away from the gasoline blending pool.
ALKYLATION
Ac the end ofthe line, after all the high value applications have finished
with the Cs hydrocarbons, isthe alkylation plane. Most ofthe butene-2 ends
up there, but butene-1 and isobutylene can as well. Butadiene will mess up
the process, causing fear and hydraulic probleme
‘The texm alkylation generally applies to the addition of an olefin to
‘nother organic compound. In the case of a refinery alkylation plant, the
olefins are propylene or butylenes and the organic compound is isobucan.
‘The resule is Cy or Cy hydrocarbons called alkylate. Because they have the
branch that comes along with the isobucane, they have high octane numbers
and are good motor gasoline blending components. The alkylation of
butene-1 with isobutane prodiices isooctane, which has an octane rating of
100. That-number is nos just 2 random occurrence. Isooctane is che com-
pound char is used in its pure form to set the definition of octane rating.
‘THE G HYOROCARBONS FAM > 97
The process
Alley plane feed comes in the form of the cracked gas streams, the Cy’
and C's from a cat cracker or coker. The paraffins are included along wid
the olefins buc they will nor participate in the chemical reaction. The
cracked gases are fed to @ reactor, together with an excess of isobutane (about
41 12:1 rato). The reactors contain cold sulfuric or hydrofluoric acid that acts
as 2 catalyst. Active mixing along wich a residence time of 15-20 minutes
results in reaction of the olefins with the isobutane. The propane and
normal butane that is cypically presene with mixed Cs or Ce streams ate
unaffected by the process and just floze on through. Distillation at the tal
‘end of the planc exsily separaces the Cy or Ce alkylace from the propane,
normal butane, and the unreacted isobutane, which is recycted to the reactor.
Quality-wise, the alkylate made from butenes is berter (higher octane) than
that from propylene, (See Figure 6-4.)
Sa ra
sect I ua ne]
Fig. 64 Refinery allylation plat
”
PETROCHEMICAL I ONTECHWICAL LANGUAGE
g——_
in a nutshell...
4
BD The Cy family includes normal and isobutane, C¢Hya, which have only
single bonds, normal and isobutylene; bucenes, CHa, which each have one
double bond; and butadiene, C4Hg, which has two double bonds. The
reactivities and chemical versatility of these three groups are coughly relared.
to the number of double bonds.
‘The source of these compounds is varied. The butanes are found natu-
rally in crude oils and natural gas. They, plus che olefins, are products of
various refinery processes and of olefin planss. They are separaced by
fractionation, except for butadiene and isobutylene, which are sometimes
recovered by extractive distillation. They all vaporize at room temperature,
so they are handled in closed, pressurized systems.
‘The buranes are used as gasoline-blending components. Normal butane
is somerimes an olefins plant feed. Isobutane is used in refinery alkylation
plants wich propylene or butylene to make alkylate, a high-octane gasoline-
blending component.
Burene-1, normal burylene with the double bond beeween the end and
the second carbon, i used as comonomer in making polyethylene. Poly-
butylene and polysobarylene are che polymers. Buradiene is used co make
complex polymers, including synchetie rubbers.
THE G HYDROCARBONS FAMILY > 99
EXERCISES
‘Why do some people convert butylenes to butadiene but others convert
butadiene to bucylene?
‘Which do you suppose is the swing supply of butadiene:
a. olefins plant
b. refinery
butane dehydrogenation
d. butylene dehydrogenation
Swinging Sal's butadiene shop
Describe how you'd use the following processes ro handle the Cy stream
in the heavy liquids cracker in Figure 5-3:
cxcractve distillaion
fractionation
adsorption
polymerization
dehydrogenation
alkylation
meas ge
COMMENTARY ORE)
AG
“This isnot the end
Isnt even the beginning ofthe end
But itis, perhaps,
the ond of he begining,”
Winston Churchill, 1874-1965
Commenting on November 10, 1942
about the victory at Alamein
Review
feet five chapters of product and process descriptions, you might be
dismayed to find out.ic all can be summarized in one diageam (see
following figure. Ac least the essential parts are there, and they can provide
you quick reference.
The petrochemical products from olefins plants are ethylene, prop
Ce’ (butanes, butylenes, and butadiene) and a stream containing the BT
Refinery cat crackers produce propylene and Cis. They produce some
ethylene, but often it is not recovered.
The propylene from olefins plants is usually chemical grade; from
cat crackers, refinery grade. Both can be upgraded co polymer grade
by Fractionation.
The diagram doesn’ show the ethylene and propylene made by
metathesis of methanol or the propylene made by caralytic reaction of
ethylene and butylene or by dehydrogenation of propane. The volumes
are small, and besides, it would make the diagrars too messy.
01
02
2 PETROCHEMICALS MONTECHNICAL LINGUAGE
Refinery cat reformers produce a reformate stream with aromatics. That
stream, with or without the benzene-laden stream from the olefins plant, can
be splicapare in the vatious processing schemes in the BTX recovery facility.
Eyre
[Fein i 93
tes amt [eae
‘The Ci’ canbe recovered in numerous ways vo make petrochemical feeds
Somerimes everything bur the buradiené ends up in a allylation plant chat
makes gasoline blend stock
Benzene can be hydrogenated to cyclohexane disectly.
‘The next five chaprers cover the “Muct and Jeff” petcochémicals (or “the
Gemini evins” if you're too young to remember who Mutt and Jeff wer)
‘They'e grouped together because they come in paies. You don’ have one with-
‘out the ocher. The metaphor is accurate for cumene and phenol, ethyl benzene
couwenant one 108
and serene, and ethylene dichloride and viny chloride. Ie lle strained with
echylene oxide and ethylene glycol and with propylene oxide and propylene
lycol because there are other things you can do with che oxides thaa make the
slycols. Buc there’ lite other use for cumene, ethyl benzene, and ethylene
dichloride chan to use them o make their buddies
“Anyway, these 10 chemicals are the ist- and second-generation derivatives
of the basic building blocks and are importanc commodity peecochemical.
une AND PHENOL > 105,
ld we
Cumene and Phenol
“Every mon serves a useful purpose:
«mise fr example,
makes a wonderful ancestor.”
Lawrence J. Peter
rhe only reason petrachemical companies make cumene isco use it 0
‘make phenol, There are other ways to make phenol, but not much
other commercial use for cumene,
CuMENE
During World War TI, isopropyl benzene, more commonly and com-
mercially known as citmene, was manufaccured in large volumes for use in
aviation gasoline. The combination of a benzene ring and an iso-pareffin
structure made for a very high octane number at a relatively cheap cost.
After the war, the primary interest in cumene was to manufacture ctimene
hydroperoxide, This compound was used in small amounts as a caalyst in
an early process of polymerizing butadiene with styrene to make synthetic
rubber. Only by accident did someone discover that mild treating of
ccumene hydroperoxide with phosphoric acid resulted in the formation of
PETROCHEMICALS IM KONTECHRICAL LANGUAGE
phenol and acetone, Serendipity is not uncommon in the discovery process
involving petrochemicals.
In more recent vintages of the cumene manufacture processes, zolyte
‘catalysts permit going dicecly to cumene from the same cwo feeds, benzene
and propylene. The introduction of catalytic distillation has even Further
improved the process economies, a ching thac delights the manufactures.
The phosphoric acd process
‘The reaction of benzene with propylene produces cumene (see Figure
7-1), but a catalyst must be present ro make the reaction go. The chemistry
is such thac che benzene-propylene bond will be at the middle carbon of the
propylene molecule, hence, the name isopropylbenzene. Note tha there is
also a transferal of hydrogen from benzene co the propylene.
4
O soya on
Borwene Pople cumane
Fig, 7-1 Benzene propylene route fo cumene
‘The reaction can be carried Gut’ with the benzene and propylene in
ther the liquid or vapor phase; the more common proces is vapor phase,
carried our at about 425°F and 400 psi
‘The process diagram in Figure 7-2 shows propylene and benzene being.
fed directly to the reactor. Chemical grade propylene with 6-10% propane is
used because the presence ofthe propane does noc affect the reaction. A frone-
«end depropanizer can be used ifa refinery grade propylene stream is used. Thac
reduces the extra pumping costs and dilution effects ofthe propane.
‘The reactor is a vessel with beds of solid catalyst. Most commercial
processes use 2 caalyst called kieselguht, which is phosphoric atid deposived
‘on a silica/alumina pelle. Because of the weight of the pellets, supported beds
at multiple levels in the vessel are used so the bottom layers wort be crushed.
Fig, 7-2 Camere plant
“Two vessels are used forthe reaction, and for two reasons, First the reac-
tion is exothermic and in a fixed catalyse bed, and one way co control the
temperature i to take out the streams being processed and cool them down.
‘The second reason is that the second reactor also is used as a fractionator,
vening the unceacted propylene and the propane par ofthe chemical grade
‘propylene from the benzene/cumene mix.
Excess benzene is always used in the reactors, also for two reasons. Fits,
the benzene acts like a heat sponge, mitigating the rate at which the tem-
perature increases due co the exothermic reaction. Second, excess benzene
helps eliminate some of the undesirable side reactions that can take place,
iainly the formation of di- or eiisopropyl behzene (benzene hooking up
‘with wo or three propylenes) or other miscellaneous compounds.
‘The streams coming out of the reactors will be 2 mixture of the excess
benzene and the produer—cumene. A fractionating column. is used 10
separate the ewo, permiccing the benzene co be recycled. A final fractionator
cakes the cumene overhead; any of those miscellaneous compounds acciden-
tally formed in the process go out the bottom.
‘Cuumene made in this manner is about 99.9% pure. The cumene yield, i,
the percent of benzene that ends ip as cumen, is about 95%. About 5% ofthe
benzene ends up as part of he heavies. Conversion of propylene is ile lower,
about 90%, particularly if cheres no depropanizer up font vo which the unte-
acted propanelpropylene from the second reactor can be recycled.
Tog <> PemRocHecats i NOWTECHNICAL LANGUAGE
Material Balance
Feed:
Benzene 81s,
Propyene 37,
Product:
mene 1000s
Heavies Bis,
The catalytic distillation process using teolyte
Ina Texas ewo-step that has led to a more economical route for eumene,
new catalysts combined with 2 novel processing scheme has reduced both
operating costs and increased the yield of cumene from its benzene and
Propylene feedstocks. In Figure 7-3, the main reaction takes place in a
catalytic distillation column. This piece of apparatus combines a catalyse
filed reactor with a fractionator.
Chemical grade propylene is introduced to the middle section of che
column as a vapor and will rise up through the catalyst bed at che top of the
column, Benzene is incroduced at che top of the column as a liquid and
trickles down through the catalyst bed, mixing in countercurrent flow with
the propylene vapors. Zeolyte-based catalyss cause the direct alkylation of
benzene with propylene forming cumene, (What's allylation? The addition
of an olefin group co another organic compound.) One of the side reactions
also produces an appreciable amounc of polyisapropyl benzene (PIPB) chat
will have 10 be dealt with in the other reactor in Figure 7-3,
Ome au PuEHOL <>
Fig, 7-3 Cumene by cacti dilation
Both the cumene and the PIPB will continue down the column. The hot
propylene and cumene vapors and the columa trays will stip any remaining,
tunieacted benzene from the falling cumene/PIPB liquids, pushing ie up che
columa, back to the catalyst bed where it will react with the propylene.
From the top of the columa, the propane that always accompanies the
propylene feed emerges, taking with ic some of the benzene. In a flash tank,
the propane is vented, and liquid benzene is recycled. From the bottom of
the catalytic distillation column come the cumene, the PIPB, and some mis-
cellancous heavies that are separated in a fractionator to make cumene.of
{99.9% pucity. The PIPB is separared in another colurnn and fed to a second
reactor with another 2eolyce catalyst bed. In there che PIPB reacts catalyti=
109
110 <> PETROCHEMICALS IM NONTECHNICAL LAUGUAGE
cally with benzene to produce additional cumene that is fed to the borrom.
of the cazaytic distillation column to join the cleanup scheme. In thac way,
the yields get bumped up co 99.5-99.8%.
Material Balance
Feed:
Bentene 652 bs,
Propylene 352 bs,
Product:
Comene 1000 bs.
Heavies 4 hs,
Occasionally you mighe come across a compouiad called pseudo-cumene,
which isa benzene ring connected to three methyl gioups. This compound
isan isomer of cumene known as 1,2,4-trimethyi benzene. Pseudo-cumene
is a starting material for the manufacture of trimilletic anhydride, an
important ingredient in alkyd resin paines and high temperacure aerospace
polyimide resins.
Commercial aspects
‘Cumene is a colores liquid, soluble in benzene and toluene and insoluble
i water It can be shipped in tank car, ank trucks, barges, and drums. The
flash point is high enough that iis not considered a hazardous material, and no
DOT red shipping label is required.
umene Properties
Molecolr weight 120.19
Freezing Point -140.8°F (96°C)
Boing Point 305.5°F(152.5°0)
Specie gravity 0.8632 (lighter than water)
Weight per gallon 7.19 ts/gallon
UMENE AND PHEWOL > 111
The grades used in commerce are Technical (99.5% concentration),
Research (99.99), and Pure (only trace impurities). About 97% of produe-
sion is presently Technical grade
PHENOL
Phenol has been used for decades in the medical field as an antiseptic
under its alias, carbolie acid, and at one time as a preservative of human
‘organs under the name creosote (from the Greek freos, flesh; and sogein, 0
preserve). The name creosote evencually became associated with the wood
preservative, but phenol remains the principal ingredient in this prodisct.
The eatly sources of phenol were the destructive distillation of coal
and the manufacture of methyl alcohol from wood. In both eases, phenol
was a by-product. Recovered volumes were limited by whatever was made
accidentally in the process. Initial commercial routes to “on-purpose”
phenol involved the reaction of benzene with sulfuric aid (1920), chlorine
(1928), or hydrochloric acid (1939); all these were followed by a subse-
‘quent hydrolysis step (reaction with water to ger the -OH group) to get
phenol. These processes required high temperatures and pressures to make
the reactions go. They're multistep processes requiring special merallurgy
to handle the corrosive mixcures involved. None of these processes is in
commercial use today.
Jn 1952, a techriological breakthrough was found: the cumene oxidation
route. Irwas much cheaper, and it quickly proliferated. Ivis now the primary
route, accounting for almest all of US. productions
The cumene oxidation process
This cwo-step process involves oxidation of cumene to cumene
hydroperoxide, which decomposes with the help of a licle dilute acid into
phenol and acetone. In the frst step, cumene is fed to an oxidation vessel (as
shown in Figure 7-5), where ie is mixed with a dilure aqueous sodium
carbonate solution (soda ash with 2 lor of water). A small amount of sodium
stearate is added, and the whole mixture becomes an emulsion.
112 <> PETROCHEMICALS IW MORTECHIUCAL LANGUAGE
‘The purpose of the cumene emulsion is to permie good contact of the
ccumene with oxygen. The oxygen is introduced as ait in the bottom of the
vessel and bubbled through the emulsion. Asie does, the cumene converts to
cumene hydroperoxide, as shown in sep 1 in Figute 7-4
‘Sept Onsation
ome
ae a)
Fig. 7-4 Cumene-o-phenal process
his chemical reaction, like most oxidation, is exothermic, soit generates
heat and is susceptible co a runaway reaction, somesimes called the “begec.”
Rapidly increasing temperatures begets an increased rate of reaction, which
begets more rapid increasing temperatures, which begets... The presence of
the excess water sponges up some ofthe heat and reduces the risk ofthe begets.
To further control the runaway risk, the reaction temperature is kepe at
230-250°F by regulating the reactor low-chough rate. At thae cemperatute,
‘only about 259 of the cumene is converted to phenol: The steam coming
colt ofthe bottom of the oxidizing vessel is 25% cumene hydroperoxide and
75% unconverted cumene.
Ac the top of the vessel (1¢ Figure 7-5) is the necessary plumbing to cake
Off the nitrogen concent of the ait, which just passes through untouched,
plus any excess oxygen nor used in the reaction.
ume AND PHENOL
The bottom steam is fed to a fractionator to split out the unreacted
ccumene in order to recytleit ro the oxidizing vesel, The curmene hydroperox-
ide, now concentrated to about 80%, is fed to another vessel for the second
reaction step. The chemical ic her sto chop out everything in beeween the
benzene ring and the -OH group, as shown in step 2 of Figure 7-4. The use
of dilute sulfuric acid does the job by iniiacing an unusual decomposition
involving actual migration of the benzene cing around the cumene hydro-
peroxide molecule. ‘The decomposition and che resulting produces were a
complete surprise when they were discovered. Again, stepping in a bucket of
serendipity played role in generating progres in this chemical.
Fig. 7-5 Penal plant
“To facilitate the reaction, the mixture is sired vigorously. I takes place
at 150-175°F and 25-50 psi, so the conditions here, like in the oxidizer, are
‘ot 0 severe or expensive :
‘The effluene from the acid treatment reactor is about 60% phenol, 359%
acetone, plus some miscellaneous nits and lice, most of which are alpha-
‘methyl styrene and acetophenone. The efluene is passed through a separator
where the acid, water, and salts drop out. The balance of the processing is a
series of distillaion colurnns that split out the various streams
‘The alpha-meshyl styrene cai be recovered asa product or catalytically
treated with hydrogen and coivverted back co cumene for recycling, The
acetophenone has some commercial use in pharmaceuticals and at one time
was used co make ethylbenzene. A high purity phenol is sometimes made by
crystallization step, since phenol freezes at about 109°F. Wich alpha-mechy
sryrene recycled, the ultimate yield is about 979%.
13
14 <>) PETROCHEMICALS WONTECHUICAL LANGUAGE
Material Balance
Feed:
Beazene
Propylene
Sodium carbonate
Sali cd
Other routes. Alcernare process technologies for making phenol avoid the
‘tumene route. A few plants have used toluene as a feed, oxidizing it over @
PETROCHEMICALS N-NORTECHNUCAL LANGUAGE
About half the caprolaceam is made from phenol. (The other half comes
from cyclohexane.) Caprolactam is an intermediate step in making Nylon 6.
‘Other miscellaneous derivatives of phenol include non-ionic detergents,
aspitin, disinfectants (pentachloro phenol), adipic acid (a Nylon 66 incer-
rmediace), and plasticizers.
Properties. Phenol i a solid at room cemperature and is usually handled
as powder In its pure form, ic is whic in color but exposure co sunlighe or
air will cause it ro turn reddish. Phenol is and acts like acid. It burns, is
‘conotive, and ichas an odor and taste thae will knock you over—licerally. [es
4 Clas B poison
Phenol Properties
Wolelr weight 120.19
Freezing point 109.4°F (43°)
Boiling point 359.P°F (181.8°C)
Specific gravity 1.071 (heavier than woter}
Weight per gollon 9.0 sgn
Phenol can be shipped in liquid form in lined tank cars o¢ tank erucks
or in galvanized drums, It's imperative chat ie be handled in closed systems,
4 it will absorb water fom the atmosphere. In powder form, phenol will
absorb enough water from the atmosphere co turn itself inc a liquid,
‘The powder form of phenol is usually traded either as a US.P. (98%
minimum) or a CR or synthetic grade (95% minimum)? In che liquid
form, the commercial grades are 90-9296 purity and 82-84% purity
Cumene, CcHyCH(CH)a, is « benzene ring with a unique functional
‘group hung on ic in the place of a hydrogen atom. Ic is made by reacting,
CCUNENE AKO PHENOL
benzene with propylene. Fifty years ago, it was used primarily 2s a high-
octane aviation gasoline component, but it is now used almost entirely as
feed to coproduct manufacture of phenol and acetone.
Phenol, CgHsOH, isa benzene ring with a hydroxy! group, -OH, in place
of a hydrogen. That makes it a member of the alcohol family. Most phenol is
made by the oxidation route. Ax room remperature phenol isa solid but is
corrosive like an acid. eis used to make phenolic resins and to make Bisphenol
[A (feed for epory and polycarbonate resins) and caprolactam (fed for Nylon 6).
ur
PETROCHEMICALS IN NONTECHRCAL LANGUAGE
Exercises
1. The Cachroar Phenol Company is thinking about starting up and selling
‘out their 50 million pound per year phenol plant. The market for the
various feedstocks and products iss follows. (EO.B. the Cucthroa plan)
Benzene $ 1.60/gal
Propylene 0.25ilb
Oxygen o.501lb
‘Acetone 0.60/15
By-products o.10/I6
‘Their eumene plant operating costs are $0.20/lb of feed; the phenol
plane operating costs are $0.25/Ib of phenol.
How much should Cutthroar charge for phenol if they wane to make
$0,021. :
2. What’ wrong with Cutthroat' logic?
Endnotes for Chaper 7
" Emulsions abound in evnyday use. Mining Dour and water wich meat ues make the
‘emulsion called gry: Pucng sep powder ina washing machine case the die in coches
not only tobe removed but become suspended in che water—an emulsion The dit partes
‘emain inthis sae unl chy singed away by dining the washing wach. Seven five
Year ago the emulsion wat ye. Before the, washing was mecharieat—-rbing on a wast
baad, of een rock,
2? US. (Unied Sates Pure) and C. (Chemical Par) ace aomenclaue frm the pie:
smactutil indus. che former indiaing a grade suitable for human consumption or for
‘manufacrae ofa consumable,
ETHYLBENZENE AND STYRENE
CHAPTER 8
Ethylbenzene and Styrene
Diogenes the wise crept into his vt
and spoke:
"yes, yes, this comes from tho.”
Wilhei Busch Diogones, 1832-1908
(inventor ofthe cartoon strip)
ETHYLBENZENE
Bitvbetese sie wie cen pheno The any reson
you want to make ethylbenzene is so you can make styrene. Its des-
tiny is tied co seyrene consumption. Mose ethylbenzene (EB) is made by
alleylating benzene with ethylene, as shown in Figure 8-1
A small amount of EB is present in crude oil and also is formed in cat
reforming. You might recall from Chapter 3 that there is only a 4°F
difference becween the boiling points of EB and para-xylene: Consequehty,
a superdistillation column is needed for the separation. In process engi
rneets' terms, ic would have about 300 theoretical cays, be absut 200 feet
tall, and even then have a igh reflux eatio to accomplish the separation. All
this is necessary because the EB stream must be quite pure to be used for
styrene manufacture.
120 <7) PETROCHEMICALS IN NONTECHNUCAL LANGUAGE
nor
+ het
‘cae
seers a pres
Fig. 8-1 Alkylation of benzene with ethylene to form ethylbenzene
The technology
Allgylacion of benzene is old technology. The Freach chemist, Charles
Friedel, with his American partner, James Crafts, in 1877, stumbled (almost
liceraly) across the technique for alkylating benzene with amyl chloride
(CsHiCD. The use of a metalic cacalyst, in this case aluminum, was the
key, The Friedel-Crafts reaction is classical and remains a principal route for
allelating benzene with ethylene to make EB.
‘The Friedel-Crafts reaction has one major drawback. It doesnt stop ac
the mono-substicution stage. That is, che catalyst works so well, thae the
benzene will pick up two, three, or more ethylene molecules, forming
iethylbenzene, cciethylbenzene, or higher polyechylbenzenes. (See Figure
8-2, The problem is thar chemically i¢s easier to allylate EB than it is
benzene. One way to control the problem is eo carry ott the reaction in the
presence ofa large excess of benzene. When an ethyléne molecule isin the
neighborhood of one. EB molecule and 20 benzene molecules, chances are
that the ethylene will hook up with benzene, even though it prefers EB.
‘The other conttollable variable isthe operating conditions. Certain tem-
perature and pressure levels will favor the benzene and not EB alkylation—
not exclusively but predominantly. In fact, these variables can be set vo favor
the di- and criehylbenzenes to give up an ethyl group to benzene to give EB.
‘That proces is called cransallylation and is shown in Figure 8-2.
ETAYLBENZENE ao STYRENE
onc
somo ~oncs
+ otros
oy
tence cere atytensne
coon oot
oo :
+ ——,
Demerara eo nynenice
Fg. 2 Formation of dyerane and worsakaton to ethylbenzene
Processes
The alkylation of benzene with ethylene is done commercially either in
the liquid phase or the vapor phase. The older liquid phase operation is shown.
in Figure 8-3. The catalyst is anhydrous aluminum chloride (anhydrous
meaning completely water-fre). Ac remperatures of 300-400°F and pressures
‘of 60-100 pei che eaction time is sbour 30 minutes, so the reactor must be
large enough to accommodate this long residence time. AC higher tempers-
tures, alkylation occurs in a single homogeneous phase (homogeneous
‘meaning only one, gaseous or liquid), and less catalysis requiced. Since spent
aluminum chloride catalyst, like a number of other spent catalysts, is an
annoying disposal problem for che producer, the higher energy expenses have
turned out w be a easonable price to pay to reduce che nuisance.
1
122 <> PETROCHEMICALS N NONTECHNICAL LANGUAGE
Fig. 8-3 Etylbenzene plant ls
Sometimes a catalyst promoter or accelerator, ethyl chloride, is added ro
the feed to speed up the reaction. The ethyl chloride actualy works on the
aluminum chloride caalyst, not the reactants. It's like offering a supervisor
a bonus. He doesnt do any more work, but he gets more work done.
The effluenc stream leaving che rector is cooled and then tzeated with
‘caustic (sodium hydroxide) and water to remove the catalyse. The cleaned up
scream then contains about 35% unreacted benzene, 50% EB, 15% poly-
‘echylbenzene (PEB), and a small amount of miscellaneous heavy materials.
‘The separation section uses three columns to separate the effluent
scream into four components: unreacted benzene that is recycled, EB, PEB,
and heavier by-produess.
‘The PEB can be and usually is fed to a separate reactor (not shown)
where it reacs with more benzene at 250-300°F in the presence of an
‘aluminum chloride catalyst ro produce additional EB via the eransalkeylacion
rouce. The catalyst is removed from the rection mixcuce before ic is passed
inco the separation section.
Usually, che benzene is water-washed before it is returned to the feed
lie; hence, the need for the deyes, which is often an azeotropic distillation
ETHYLBENCZENE AD STYRENE >
column, See Chapter 3, the section on toluene, co read about szeotropic
distillation. The presence of any water in the reactor would cause lots of
undesirable side reactions to occut
‘With full recycle of the benzene and processing of che PEB, che EB yield
(yield being the percent of feed that ends up as the targeted producs) is about
199%, based on che ethylene and benzene feed. (For a discussion of the dif
ference becween yield and conversion, see Appendix A.)
Material Balance
Feed:
Benzene 743 lbs.
Ethylene 1267 Ibs.
(taht small mous
yl lade sell ari
Produc:
thylberene 1100s.
Roba berzenes 10s
"The alternate process, the vapor phase method, is carried out at higher
pressures (450 psi) and temperatures (750-800°F), and hence, the vapor
phate. Producers have been using a boron trifluoride catalyst but any eace
water corrodes it unmeccifully, Most have now switched to a crystalline
‘aluminosilicate zeolyee catalyst, a more expensive but hardier catalyst. The
newer catalyst is also noncorrosive and nosharardous, cheaper to handle,
and produces no waste streams to dispose of
“The flow diagram for the vapor phase looks abous the same as Figure
8-3. Bur unlike the liquid phase process in che reactor both alkylation and.
sransalkylation take place simultaneously so there is no need for « separate
reactor to convert PEB to EB. Victually no PEB shows up as by-product.
‘The vapor phase process usually features dual reactors because the
catalyse needs co be regenerated about every cight weeks. One reactor is off
line being regenerated while the other is operating
13
PETROCHEMICALS IN NONTECHNUCAL LANGUAGE
Alternate EB technology
Another route co ethylbenzene is available for those remote places where
‘olefin plants or refinery crackers are nor nearby but a supply of ethane is—
catalytic dehydrogenation of ethane to ethylene followed by its reaction with
benzene to produce EB. The first of ewo steps in Figure 8-4 use a gallium
zine zeolyte catalyst that promotes ethane dehydrogenation to ethylene at
8696 selectivity and up t0 50% conversion per pass.
(CHy~ CH, (CHy= CHy + He
thane ‘eayene
CH, chs
CH=CH, + a — Oo
Syne nena tn bezone
Fig. 84 Ethane/benzene route fo ethylbenzene
In the second step, the crude ethylene plus benzene are passed over @
silica mordenite catalyst at 650-700” F and atmospheric pressure to produce
EB at 91% selectivity and 23% ethylene conversion.
‘The low conversion rates for both the ethane dehydrogenation and the
cthylene-o-EB steps resule in high capital costs for a world-sale plane. That
limits the potential application of this process to boutique sits.
Since most of the EB is used for the manufacture of styrene, EB plants
are usually found in close proximity to styrene plants. Very licde EB is
waded commercially or transported. A small amount of EB is used as a
commercial solvent, mainly as a substicute for xylenes.
EB is not toxic like the xylenes, and it does not require che DOT red
shipping label. EB has the same colorless appearance of the other BTXs as
well as that characteristic sickly odor. Like the BTXS, i is insoluble in water,
TMYLBENZENE AND STYRENE
STYRENE
“The rapid growth of seyrene after World War II was due to the wide-
its derivatives, principally syndhetic eubberand plastics. Seyrene
spread ust
ought «0 be called one of the basic building blocks of the petrochemicals
industry. Buc you get all mixed up with semantics because its
ade up of
‘wo other basic building blocks, ethylene and benzene. Nonetheless, i is che
most important monomer in its class.
You may wonder what makes styrene, an unlikely looking buil
block, so valuable. There is an explanation
ji ing
fom the field of atomic
chemistry about the special synergy that results from the combination of th
benzene ring and echylene. Both chemicals are each very reactive. But, while
the relationship mighe intrigue you, the explanation is mére complex than
can be handled “in nonsechnical language.” Inthe end, the value of styrene
comes from the eaee of handling, the safe processing characteristics, and the
low costs of the products chat can be made from it.
‘The dominant share of seyrene production comes from dehydrogenation
of EB in plants like thac shown in Figure 8-5. Some comes as a coproduct
in propylene oxide/styrene plants. An even smaller amounc is recovered from
the gesoline fraction of olefins plants cracking heavy liquids.
125
116
PETROCHEMICALS IM NONTECHRICAL LANGUAGE
Ethylbenzene dehydrogenation
The process of dehydrogenation of EB is shown in Figure 8-6. The
process is similar to operations in an olefins plant in chat dehydrogenation is
done by mixing the feed with steam and cracking it in pyrolysis furnaces.
However, the cracking products are more limited, primarily because of the
use of a cacalyst, ion oxide
Fig. 8-6 Deydogenato of ethylbenzene to styrene
‘The dehydrogenation step like all cracking processes, is endothermic
(absorbs heat). Superheated steam, mixed with che EB, provides the heat and
also performs ewo other important functions.
1. Te reduces the pressure at which the reaction will cake place.
‘A mixcure of EB and steam at say, 1300°F can be contained at a
lower pressure chan EB by itself at thae temperature. So what, you sy?
Well, che chemical reaction of EB cracking co styrene and
hydrogen is reversible, Styrene easily hydrogenates back to EB. The
reaction that is favored (both will always occur to some extent) will
bbe determined by che operating conditions. In this case, higher
pressutes favor formation of EB because EB takes up less volume
than the corresponding amount of styrene and hydrogen.
Conversely, lower pressures favor formation of styrene. So the
logic is that steam mixed with the EB permits cracking che hydrogen
offatlower pressure and favors the styrene “staying ceacked.” (You may
hhave noticed the chemical equation in Figure 8-6 has attows going
both direccions. That’ the chemis'’s notation for this reversibility.)
ETHYLBENZENE AND STYRENE >> 127
2. The steam also reacts with coke deposits on the iron oxide catalyst,
forming COs, giving the cataljst a longer, more active lifetime. The
‘onstteam factor of the syrene plant i extended by reducing the shut-
down frequency for catalyst regeneration or replacement.
In this process, conversion rate, the percent of feed chat “disappears” in
‘one passthrough the reactor, is about 60%; the yield, the percent of feed that
«ends up as product, is about 90%6. (Again, che difference berween conversion
and yield, if you wane to know, is discussed in the Appendix.) The 10% yield
loss results from cracking one of the carbon-carbon bonds along EB's ethyl
‘group. Consequently, benzene and toluene make up most of the by-products.
‘Another is polystyrene. The styrene, of course, is very reactive. That’ why its
a building block. Though the reactor operating condisions minimize this reac-
tion, some of the styrene molecules do join up to form styrene polymers.
In this process ic is very uncommon to detect any benzene rings breaking
up. Asin the olefins plane, che thermal scablity ofthe benzene ring is demon-
strated by is survival under these severe operating conditions, especially the
high cemperacures.
‘Material Balance
Feed:
Ethylene Tbs.
Coils Sal
Produc:
Siyene 1000s
Hydrogen 19s,
By pods 113s.
The process facies
“The EB entering the seyrene plant is generally heated to the thresh-
old cracking temperature (about 1100°F) in 2 heat exchanger', The counter
flow in the exchanger is the effluent fom the second stage reaetos, as shown
128) PETROCHEMICALS 1 MONTECHUICAL LANGUAGE
in Figure 8-7, Because high temperatures are necessary in a styrene plan,
‘nergy conservation plays a big role in the plant design. While this isthe
‘only heat exchanger shown, recovery of waste heat isan intimate parc ofthe
process flow throughouc the plant.
Fig. 87 Siren plant
Aficr heating, the EB is mixed with supetheated steam and fed to-the
firs stage reactor. Both the frst and second stage reactors are packed with a
cacalyse of metal oxide deposited on an Sctivated charcoal or alumina pellets.
Tron oxide, sometimes combined with chromium oxide or potassium
carbonate, is commonly use.
‘The actual reaction takes place at about 1150°R, but there is a eempera-
tute drop in the reactor as the dehydrogenation takes place. Reheating the
scream in a furnace or exchanger is necessary befre the scream is fed to che
second stage reactor for a'tepeat performance.
‘The hor effluent is cooled in another hear exchanger, pasting the heat off
to the incoming fresh EB feed and maybe even further (not shown) with
‘water to make steam. The cooled stream is then sent to separazors where the
lighe cracked gases chat are unavoidably formed (H:, CO, COp, CHs, et.)
EINYLBENZENE AND STYRENE) 129,
and water ate removed. The final product separations are done in a series of
fractionators. The EB is recycled to the feed line the polymers, very stvall in
volume, are generally disposed of in residual fuel.
ven at ambient temperatures, styrene is likely to react with iself—very
slowiy, buc steadily. For thie ceason, 2 small amount of polymerization
inhibitor, about 10 ppm (parts per million) of para-ertiarybuty catechol, a
chemical whose name nobody wants to remember except its salesman, is
added to styrene kept in storage. Since polymerization is promoted by higher
emperacuressryrene is usually store in insulated cans
Alternate routes to styrene
A few plancs are designed to produce styrene from EB but asa coproduct
swith propylene oxide (PO), In this process, EB is oxidized to a hydroperoxide
(Ain Figure 8-8) by bubbling air ehrough the liquid EB in the presence of a
catalyst. Hydroperoxides aze, by their nature, very unstable compounds (one
of the reasons that bleach, another hydroperoxide, works 30 well) So exposure
to high temperatures has tobe limited. The reactions are usually run ac about
320°F and 500 psi pressure. Heat exchangers and multiple vessels are used to
‘control che temperarres. Pressures are not critical inthis proces.
ae — arm
tame 4
“==9
=O> ++
Fig 8-8 Syrane and propylene oxide by etybenzene oxidation
190
| PETROCHEMICALS IN NONTECHNICAL LANGUAGE
The reactor effluent is distilled and unceacted EB is recycled. The EB
hydroperoxide is chen reacted with propylene at 250°F and pressure in the
range of 250-700 psi in the presence of a metal catalyst to produce propy-
lene oxide and methylbenzyl alcohol (B in Figure 8-7). The reactor
mixture is separaced by multiple fraesionators. Unreacred propylene and
EB are recycled. PO is recovered overhead. The methyl benzyl alcohol is
easily dehydrated in the vapor stage at 450~500° F and 500 psi pressure
over a ctanium dioxide or silica gel caalyst co form styrene. Acephenone
is one of the by-products.
‘The overall yield of styrene (the amount of EB that ends up as styrene)
via this peroxidation process route is 90%.
‘The PO/styrene process is one of those coproduct operations where the
economics get muddled exsily. When styrene is-in short supply and high-
priced, PO from these plants look good. When PO is in long supply and
low-priced, styrene fiom these plants looks anemic. The product managers
‘of both products are rarely in the same mood.
Styrene from olefins plants
In the chaos chat happens in 2 10ch of a second in che cracking furnaces
of an olefins plans, sometimes a styrene molecule emerges. Ic happens often
enough in plants cracking heavy liquids to warrane processing the gasoline
fraction, pygas, to recover the styrene. The process is similar to che recovery
schemes discussed in the aromatic chapters.
Pygas is Fractionated to make a Cg “heat cus,” a stream with the styrene
concentrated in i. This is usually done before thé pygas is hydrotreated in *
preparation for using it as a gasoline blending component. ‘Otherwise the
seyrene would hydrogenace as well.
‘The styrene concentrate is fed to a solvent recovery process o an
‘extractive distillation process, The solvent selectively pulls the styrene ous
of the hydrocarbon mixture. The styrene raffinate, san stytene, is sent
back to be mixed with che pygas (although ie can also be fractionated to
pall outa high quality mixed xylene.)
The styrene-laden solvent is tun through in 2 fractionator to produce
solvent for recycle and styrene. A final fractionation step will get the putiy
‘of the seyrene up co 99.9%.
ennmewzene ano sraene > 121
‘A cypical worldscale olefins plane producing billion pounds a year of
ethylene from heavy liquids can also yield up t0 50 million pounds of styrene.
Since the seyeneis« coproduct, and the extraction costs ate modest, the eco-
nomics are very attractive compared to on-pUrpose styrene.
Commercial aspects
Uses. Plastics and synthetic rubber are the major uses for styrene. They
account for the exponential growth from a few million pounds per year in
1938 to more than & billion pounds today. The numerous plastics include
polystyrene, styrenated polyesters, acrylonicrile-bucadiene-styrene (ABS),
seyrene-actylonitile (SAN), and seyrene-butadiene (SB). Sryrene-butadiene
rubber (SBR) was a landmark chemical achievemenc when it was commer-
cialized during World War Il. The styrene derivatives are found every-
where—in food-grade film, coys, construction pipe, foam, boats, latex
paints, tires, luggage, and furnieure.
Styrone Properties
Noleclr weight 104.15
Freezing Pont *F(208°0)
Baling Point 2934°F (1452°0
Spectc gravity 0.9045 fighter than water).
Weight per golon 7.55 bs/gallon
Handling. Styrene is a colorless liquid bur tends toward a yellowish cast
as it ages. I eels oily o the couch and smells like the aromatics compounds.
Left alone ar room temperature, styrene will eventually polymerize with itselE
to a clear glassy solid.
Technical grade styzene is 999% minimum purty Ie is shipped, with a
polymerization inhibitor in ie, in standard tank cars or trucks. However, it
hhas none of the severe handling precautions that benzene does.
132 <> PETROCHEMICALS IN NONTECHNICAL LANGUAGE
& Chapter 8 in a nutshell ...
Se Exhylbenzene, CgHsCxHs, belongs in the BTX family because it is a
benzene cing with an ethyl group, -CH3CHs, atached in place of a hydrogen,
Ic is made by reacting benzene and ethylene. Virtually all ethylbenzene is
used to make styrene,
Styrene is a benzene ring that has a double bonded group attached that
gives it the reactivity that makes i so useful. To convert ethyibenzene to
styrene, quick, high cemperature exposure in a cracking furnace is used. The
cthylbenzene, fortunately, preferentially loses rwo hydrogens from che ethyl
group, leaving a double bonded carbon.
ee
eTaVGENZEE ax sTRENE) 193
EXERCISES
1 is co phenol as EB is to
2. By-products are important. What are rwo discussed in the last ewo chap
ters that could have imporcaneeffeces on product economics?
3. How many pounds of styrene could you make starting with 1000
pounds of benzene? How much ethylene would you need?
Endnotes for Chapter 8
“ta heat exchange, dhe aurea hea never come in physical conzat with
‘ach other, One sre is inside of pipes, more coenmonly, exchanger eabes, ha pass
‘shmugh a veel consining the other ster. The eat exchange comes about by heat onl)
pasing though the tube wal. Aral, fthe seams were mined to canfe the hes they'd
have to be reheated to separate chem by ficronation, .
ETHYLENE DICHLORIDE AND VON. CHLORIDE
Ne ke —
Ethylene Dichloride and
Viny! Chloride
“Inventing 0 combination of bois and terial
‘The more brains you use,
The es material you need”
‘Chores F. Kettering, 1876-1963
President, General Motors
see where the products ae lke
yancakes (or vinyl chloride)
Jing batcer (or ethylene dichloride); chere’s noc much else you
ase pan-
Tri epee ofa
fancakes and bate. You cart m:
without m:
can do with pancake bater (or ethylene dichloride); and you o
cakes ot vinyl chloride to make something else—breakfast oc plastic.
Finally if you!l permit this painfully overbeating analogy co be extended
‘once moce, making vinyl chloride (or pancakes) fromscratch is a lor easier
now than ic was 40 years ago.
The original manufactcing route to vinyl chloride (VO) didat involve
ethylene dichloride (EDO bue was the reaction of acerylene with hyérochlorie
acid. This process was commercialized in the 1940s, but lie most aceylene-
based chemistry in the Unied Seats, i gave way to ethylene inthe 1950s and
1960s. The highly reactive acetylene molecule was more sensitive hazardous,
135,
PETROCHEMICALS We NOMTECHNICAL LANGUAGE
and eventually more costly than ethylene. The chemical engineers were happy
‘0 replace acetylene technology with the ethylene route. All the contemporary
Vinyl chloride plants now use ethylene and chlotine a raw materials
Vinyl chloride is often called vinyl chloride monomer (VCM). The
‘ag-on, monomer, from the Greek mono, meaning one, and meres, meaning
part, is a convention used to contrast a chemical from its counterpart, the
polymer polyvinyl chloride, PVC. Vinyl is the prefix for any compound that
has the vinyl group, CHa-CH,, in ic. The root of the word is the Latin
vinum,eseaning wine, pethaps having something to do with a preoccupation
of the discoverer
Tue Process
‘VC is made by cracking EDC in a pyrolysis furnace much lke that in an
«ethylene plant. That’ one of the chee reactions, shown in Figure 9-1, involved
in the process. The other two have formidable names—chlocination and
‘oxychlotination—but simple enough reactions—the addition of chlotine and
the addition of oxygen and chlorine. What isa litle complicated is the face
that the hydrogen chloride used to make the EDC in the first reaction comes
from cracking EDC in the second. Sounds like a closed circle until you peel it
back and examine ie
ETHYLENE DICHLORIDE AND VINYL CHLORIDE <=>
Cc + nO!
Etyion neene tee deere
PeacSon wo Prose
cneene = =e ove + tor
ye oon evictions Hsogen ent
Olen, 6 ak + URE CHCICHE! +0
open
ane “Howse” Oxygen one Sehr Wer
Fig, 9-1 Ehylene dichloride ond vin chloride reactions
Figure 9-2 shows the planc with its three reactors. The pyrolysis furnace
is in the middle, At the top of the figure, the basic feeds ro the plant are
shown—ethylene, chlorine, and oxygen. Ethylene and chlorine alone ate
sufficient to make EDC via the route on the left. The operation, call i¢
Reaction One like Figure 9-1 does, cakes place'in the vapor phase in a
reactor with a fixed catalyse bed of ferric (iron) chloride at only 100-125°F.
‘A.cleanup columa fractionaces out the small ammount of by-products that get
formed, leaving an EDC stream of 96-98% purity
For Reaction Two, the purified EDC is passed through a dryer to
remove water, hen fed to a pyrolysis unit. The difference berween EDC
pycolysis furnaces and chose used for ethylene is the use of a catalyst.
1
138 <> PETROCHENICALS I NONTECANICAL LANGUAGE
Fig, 9-2 Ethylene dichloride ond vinyl chloride pont
the EDC pyrotosis Furnace are packed with chaccoal pellets
impregnated with fetc (ion) oxide. The EDC is pumped through at about
900-950°F and 50 psi. The conversion of EDC, ie, how much of, it
“dirappeas,” is about 50%, and the yield of VC, how much of the “disap-
you havenic yet read about the difference berween yield and,conversion,)
So not much ese is formed. Thats a contrast to echylerie manufacture,
‘specially cracking the heavy liquids, where the by-products are abundant.
The hot effluenc gas from the Furnaces is quenched right away for the same
reasons as ethylene fumace effluent is quenched—to stop the cracking at the
‘optimum point. In this case, though, the quench liquid is cool EDC, noc water,
‘When EDC cracks, one hydrogen and one chlosine on adjacent car-
bon atoms are sprung and find each other, forming hydrogen chloride gas,
(Why. one of each cracks off, and not two hydrogens or ewo chlorines is
another mystery of atomic physics.) The cooled effluent is fractionated
ico chree streams: hydrogen chloride, EDC, and che VC seceam, which is
sent to storage. The EDC, which is the unconverced pyrolysis feed plus
whit was added in the quench pot is ecycled to the EDC cleanup column.
‘The hydrogen chloride, which would otherwise be a disposal problem, is
ETHYLENE DICHLORIDE AND VINYL CHLORIDE > 139
pumped to the oxychlorination reactor, as shown in the upper right corner
of Figure 9-2.
‘The oxychlorinacion reactor is packed with cupric (copper) chloride
catalyse. Three feeds, gaseous hydrogen chloride, pure oxygen or oxygen in
the form of ai, and ethylene ae eacred at 600-800°F and 60-100 psi, o form
EDC, and water, as in Reaction Three in Figure 9-1. The reaction effuenc is
then piped over to the clesnup fractionator, where ie commingls withthe EDC
scream from Reaction One and the recycle seam from VC fractionator.
‘Material Balance
Feed:
Ethylene 295 bs.
orine 750 bs
Product: .
Ehylene diode 1000s.
By-praduts 45 bs,
Feed:
yen dlrde 1667 bs.
Product:
Vin clcida 1000s.
Hydrogen chloride 578 Is.
By-product 9b.
So, there are two recycle streams, hydrogen chloride and EDC. The
EDC is recycled to pyrolysis; the hydrogen chloride is récycled to the
oxychlorination to form EDC. Considerable attention has to be paid to
balancing che flows around this plane. There are surge-tanks in the plant that
ase not shown in Figure 9-2. But they ean quickly fill up, potentially
causing the need to shut down one ofthe reactions to play catch-up. Srarting
and stopping any of the reactions tends to be 2 problem, both in offspec
product and wasted energy cos.
140 > PETROCHEMICALS IN NORTECHNICAL LANGUAGE
Other technology
Chemists are always looking for ways to stare with ethane and bypass
‘ethylene om the way co the present ethylene derivatives. Now an old catalyst
with a new ewist has been developed, based on the work of Carl Ziegler and
Nawea. Chemists have immorcalized these two researchers for che
work they did in the mid-20ch ceneury by designating their contribution as
the Ziegler-Natta clas of catalyst
Anyway, ethane can be converted to vinyl chloride monomer by passing
it over a Ziegler-Nates type catalyst at 850-900° F ia the presence of chlo-
rine and oxygen, In a single vessel, oxychlorination of ethane to vinyl chlo-
Fide monomer cakes place:
CH}CHy + Ch + "20; 9 CH)=CHC] + HC + H,0
fthane Chon Onygen Vinyl clride——Hydogen Water
hori
‘The process achieves abour 90% conversion of ethane to VC. With the
elimination of so many intermediate steps compared to the traditional EDC
route, this process could achieve VC production cost savings of up ro 35%
‘anywhere an adequate supply of ethane can be found. That could even include
the eeeycle stream from 2 heavy liquids olefins plane. IF thee killer economics
persevere this technology could grab all the groweh in VC capacity and even
replace most of the conventional VC capacity in a eouple of decades. That's
what happened ro the acecylene-based route to VC when the ethylene-based
route came on stream in the mid-20¢h ceacury.
HANDLING CHARACTERISTICS
Sufficient evidence has proven that VC can cause cancer ofthe liver after
prolonged exposure to only minute quantities (parts per million). Elaborate
hardware precautions are caken to eliminate escape of any VC to the atmos-
phere. Personnel involved in production or use of VC often wear respicazors
whenever there is a possibilcy ofa leak.
THLE CHLORIDE AND vu. CHLORIDE >)
‘VC vaporizes at about 7° so at normal temperatures it must be concained
Jn pressuce vessels co keep it liquid. This includes movernent by rank cas and
caucks, which mus fy the hazardous material sticker enroute
Properties
foe:
Noleclr weight 98.96
Freezing pont -31,7°F (354°)
Boing point 182.3°F (835°)
Specific grviy 1.253 theove than water)
Weight pe alon 10.5 bs/gollon
ve
Molewlorwelght 625
Freeing point -2448°F(-153.8°C)
Boing pont = 7.9°F(-13.37°0)
Specific grviy 0.9106 ightr han water)
‘Weight per gallon 8.14 Ibs/gallon
VC is highly reactive, and like styrene, will stae to polymerize with itself
if ic jus sies in a tank. Phenol, in srace amounts, isan effective polymeriza-
tion inhibitor and is normally added to VC on the way to storage.
EDC is a much less nasty commodiry. Ic need not be shipped in a
pressurized vessel, but itis clasified as a hazardous material and must be
pein a closed system.
COMMERCIAL AsPECTS
About 98% of EDC is used to manufacture VC. Relatively small
amounts are used in the manufacture of perchloroethylene (an industrial
degreaser and dry cleaning agent), in the manufacture of methyl chloroform,
(an anesthesia), and echylenediamine (a fungicide and antifreeze inhibitoy).
‘About 99% of VC is used to manufacture polyvinyl chloride in 2 polymer-
M1
PETROCHEMICALS IN NONTECHNICAL LANGUAGE
ization process described about 10 chapters from here. The rest of the VC
‘goes into manufacturing chlorinated solvents.
EDC and VC are each traded commercially as a 99% pure grade, VC is
usually designated as inhibiced, indicasing the presence of phenol to prevent
spontaneous polymerization
in a nutshell
ee ane
BF arylene dichloride, CokisCly isa petcochemicl that is made so chat
vinyl chloride can be made out of it. The process for making EDC is
sometimes integrated with the vinyl chloride plant, EDC is made by react-
ing exhylene with hydrogen chloride
Vinyl chloride, CaHyCl, or CHaeCHCl, is ethylene with a chlorine
arom attached, replacing a hydrogen. It is made in owo ways. EDC is
subjected to high temperatures in a etacking furnace, where a chlotine and a
hydrogen atom pop off, leaving vinyl chlotide. The availability of cha free
chlorine atom makes ie appropriste co make hydrogen chloride giving tse co
the other ure, where the hydiogen chloride, ethylene, and oxygen are react-
ed to make vinyl chloride and water. A single-step ethane-to-vinyl
chloride process has commercial poten
Almost all vinyl chloride is used to make polyvinyl chloride, a versatile
consumer plat
eee
ETHYLENE DICHLORIDE AND VINYL CHLORIDE (=) 143
EXERCISES
1. Mixand match:
quench, Addition of Cl, and O2
‘oxychlorination ‘hot VC/HCI plus cool EDC
pyolysis (Hg and Cl.10 EDC
hvinaion EDC w VC and HCL
2, Take the theee reactions for the EDCIVC plant and “net them out”
algebraically, showing how much goes in the plant, how much comes out
(Hine: The only products are VC and water)
43. Whats the difference berween chlorination, oxidation, and oxy-chlorination?
[ETHYLENE OXIDE AND ETHYLENE GLYCOL) 145
Ng Ta tke
Ethylene Oxide and
Ethylene Glycol
“From out ofthe ast come the thundering hots
af the giant horse Stver”
From The Lone Ranger Rides Agoin
Fran Striker
a de pretng chaps all he poche discus and di
I 2 had double bonded eto bed in hit
ils tho cml vy ete wich ny
immediate de
seruerue, This char
they are so useful as building blocks. In contrast ethylene oxide (EO) has no
double bonds, bur insted a three-member heterocyclic ring, with “beter”
meaning one of che aroms isn carbon—ies oxygen. (Set Figure 10-1.) This
cyclic oxide i ofen called an epoxide. The suffix ep- is from the Latin meaning
“on’ or “beside.” In chemistry, ep- generally refers tothe heterocyclic ting, The
other common chemical with this suffix i epichlorohydrin
146 <> PETROCHEMICALS IN NOWTECHNICAL LANGUAGE
9. oH om
aN ret
hoy, Che Cee
Ethylene odo Etnyine ghost
Fig. 10-1 Ele exe ond ethylene gyal
When EO is formed, single bonds from «wo adjacent carbons ate
connected co an oxygen atom. A three-member ting is always in a “strained”
147
“The problem with the process was not the yield of EO but the operating
expenses, particlaly the cost of chlorine. Almos all the chlorine introduced
ax parc ofthe HO-Cl ended up after the proces as calcium chloride, Not only
svas this compound a worthless solid, it created big time disposal problems.
In the 1940s and 1950s, a considerable amount of research was funded
1 find and develop the chemist's impossible dream: a process for the direct
oxidation of echylene to EO, without any by-products. Finally, Union
Carbide found the silver buller chat did the job—a catalyst made of silver
oxide. Silver oxide is che only substance found having sufficient activiey and
selectviy. (Activity relates to the amount of conversion, selectivity relates 0
the tight yield.) Moreover, ethylene isthe only olefin affected in this way.
“The othess, propylene, butylene, etc, rend 10 oxidize complerely, forming
catbon dioxide and water. But when silver oxide is used as a catalyst with
ethylene, the dominant rection is the formation of EO. Some ethylene still
ends up being further oxidized, as much as 25% in some processes, as shown
in Figure 10-2.
‘The process was commercially so superior to the chlorohydrin
route, that by the 1970s, the new chemistry had completely replaced the od.
‘Adding some momentum to this transition was the fact that the obsolete and
abandoned chlorohydrin planes could be readily converted to propylene
‘oxide plants. The silver bullet for that process has yet to be found.
a
Hance + 0, hy —OHe
Eylone Onypen Etnyans oxide
CHysCHe + 902 ——+ 200, + 24,0
yee Oxyeen Carson Wiser
7 sovide
Fig, 10-2 Direct oxidation of eye to ethylene oxide
PETROCHEMICALS I NONTECHAICAL LANGUAGE
The process and the hardware
‘The new EO plancs are as simple as any you will read about in this
book. The feeds ate mixed, reacted, then splic into recycle and finished
product streams, as shown in Figure 10-3. The oxidation reaction takes
place in the vapor phase.
‘Compressed oxygen, and fiesh and recycled echylene, are heated, mixed,
and then passed through 2 reactor with fixed beds of catalyst—silver oxide
deposited on alumina pellets. In recene years the catalyst has been improved
by ‘the addition of promoters and inhibicors. (Promotets—in chis case
‘compounds of alkali or alkaline rare earch merals—eahance the activi ofthe
catalyse inhibitors—in: this case chlorine compounds—chloroethane, ot
vinyl chloride, reduce its rate of activity decline)
Like most oxidations, cis one is exothermic. The temperature ofthe oxi-
dation is controlled by the heat exchanger tubes built into the reactor. Water
suns through the tubes, absorbs the heat of reaction, and turns to steam and
exits the top. This keeps the reaction temperature at 500-550°F under slight
pressure. The residence rime ofthe feed inthe reactor is only about one second.
‘Yields, the amount of the ethylene that ends up as EO, approach 90%.
ETHYLENE OXIDE AN ETHYLENE GLYCOL
Fig 10-3 £0 plant
“The effluent from the reactor is cooled in a heat exchanger. The EO, by-
products, and unreacted ethylene are separated in a water-wash columa in a
manner just like che solvent recovery process described in Chapter 2. The EO
is absorbed by the water while the by-products (mainly COz, plus the ever-
present cats and dogs in small quanctes) and unreacted ethylene are not. The
EO/water solution is then sear-steipped and purified by ffactionation
‘The by-products and the ethylene are split, and the ethylene is recy-
cled.to the reactor. (The by-product splice is not drawn correctly in
Figure 10-3, because some of the by-products actually have lower boi
points chan ethylene. The by-product splitter should teally be shown as 2
series of columns.)
This process gives about 1.4 pounds of EO per pound of ethylene feed
with a yield of 8996. IF that seems confusing, see the definition of yield in
the appendix.
Ty
150 <> PETROCHENICALS te WONTEGANICAL LANGUAGE
‘Material Balance
Feed: bs.
Ethylene 1000
Exes cir 11,909 (2382 of 02)
Product:
Eylene oxide 1400
Carbon dioxide 33
Wot 0 >
arene cit T1027 (1500 of 0)
Commercial aspects
EO is a colorless gas at room cemperature It boils ae 56°F. As a liquid ic
is colortess, highly flammable, explosive, and is very soluble in water and com-
ron solvents. EO is a toxic substance requiring cae in handling,
EO is traded commercially asa high purity eechnical grade, 99.7% puriy
Because ofits low boiling emperature, EO must be stored and shipped in
vessels chat can withstand mild pressures. Trucks and tank cars mus ly che red
hazardous maceral label
Properties
Moleuor wight 44.05
Feeding pint -169.0°F (1120°0
Bolg point S63°F (TAS)
Spectcgovty 08969 (ight han wate)
er golon 7.45 s/n
EO is an intermediary chemical and producers use it to make a variety of
‘other things. The predominant derivative is ethylene glycol or EG (sometimes
EINYLENE OLIDE AND ETHYLENE GLYCOL "3151
called monoethylene glycol or MEG, to distinguish it from diethylene glycol
or DEG, and criethylene glycol or TEG), which uses up more than 60% of
the coal EO. EO is also used co make ethoxylates for further use ia
biodegradable detergents and as solvents for paints, lacquers, and other appli-
cations in the cexile industry. Production of echanolamine isthe third major
application for EO. Ie is also an excellent fumigant and sterilizing agent,
which are the oldest uses for this commodity
Ettyvene Guyco.
‘The conversion of ethylene oxide to ethylene glycol is one of the simplest
processes in this book. The reaction, shown in Figute 10-4 requires thatthe
EO ring be opened up, and hydroxyl groups formed. The reaction takes place
in water wich alte hest, pressure, and acid catalyst co promot i.
A ef
cH bie + 0 8. chy-cH,
fig. 10-4 EO to MES Reaction
Ia the process shown in Figute 10-5, purified EO or a waterlEO mix-
ture is combined with recycled water and preheated ro 400°F before being fed
to 2 reactor. Ata pressure of 200-300 psi, essentially all the EO is converted
to MEG plus minor amounts of DEG and TEG, Water is kept in excess—
generally 20 times 2s much water as the reaction would indicate—to assure
high MEG sclectiviry (Selectivity: the degree ro which the targeted product
is produced rather than other by-products.) Yield is essentially quantitative,
ice. the yield follows the amount indicated in the chemical equation in Figure
10-4, (See che Appendix for a clearer understanding of che word yield)
The excess wate is removed in a sttipper column. The other three pieces
of hardware in Figure 10-5—vacuum columns—are used to reeyele the EO
and to clean up the EG by splitting our the heavier glycol by-products,
152 <> PETROCHEMICALS IN NOWTECHNUCAL LANGUAGE
High pucty glycols result from this process, easly meeting the tight
specifications set by polyester fiber and PET producets
Fig, 10-5 Eahylne glycol plant
Material Balance
Feet:
+ yon oxide
Water (excess)
Product:
Eylne gol
Hex gyeos*
Unrnced water
td tretyene gly
m
590
000
35
5605
sans
ETHYLENE OXIDE AND ETHYLENE GLYCOL >
‘Since more than 60% of the EO production is converted directly to EG,
the obvious question some macho chemist might ask is “why don'e we do an.
tend run and just convert ethylene directly to EG? Skip ghe oxidation step.”
Research starting 50 years ago led ro several promising commercial process-
«es, oxychlorination and acetoxylation. Exorie catalysts were used, and both
avoided the EO step. Bue neither process was quite effective enough to
replace the ethylene-to-EO-co-MEG route, which predominates today.
Commercial aspects
End uses. [ea litle curious that the cwo major end uses for EG are so
different. One is a consumer product; the other is a feedstock for more
complicated chemistey. The easons have to do with rwo separate properties
‘of BG, one physical property, one chemical property. Because of EG's low
fezing poiat, cis the main ingredient in automotive antifreeze. Because it
is so chemically reactive, itis used as a monomer in making polyester poly-
mess and PET, the plastic in che ubiquitous water and drink bores.
“Together, antifreeze, PET, and polyescer polymers account for about 98%
of the ethylene glycol produced in the United States. I is also used sometimes
as a deicer for aircraft surfaces. The cwo hydroxyl groups in the EG
molecule also make EG suitable for the manufaceuce of surfactants and in latex
palnes. Ocher applications include hydraulic brake fluid, the manufaccure of
alkyd resins for surface costings, and stabilizers for water dispersions of
ucea-formaldehyde and melamine formaldehyde: The hygroscopic properties
(absorbs moisture froma the ait) make EG useful as a humectant for textile
fibers, papet, leather, and adhesives cretment.
DEG and TEG are used as solvents for cellulose acetate derivatives and
dyestuffs and as drying agents for refinery gases.
Ethylene Glycol Properties
Noleuor weight 6207
Frosting pont 11.3°F(17.5°O
oting point $87. 7°F (197.60
Specific vy 1.1108 (heavier than water)
Weight per gallon 93 ls /gl
133
154 <> PEEROCHEMICALS 1M WONTECHICAL LANGUAGE
Properties and handing, Echylene glycol is a clear, colorless syrupy, and
virtually odors: liquid. Ic is hydroscopic, i.e, ic absorbs water readily. And,
when added to water, ic lowers the fresze point. It is traded commercially as a
high purity technical grade at 99% content. Ethylene glycol i a friendly liquid,
and no particular precautions need to be eaken in transporting it by barge, tank
cas, oF truck, as long as you done fall in ic and lower your feeze point
(A
& HOCI + HCL
Formation of Propylene CHorohyrin
OH Cl
tt
CHy-CH=CHh + HOCI > CHs-CH-CHi
Dehydcornaton o PO
OH Cl °
tot 1
2CHy-CH-CH) + Ca(OH); > 2CH;-CH-CH, + CaCh + 2H,0
160 (>> PETROCHEMICALS N NORTECHNCAL LANGUAGE
‘One other reaction aor shown isthe formation of propylene dichloride
‘The demand for this compound is generally insufficient co absorb all che
coproduction, so i also ends up on the lise of things to be disposed of com-
ing ftom the PO-chlorohydrin process.” But despite this end all che other
problems already mentioned’ about che chlorohydrin route, the process
remains economically healthy—breathing heavily, bue healthy. Indeed, 40 to
50% of the PO produced in the United States comes from this ue.
The chlorohydrin hardware
‘Two of the reactions take place in the same ceaccor in this plant. The
formation ofthe kypochlorous acid (HOCD from chlorine and watet, and the
reaction with propylene all occur simultaneously on the left in Figure 11-2.
Propylene reacts readily with chlorine to form chat unwanced by-product,
propylene dichloride To limic that, the HOCI and HCI are kept very dilute
Bur asa consequence, the concentration ofthe propylene leaving the reactor
is very low—only 3-59! At any higher concentration, a separate phase of
Second layer in the reactor would form. Ic would preferentially suck up
(dissolve) the propylene and chlorine coming in, leading to runaway dichlo-
Fide yields. The low concentration levels of the propylene chlocohyin and the
reed co recycle so mariy pounds of material is the reason the proces isso
nergy intensive. I just takes a lot of electricity to pump all that scuff around,
‘The unteacted propylene is: taken off the top of the reactor and
cleaned up for recycling. By bubbling this stream through a dilute caustic
solution (like sodium hydroxide, NaOH), che chlorine and HCI carried
along with the propylene are removed by converting them to sodium
chloride, NaCl, and water. The “scrubbed” propylene is then taken over-
head (from che top of the fractionation column) and is ready as Fresh feed
fo use elsewhere in the plane.
‘The dilute propylene chlorohydrin stream is mixed with a solution of
water and 10% slaked lime, calcium hydroxide, and pumped co 4’ vessel
called the hydrolyzer. The chlorohyatin rapidly dehydrates iS PO. The
reaction i so fas thatthe PO has co be sprung from the mixture before the
reaction continues, forming propylene glycol. Seeam is bubbled through the
reactor, helping to flash (vaporize) ‘the PO out of the reaction zone.
‘The vapor from the hydrolyzer coneains rot only water and PO, but also
ROPLENE OKIE AND PRorLENE GIL) 161
propylene dichloride and whatever other cats and dogs (by-products)
Fractionation columns are used to purify the PO to a 99% technical grade.
Material Balance
{0 vio the orohytin route)
Feed: bbs.
Propylene 941 hs.
Glorne 150s.
‘Slaked line (CA(OH)}y 636 los.
Product:
Propylene oxide 10s.
Golcium chloride 955 Ibs:
Hydragen chloride 628 bbs.
Propylene dear 437 bs,
By produ 147s
The indirect oxidation route
‘This indivecc oxidation roure rakes two steps. In the firs, a hydrocarbon,
such as isobutane or ethylbenzene, is oxidized. The source of the oxygen is
air. The reaction cakes place just by mixing the ingredients and heating them
to 250-300°F ae 50 pti, producing a hydroperoxide. In the second step, the
oxidized hydrocarbon reacts with propylene in a liquid phase and in the
presence of a meral catalyst at 175-225°R and 550 psi to produce PO yields
of betcer than 9096. The process flow is shown in Figure 11-3,
162. <> PETROCHEMICALS IN NONTECHIICAL LANGUAGE
e109
estan
Pree reen
LL
Ser | eee |] sn
Lo ovretee
aa
Fg, 11-3 Indirect onda roe fo PO (and TBA)
‘The reaction sequence is summarized below using isobutane as che
hydrocarbon. The crucial and neatly incredible pare of the proces isin cwo
parts itself bur only shows as one. Ie is the second equation where the
‘exygen molecule transfers tothe propylene molecule and the ring closes co form
the epoxide. (Thats why they call c epoxidation). The magic that causes all that
to happen isin the metal catalysts, molybdenum naphthenate or the soluble
salts of rtanjum, vanadium, oF tungsten, This molecular fancy-dance is buc
fone of miany examples in chemistry where catalysis can cause atoms to slide
‘ound molecules in unlikely ways.
Formation of fydroperoxide (Oxidation of tsobutane)
0-0H
1
CH}-CH-CHs + 029 CHs-C-CH,
1 '
cH CH;
Iobuone —Onjgan Terry bun opie
rat)
PROPYLENE OXIDE AND PROPYLENE GLICOL > 163,
Fpoxdaton of Propylene (Reaction wth Propylene)
0-OH ° OH
I ry I
(CHs-C-CHy + CHb=CH-CH,> CH;-CH-CH, + CH5-C-CHs
i I
CHy CHs
(BH) Propylene Propylene oxide Terloy by kool
(One of the commercial benefits of this route isthe value of the coprod-
‘ucts, tertiary burl aleohol (TBA) when isobutane is used, and styrene when
ethylbenzene is used. TBA also can be easly hydro-treated back to isobutane
‘fa rece stream for PO manuficrure is more advantageous.
Material Balance
(?0 via the indirect Oxidation Rote)
Feed:
Propylene TBs,
Isobutane 1880 bs,
Oxygen fin exes) 1069 bs,
(otahst smal
Product:
Propylene oxide 1000 bs.
Tertiary buy lool 2400 bs
Unread oxygen 269s.
By podcs 2s,
Commercial aspects
Although propylene oxide is structurally similar to ethylene oxide, its
applications are very different. For example, propylene glycol accounts for
164 <> PETROCHEMICALS IN NOWTECHIUCAL LANGUAGE
nly about 20% of PO demand, compared co the 60-65% share EG rakes
of the EO. About 6096 of the PO is used to make polyethers and polyether
polyols. These are chemical derivacvesthac are reacted with diisocyanates to
‘make flexible and rigid polyirethane foam. Youte probably sitting on some
nove (flexible, not rigid, if you're lucky).
Propylene glycols and dipropylene glycols are used to make thermoset
polyester resins for use in fiberglass composites. Fabricated products include
boar hulls, shower stalls, appliance casings, furniture, and automobile pares.
‘The polyester is usually reinforced with shredded, chopped, or woven glass
fiber. Ironically, even though boats are said to have fiberglass hulls, most of
the material by weight is polyester made from propylene oxide,
‘Smaller but growing mackecs for PO include liquid detergents and surface
coatings. The PO route to bucanediol is replacing the acerylene route.
Propylene Oxide Properties
Moloclor weight $8.08
Freezing point -155.2°F (104.0°C)
Boing point 936342)
Spectcgroviy 0826 (heave thon water)
Weigh per golon 6 92h /g,
Propylene oxide isa low boiling point, flammable liquid, readily soluble
in both water and the mote common organic solvents, suchas alcohol, ethes,
and aliphatic and aromatic hydrocarbons. Commercial sales involve only
technical grade (ebout 98%), and bulk movements require 2 hazardous
‘material shipping label. Scandard transport equipment (trucks, tank cars,
and barges) can be used.
PropvLene GLYCOL
This has to be the quickest product treatment in this book—if you've
already read the ethylene glycol chapter. The process for propylene glycol is the
PROPYLENE OXIDE AND PROPYLENE GLYCOL)
same as for EG. A litle sulfuric acid in water at about 150°F will open up che
cpoxide cing, and the water will provide the hydroxyl groups to form propy-
lene glycol. With plency of excess wates, high yields of propylene glycol are
achieved. However, some higher glycols primatily dipropylene glycol, will
show up as by- produces
o OH OH
nA hous
(CH3-CH-CH, + H:0 > CHs-CH-CH;
(Glycol is from the Greek route, gh, meaning sweet. The link is
through the sugars, which have structures much like propylene glycol, with
multiple carbons and hydroxy! groups)
‘The hardware for propylene glycol isthe same as that shown in Figure
10-5, Just substitute propylene for ethylene to identify the streams.
Material Balance
Feed:
Propylene oxide {07
Woter 775 Ibs.
Catalyst Trace
Product:
Propylene gel 10s.
propylene gel 120 bs
Ti, tea, ond heave ghyols 32 bs
Commercial aspects
Uses. Polyester resins use up about 60% of the propylene glycol (and
_mose of the dipropylene glycol) manufactured. The remainder is ted as a
tobacco and cosmetic humectant (a chemical that keeps moisture around),
automotive antifteze and brake fluid ingredients, food additive, and plasti-
cizers for various resins, and making nonionic detergents and coatings.
Propylene glycol isan excellent solvent.
165
166 (> PETROCHEMICALS N MOWTECHNICAL LANGUAGE
Many of che derivatives of propylene glycol, namely the ethers and the
acetates, behave very much like the corresponding ethylene glycol deriva-
tives. For that reason they are easly substitutable for cach other.
Propylene Glycol Properties
Molec weight 76.11
Freezing pot 760°F(-60.0°Q
Boing point 361.1°F(1887°C)
Spectc roviy 1.0381 (heavier than woe]
Weight per glon 872 hs /g
Properties and handling. You can cell fom che applications thac propylene
alycol is safe. Ic is nontoxic, nonflammable, and even fit for human
consumption (in small doses, Ie isa coloress, odorless, sweet-tasting liquid,
completely miscible or soluble in water. Propylene glycol is available in three
grades: NF (99.99%), technical (99%), and industrial (95%).
ge
Gy enter 1 stl
Propylene oxide is a triangle shaped cyclic compound with a-CH group
“along the bottom.” An orygen atom bonded to two adjacent carbon atoms
‘makes the tiangle. No catalyst has been found to efficiently oxidize propy-
lene directly, so the commercial processes involve two steps. The chlorohydrin
route uses propylene, chlorine, and oxygen. The indizect oxidation roure
involves isobutane, air, and propylene. The latter also produces tertiary
buryl alcohol, a valuable gesoline-blending component, Ethylbenzene can
be substituted for isobutane, In this ease, styrene is coproduced with the
propylene oxide.
PROPYLENE OXIDE AND PROPYLENE GLYCOL >)
Propylene oxide isa liquid at room temperature. It readily converts to
propylene glycol in the presence of water and a licle aid. Buc the majority
of propylene oxide is used to make polymers, including polyurethane foam.
Propylene glycol. looks like propane with hydroxyl groups, -OH,
substicuced fora hydeogen on ewo adjacent carbons. Propylene glycol is aso
used to make polymers and in a variety of smaller applications such as
solvents, humectants, and food additives.
167
PETROCHEMICALS I NONTECHNICAL LANGUAGE
EXERCISES
. Fillin che blanks
a. Forming a ringed compound like propylene oxide from propylene
is called -
b. Two commercial routes to propylene oxide are and
The rote
has noc been commercially successful
«Commercially valuable by-products of propylene oxide and oF
propylene glycol manufacture mentioned in this chapter ate
and
‘Why is the chlorohydrin route losing favor as the preferred route to
propylene oxide:
Write che equation for the indirect oxidation of ethylbenzene to propy-
lene oxide and styrene.
cousentay WoC)
EN
“ts you deaf?” sez Brer Robi sere.
“axe it you, | con hol louder” sez,
The Wonderful Tar-Boby Story
Joel Chandler Harts, 1848-1908
Review
Ye case he Mare ant JeffiGemini chemicals incroduced in
the last five chapters the first and second derivatives of the petro:
chemical building blocks ethylene, propylene, and benzene, as shown in the
following figure. The first line derivatives are all catalyst induced. Pressure
and temperature axe the operatives. Styrene and vinyl chloride are a lice
special, The characceristically reactive double bond, in both of them, is
induced by high-temperature pyrolysis cracking off the required hydrogen
atoms. That makes these second level derivatives behave much like the basic
building blocks echylene and propylene. In fac, their major applications are
in polymers, similar co much of the two olefins! volume,
‘There is another route to propylene oxide and to styrene not shown on
the figure. Indirect oxidation of isobucane or of ethylbenzene just doesnie fit
neatly on the chart, but both are commercial processes, the former yielding
PO and TBA, the later giving PO and styrene
16
170 (> PETROCHEMICALS M MOWTECHIICAL LANGUAGE
ee
Catalyst oxide |My acidic
Sten
ea cae
aH y Hon
it, wit
— =
aoe congo, | Probes) oct
oe czas Oo
Sea _]
a
Prnyere “| ony rian ae om
ata) Sy
oo
ne “oie
[Catalyst oe aay ack, aa
Bol EE
Soon Ete,
Primary ond secondary derivatives
COMMENTARY TWO. > 171
ForeworD
‘The next 10 chapters cover a collection of petrochemicals not aleogether
related to each other. Synthesis gos is a basic building block that leads to the
‘manufacture of ammonia and methanol. MTBE is made from methanol
from synchesis gas (with a litele isobutylene cheown in). The alcohols in
Chapter 14 and 15, the aldehydes in 16, che kerones in 17, and the acids in
18 are all closely related t0 each other by looks, though the routes to get t0
them are perplexingly different. Alpha olefins and the plasticizer and
detergent alcohols have the same roots and routes, but different ones from
the rest. Maleic anhydride, acrylonitrile, and the acrylates—well,they'e all
used to make polymers and they had to be somewhere.
ETHANOL nO SHATHESIS GAS) 173
CNet axe
METHANOL AND
SYNTHESIS GAS
"As the poe sid:
“Only God can make a tree"—
probably because sso hard to get the bark on
Without Feathers
Woody Allen, 1935—
he order in which you have to approach these cwo subject is reversed
in the chapter title because you might be apprehensive if they
Afterall, everyone knows what methanol is. I's methyl alcohol, CH;OH,
‘wood alcohol, carbinol, or if you'e a student of medieval culture, aqua vie,
Buc wha is “synthesis ges?” Ie nor a familiar name because ics not usually
handled in commercial transactions, The term synthesis gas refers ro various
rmixcures of carbon monoxide (CO) and hydrogen (Ha) used forthe manu:
facture of certain petrochemicals, In the 19¢h century, ic was produced by
passing steam ovei coke ac very high temperatures. Today i's made largely
from natutal gas (methane). But a few paragraphs about synthesis gas, how
its made, and how ic caa be used in the synthesis of other petrochemicals
will be beneficial. That’ particularly true because rwo important chemicals,
ammonia and methanol, ae derived from synchesis gas,
174 PerrocHenicats mm owrecical LANGUAGE
SynTHEsis Gas
Nature hasnt provided any convenient sources of pure CO and Hh
‘Theres some of each contained in natural gas bur usually not in sufficient
quantities to justify going after it. Buc these cwo compounds, either in the
combined state or separate, are readily convertible to a number of commercial
compounds. With chat as 2 motivator, several processes have been developed
to convert natural gas to synthesis gas: Natural ga is largely methane (CH),
and that provides a source of carbon and hydrogen. Air or water provides the
other necessary ingredient, oxygen.
‘Synthesis gas can easily be confused with the oxymoron syntheric natura
2s, SNG. Both ae sometimes called “syngas.” But SNG is basically methane
made from petroleum products, like naphtha or propane, or from coal. Its
used asa substitute for or supplement to nacural gs.
The synthesis gus processes
‘The two predominant methods of making synthesis ga ae steam reform-
ing and partial oxidation. Both are quite simple. The steam reforming method
involves passing methane or naphtha plus steam over @ nickel catalyst. The
reaction, if methane is the feedstock, is:
CH, + H20 9 CO + 3H
‘The reaction relies on the brure force of high cemperatures and pressures
and must be carried out in hardware much lke che cracking furnaces described
in the ethylene chapter. As always with cracking, undesirable eactions occur,
resulting in the focmation of CO> and carbon. The later is particularly a
nuisance because ic sets down on the catalyse and deactivates i.
The other method is the partial oxidation of methane:
(CH, + 4302 CO + 2H
Like the steam reforming method, this process takes place at severe
conditions, high temperatures and pressures, but no catalyst. The reaction is
(METHANOL AND SYNTHESIS GAS <>) 175,
called partial oxidacion because itis kepe from going to COz by limiting the
amount of oxygen fed ro che process.
‘The partial oxidation method is normally used for heavier feedstocks,
everything from naphtha to residual Fuel, in those places where nacural gas
or light hydrocarbons (ethane, propane, or burane) are not readily available,
The yield of CO is not 100% in either process. You can see in Table
12-1 that plenty of COz also gets formed as a by-product.
Hy OC, TOTAL
Steam reforming 75 5 10 100
Pari oxidaion 50) 5
Table 12-1 Synthess gos composton (percent yield bsed on methane feed)
Fortunately, CO2 can be removed withour too much difficulty by
solvent extraction, Even better, itcan chen be reacted with steam and more
‘methane co give off CO and Hy. This step is also done ac high temperatures
and pressures, and a nickel catalyst is used.
3CH, + 3COz + 2H, > 6CO + 8H
In addition, this step is sometimes used to supplement the other
reactions to get the proper combination of CO and Fi, since the CO:Hz
ratio is s0 different. Making synthesis gas for methanol production, for
‘example, needs this help
Synthesis gas can be aailored in this manner co fic any number of
specific applications. For example, a commercial route to aldehydes (che
R-CHO signature group) and alcohols (the R-OH signature group) is che
Oxo reaction, as discussed in the section on normal butyl alcohol in
Chapter 14. In thae reaction, the CO:Hy ratio needed is 1:1, Careful
adjusimenc of che chee feedstocks, CH4, CO, and HO and the amoune
of recycling will give chis combination.
176) PETROCHEMICALS WC NONTECHNICAL LANGUAGE
‘Commercial aspects
‘Most of the synthesis gas produced is captive, Thac is, ie's consumed by
‘the manufacturer, Synthesis gas plants are normally incegrated into he adja-
cent application plant. When there is a cwo-party transaction involved, the
properties of the synthesis gas stream are notmally specified in a coneract.
There are no universally accepted standards that apply wih chis steam.
‘The only practical way to move synthesis gas around is by pipeline, and
‘even in ewo-parcy tensactions, the pipelines are usualy no longer chan a mile
‘or ewo. Beyond chat, the pipeline capital cose starts to affec the economics of
the applications.
Ammonia
‘The most important uses of synthesis gus are che manufacture of ammo-
tia (NH) via the Haber process. A mixcure of nitrogen and hyerogen are
passed over an iron catalys (wich aluminum oxide presene asa “promoter").
The operating condicions are extreme—800°F and 4000 pai
No + 3H) 2NH3
‘Why synthesis gas? And where does the nitrogen come from? Synthesis
£25, of course, provides the hydrogen; air provides the nitrogen. And ifthe
synthesis gus process is partial oxidation, then there was probably an ait
separation plant associated wich it. That separates the oxyget'from the
nitrogen for making the synthesis gas, and [eaves the nitrogen for feed to
the ammonia plant.
Jn mose ammonia plant, chee are facilites o remove CO from the feed
because CO will poison the catalyst. Generally, the technique used is to react
the CO with water to produce COz and H. The CO> is removed by solvent
cotraction, and che Hp is reeyded. (In case you were wondering, eypical
solvents used t0 remove CO> are ethanolamine or an aqueous solution of
potasium carbonate)
‘METHANOL AND SYNTHESIS GAS > 177
METHANOL
‘There's a good reason why methanol is commonly called wood alcohol.
‘The early commercial source was the destructive distillation ofthe fresh-cut
lumber from hardwood trees. When wood is heated without access to air at
temperatures above 500°F, it decomposes into charcoal and a volatile
fraction. Among the compounds inthe volatile fraction is methanol. Hence,
the name wood alcohol or wood spits.
Since 1923, methanol has been made commercially from synthesis gas,
the rouce that provides most of che methanol today. The plants are often found
adjacent 10 oF integrated with ammonia plants for several reasons. The
technologies and hardware are similar, and the methanol plant can use the
CO» made in the Haber ammonia process. In ths ese, he route ro methanol
is to react the COz with methane and steam over a nickel catalyst to give
addicional CO and Hand chen proceed to combine these to make methanol:
30H, + 280 + CO; > 4CO + Sth
Shes gos
CO + 2H) 2 CH;OH
Matonot
The double arrows in the methanol reaction indicate that the
reaction can go in cither dicection. There is 2 principle here that is taught ia
the sophomore P-chem class (Physical chemistry) of every chemical
‘engineer. Methanol, in the vapor state, rakes up only one-third the volume
as the equivalent amounss of CO and Ha, So in order to “push the reaction
to the tight." the process is eun under pressure. That causes the compound
‘hat takes up less volume co be favored—synthesis gas to methanol rather
than methanol ro synthesis
“The first commercial plant chat converted synthesis gas ro methanol was
built in 1924 in Germany by BASE. Ie ran at very high pressures (3500-5000
psi) and used a zine-copper catalyst. In the years since then, further devel-
opment of catalysts has brought the pressures down, eliminating much of
178) PETROCHEMICALS IN NONTECHNTCAL LINGUAGE
theie expensive capital and operating costs In the 1950s, medium pressures
‘oF 1500-3500 psi were in vogue. Ar the present, newer catalyst based on
copper-zinc oxide have resulted in lower pressures~-1000-1500 psi in 909%
of the plants
‘The process is still expensive, and thac continues to give incentives to
ongoing research to find the elusive catalyst chat will permit direct conver-
sion of methane to methanol without having to break apart the methane and
reassemble ic again. Breakthroughs in this technology are possible at any
time, which could obsolete this whole sector ofthe petrochemical industry.
‘While that's true of many parts of the industry this process seems some-
what more vulnerable, Meanwhile, new single train plants with capacities
‘of 5000 metric tons per day are putting economic pressure on older units
with capacities at only 1000-2500.
The plant
‘The process for synthesis of methanol involves these basic steps:
1. Steaim reforming of natural gus plus addition of COp to adjust the
COM, ratio 0 1:2
2 Compeession to 1000-1500 psi
3. Synthesis in a catalytic converter operating at 400-500°F
4 Purification —ditillation
‘The hardware is shown in Figure 12-1. Ta protect the compressors,
water knockout column in fronc is necessary. It keeps wate slugs from form-
ing during compression, sending curbine blades flying all around the plant.
(ETHANOL AND SYNTHESIS GAS > 179
Fg. 12-1 Synthesis gos and methonol plants
‘The compressed gas is heated and passed through a reactor that has
baskers of catalyst. In between the baskets are heat exchangers. The reaction
is exothermic, but the reaction is sensitive to the temperature, so heat must
be rapidly removed.
‘The effluenc from the reactor contains only 5-20% methanol because
the one-pass conversion is very low. After cooling and pressure letdown, the
liquid methanol can be removed and further purified by distillaion. The
tanceacted synthesis gas is compressed and recycled to the reactor,
Methanol of 99% purity is obtained. By-products are 1-296 dimechyl
ether (CHjOCHS), aboue 0.5% higher alcohols (ethyl propyl, isobutyl, and
higher), and some water,
Material Balance
Feed:
(arbor monoxide 901s,
Hydrogen 132s.
Product:
Methane 100s.
By produts 533s.
Vet <> PETROCHEMICALS 1 NONTECENICAL LANGUAGE
Commercial aspects
Properties and handling, Methanol isa colorless, volatile liquid at room
temperature wich an alcoholic smell. Ie mixes with water in all propoctions
and burns with a pale blue flame. Methanol is highly toxic. As litle a fifth
of a shor (10cc) can cause blindness, Larger amounts kill. Ie should never be
applied to the body as a rubbing alcohol because che vapors are so toxic.
Sale grades of methanol include 95 and 97% purty. U.S. Federal grade
‘must meet 99.8% minimum putity and be acecone-free. Methanol can be
‘transported in conventional cank truck, rl cas, ships, and barges, but ic
must bein closed systems, The red hazardous materials markings are required.
Methanol Properties
Woleclar weight 32.04
Freezing point -1437°F(-97.6°0
Boling point 148. 3°F (648°)
Spatic gravity 0.792 lighter than water
Weight pe galon 6.59 bs/go
Uses. About 35-40% of che methanol made is converted to formalde-
hyde. That's not because the embalming business is so good. Formaldehyde
is a feedstock for amino and phénolic resins, which are used as adhesives in
plywood, and in the auromotive and appliance industry to make parts (ll the
agicacors in washing machines used to be made out of phenolic resins) I is
used as feedstock for hexamethylene tetramine, used in electronic plastics; for
pentaerythritol, used for making enamel coatings and for floor polish and
inks; for butanediol, a chemical intermediate; and for acetic acid, which is
Widely used itself as @ feedstock and solvene and warrants its own creatment
Jaxer on. In the extle busines, formaldehyde is used so make fie retardants,
mildew resistant linens, and permanent press clothing.
Another application of methanol is the production of methyl chloride,
which is used in making silicone rubber, including the caulking and sealing
‘compounds that will st at room cemperature (the kind you buy in a tube at
the hardware score)
‘METHANOL AND SYNTHESIS GAS > 18
‘Whac has been the fastest growing use of methanol is noc in the petro-
chemical industry at all buc in the aucomorive fuel business. As much as 40%
of the methanol produced ends up in gasoline via two rouces, che manufaccute
of methy!certiary buey| ether (TBE), a gasoline-blending compound, and as
a direct substieue for gasoline—either in part asa gasohol blend or in coral.
Acmospheric pollution problems have focused public policy on the
climination of che pollueants formed during the combustion of gasoline in
highway vehicles. The formation of ozone, nitrogen oxides, and some sulfur
oxides has been chought 10 be alleviated by the addition of organic
‘compounds chat contain oxygen in them, such as MTBE and methanol.
‘Commercial resting of gasoline blends with these compounds and local laws
requiring minimum content became prevalent in the United Seates in the
late 1980s. Ironically, Baddour’s Law came into effecc again when MTBE
was found ro be polluting groundwater through spillage and leaky under-
ground tanks. Already banned in some pares of the United Seates, MTBE
‘may uleimately be phased out ofall gasoline.
Nevertheless, as motor fuels, MTBE and methanol have different
appeals. MTBE has a high-octane number, which makes it suitable for
blending premium gasoline, Methanol has a lower octane number but is
cheaper to manufacture Sull iis generally considered more expensive than
gasoline on an economic basis as long as the price of crude is under about
{$30 per barrel. A gallon of methanol, by che way is not equivalent to a
gallon of gasoline. The energy content of gasoline is about 1.8 times thar of
‘methanol, and the miles per gallon in an equivalene engine are in abour the
same proportion.
‘Methanol is also used to “de-nature” ethanol. There's noc much differ-
ence becween synthetic ethyl alcohol and che "real thing” made from rye and
other grain. Methanol is added, for political reasons, up t0 10%, to the
synthetic cuff to keep it from being substieuted for the "zeal" or "natural"
cthybaleohol. Ethanol "de-natured” in this way is toxic enough to cause
headaches, dizziness, vomiting, blindness, and coma, depending on how
‘much is consumed. That's usually 2sufficene cheat
Smaller volumes of methanol are used in the production of dimechyl
terephthalate thae goes into polyester fibers and in methyl methacrylate,
which goes into plastics.
PETROCHEMICALS 1 NONTECHWICAL LANGUAGE
dS
Chapter 12 in a nutshell
*
FS synchesis gas is «loose name for hydrogeniearbon monoxide mixcures
of varying proportions. These two compounds are so basic, they are 100
simple to stact with for most petrochemicals. The primary applications of
synthesis gas are only ammonia and methanol manufacture and 4 little
normal butyl and 2-ethylhexyl aleobol production.
Synchesis gas is made by decomposing methane (From nacural ga) inthe
presence of water. The reaction takes place at high pressure and temperature
in che presence of a catalyst. The proportion of Hz and CO depends on the
amount of COp that is lefr in the produce stresm oF ir cecycled to be
converted 0 CO/Ha. Most synthesis gas plants are built adjacent to the
plants where the synthesis gas will be used.
‘Methanol, CHsOH, the simplest alcohol, is made by reacting CO and
Ha at high pressures over a catalyst. Methanol is aliquid at room temperature
and is highly coxc. Ie is used to make formaldehyde, acetic acd, and other
chemical incermediates. I is also used as a feedstock for MTBE (methyl ter-
tiary butyl ether), a gasoline-blending component.
EXERCISES
1. You need ewo Hy molecules for each CO molecule to make methanol,
CH,OH. How do you get CO and Hi in nearly the tight proportions
so you waste as ltde as posible of either?
2. What's the synergy or affinity of ammonia and methanol plants?
3. Whac are the largest applications of methanol?
Fandnotes for Croper 12
‘Profesor Rober F Baddour, Profsor of Chemis a the Univenity of Teas. once
declated, "You cannot eliminate one polusne without creating anotes.”
‘METHYL TERTIARY BUTYL THER
CHAPTER 13 ~
Methyl Tertiary Butyl Ether
(Hel trows esd is paint pts
and his words a foot and o half long.
Ars Poetica
Horace, 65-8 B.C.
it weren't for che social and polisical pressure put on the petroleum
fining industry in the 1970s, methyl tertiary butyl ether (MTBE
would not have enough volume to qualify fora chapter in this book. Prior
to that time, pains and varnish makers used almos ll the MTBE made asa
solvent; petrochemical companies used a small amount as a solvent for
extraction, and that was it, But environmental estrictions Forced gasoline
producers to look firs fora high-octane additive to replace the lead additives
that were being mandated out of gasoline. MTBE has a Research Ocrane
Number of 118. Then an even higher wave hit MTBE when governments
mandated a minimum oxygen content in gasoline to enable more complete
combustion and reduce emissions of volacile organic compounds.
‘The tides of forcne rise and ebb, and by the 2ist century, MTBE was
found ro be pollucing aquifers. In addition, che efficacy of adding oxygenates
to gisoline as older cars were junked became contentious. The bloom fell off
the MTBE rose, and the petroleurn industry has 0 decide what to do with
all che MTBE capaciey, most of which is in reineses
185
CHEMICALS IN NONTECHRICAL LANGUAGE
Tue Process
‘The ingredients for MTTBE are isobutylene and methanol. Historically,
refiners have noticed a perennial surplus of methanol-producing capacity
around the world. Furthermore, huge surpluses of natural gas in remote
locations promise even more methanol supply should the market price ever
rise slightly above investment values. In a shrewd move, most refiners have
‘opted to buy their methanol requirements rather than make chem,
Isobucylene supply initially came mainly from che cracked ges streams
generated by the cat cracker, plus whatever other units fed gases into the
cracked gas plants. The isobutylene marker trades very thinly, so when the
cracked gas plant supply is insufficient, 2 producer must turn to a dehydro-
ggenation process for converting isobutane to isoburylene.
The reaction uses equal molar pacts of methanol and isoburylene:
CHs CH;
1 1
CH,OH + CH5-C=CH; > CH;-C-O-CH
i
CH;
‘A number of companies offer cheir own proprietary process designs for
‘making MTBE. Since MTBE came out of the petrochemicals industry, many
of chem have a more exotic process than refiners normally deal with, called
catalytic distilation, This apparatus combines 2 distillation column with a
reactor in 2 single vessel and is often used ro complete a reaction sated in
another reactor, as shown in Figure 12-1. The column has a catalyst bed in
the middle and rays above and below it. The idea is to introduce the feed into
the catalyst bed. The catalyst causes a reaction thar generates enough heat to
cause any unreacted feed to vaporize while the, reaction produce, MTBE,
remains a liquid. The ses of trays at che cop and the boxcom of the column
then assute a good clean separation of the unreacted reactants (if that males
sense) and the MTBE.
mea eR UTIL TRC) 187
Fig, 13-1 MBE plant
“The feed consis of iobutylene fesh mechanol, and recycled methanol
“The isobutylene comes mixed with other C,’s (normal burylens,i0-, and nor-
‘mal butane). As in Figuee 13-L, che fed is charged co a Fixed bed reacor and
passes through the catalyst bed, indicated by the X. The solid catalyst, an acidic
jon-cxchange resin, sts loosely in the vese! ro allow easy passage but intimate
fed/caalyst contact. The combination of only moderate temperatures and the
catalyse promotes the seaction becween che methanol and the isobueylene. The
reaction takes place at 120-200°F and 300 pai. Iti slightly exothermic, and heat
needs tobe removed to keep the temperature below 210°F, ot by-products will
abound. About 90% of the obucyiene converts to MTBE in this reactor
“The efluenc from this fixed bed reactor, both vapor and liquid, goes to the
‘catalytic distillation columa where the rection continues, converting almost all
the remaining isobuylene asthe gaseous Ca’, and methanol rises through the
catalyst, The catalyst in ths vesel is loaded in bales, sometimes called "Texas
teabags.” As the reaction proceeds, MTBE, a lower boiling poine liquid than che
(Ces and methanol, drops our of the bottom of che column as 2 liquid. The
188 <> PETROCHEMICALS IN HONTECHHICAL LARGUAGE
process is run with excess methanol, so the tops include @ vapor mixture of the
tunconverted methanol and che other Ca
The easiest way to separate the methanol is to crickle some water
through the mixtte. Since methanol has an affinity for water but the Ca’s
have an aversion to it the waret/meshanol mixture comes our the bottom of
the methanol extraction column and the Cys oue the top. The methanol and
water are separated by a simple distillation with che water reeycled back to
the methanol extraction columa, the methanol reeycled back to the begin-
ning of the process.
‘Other variations of che process use sulfuric acid as a catalyst and achieve
9096 conversion of -Cy* to MTBE. Adding a second reactor in series will
boost the yield ro 98%.
Commercial aspects
About 95% of the MTTBE is used as an octane boostesfoxygenate in
gasoline, as of this writing. The rest is used is used 2s a solvent and as
feedstock in the production of methacrolein and methacrylic ai
IMTBE Properties
Nalecslar weight 88.15
Neling pont -163.5°F(-108.6°C)
Boling print 131.5°F (353°C)
Specific raviy 0747
Weight per golln 6.18 bs /ol.
‘MTB is miscible in water. If gasoline with MTBE leaks from a storage
tank, che ol willie on top of any groundwater or undesground water source
bbuc che MTBE will leich out ofthe gasoline and dissolve in the water. MTBE
is unpleasant smelling and casting and an alleged carcinogen. Its ictating to
the eyes and throat, Ie has alow flashpoint and is susceprible co explosion. Neat
MTBE js stoced in airtight stainless steel or aluminum tanks.
‘METHYL TERTIARY BUTYL ETHER (> 189
re,
3g etter in ma.
Se TBE is made by catalytically reacting methanol and isobutylene. The
outlook for MTB is murky because che primacy application, 2 gasoline octane
cenhancerloxygenat, is under tack because of environmental reasons
190
PETROCHEMICALS IN NONTECHNICAL LANGUAGE
Exercises
1, Tf the value of isobueylene in refining is $1 a gallon, and MTBE in
gasoline is worth $1.40 a gallon, what can a refiner afford to pay, on the
‘margin, for methanol feed to his MTBE plane? Assume the operating
coats are 10 cents per gallon of product, the planc produces 989% yield
based on isoburylene and the by-products are worthless. You also need
the following information.
Sp.ge —_Lbs/gal Molecular weight
ice 0.690 5.76 56.10
MeOH 0.7924 659 32.04
MTBE 0741 6.8 88.15
2. What are che pros and cons of using MTBE in gasoline?
Sone ore auconots > 191
ER14©
Some Other Alcohols
f
“Twos a woman that drove me to drink,
but | never had the courtesy fo go back and thank her.”
W.C Fields, 1879-1946
ere are many othe commercial alcohol besides methanol. This chaprer
cweats the ones traded in the largest volumes: ethyl alcohol, isopropyl
alcohol (IPA), normal bury alcohol (NBA), 2-thyl hesanol (2-BH), and'1,4-
butanediol (BDO).
'A good way to thinle bout aleohols iso stare with water, HO, which can Be
‘written EZOH. An alcohol is formed if he His replaced by an orn grouping
“The chemist’ way offering co any organic grouping like chain ora tng is he
symbol R So, the alcohol sgnacure is R-OH.
(fen, but not alway, he alcoho is named afer whaerverR i. C
is ehy| alcohol, CH = CH-OH is vin aleohel, bue CgH5-OH, a benzene rng
with a hydroxyl group is phenol. (See Figure 14-1)
192 <> PETROCHEMICALS 1m NONTECHNICAL LANGUAGE
Fig, 11 Aeotols|
By che way, when there is more chan one hydroxyl group per molecule,
icis allan alcohol, Echylene glycol
CH, ~ CH;
rood
OH OH
is a polyhydric alcohol, as is glycerin and 1,4 - butanediol
Clh~ CH- CH, (Ck ~ CH - CH CHa
1 1 1
OH OH OH oH OH
or glucose,
CH; ~ CH CH~CH-CH-CHO
boob bon 4
OH OH OH OH OH
‘SOME OTHER ALCOHOLS (“> 193.
Like Cassar’s Gaul, most petrochemical processes used for manufacturing
alcohols today es divide in tes partes.
1, Hydration, The addition of water to an olefin:
Cly = CH) + H,0 > CHy-CH;-OH
Ethylene Eyl dato
2. Oxa reaction, Reacting an olefin with synthesis gas (CO and H)
produce an aldehyde (called hydroformylation) followed by hydro-
genation (addition of hydrogen), producing an alcohol containing
fone more carbon chat the original olefin
Clef + Syogs > R-CHO
then,
R-CHO + Hy > R-CHyOH
3. Tiegler reaction. Producing an even number stsight-chain alcohol
in carbon number range Cy co Cis. The reaction involves “growing”
chains of echylene on an aluminum-organic compound (they grow
as chree branches), oxidation of the ciakyl aluminurn, then water
hydrolysis to “clip of” the alcohol.
Al(CoHs)3 + CH: = CH2 9 Tiley! aluminum
Weyl unum ——thyene (pyar in)
then,
#20
Tiny clinun + 0 > 3R-OH + AKOH)s
Aahol — Alumioum hydroxide
where Rin ths case, is aC up t0 Cag alkyl group,
‘The bese way to elaborate on these processes sto look at specific alcohols.
194) PETROCHEMICALS IM NONTECHNICAL LANGUAGE
Etiyt ALcoHoL
‘The fermentation of sugar in the presence of yeast to produce ethyl
alcohol in the form of wine goes back beyond historians’ recorded words. The
sugar came fiom grapes. Later, starch ftom grain, potatoes, or “corn
squeetins” was used also. The yeast came from living matter in the form of
‘mold or fungus. Yeast concains the enzyme “zymase.” Ie this enzyme that
catalyzes the fermentation of sugar. Mix sugar (in grape juice) with yeat, and
they will react slowly—weeks, months, maybe yeats, .o form ethyl aleahel and
‘carbon dioxide, & well as minor amounts of some aldehydes, Depending on
preferences, some of the nonalcoholic concents can be separated by distilling.
Alcoholic beverages in the United Seares are made exclusively by che
Fermentation process not the petrochemical proces. It has nothing to do with
the chemistry. Ics law enacted to protect the grain growers not the consumers.
The convention for identifying the alcoholic content of beverages is
“proof.” So, 100 proof is 50% ethyl alcohol 86 proof scorch is 43% echyl
alcohol, and so on. Divide by two. So pure ethyl alcohol is 200 proof.
Unsil World War I, fermentation accounted for all the echyl alcohol
produced in the United Scates. In 1919, a petrochemical route based on
cthylene, sulfuric acid, and water was developed commercially and called
indirect hydration. By 1935, only 10% of che ethyl alcohol was produced
this way, primarily because of the expense ofthe ethylene at thac ealy stage
of the indusery, With the rapid improvements of ethylene technology, the
share quickly grew co 90% by the 1960s. Ac thac time, an alternate coute,
direct hydration, was developed eliminating the use of sulfutic acid and one
step in the process. Direct hydration replaced the indirect hydration process
by the 1970s. Advancages were higher yields, less pollution, and lower plane
maintenance due t0 less corrosion—all leading to beter economics.
Carcendy, almost all che domestic eth alcohol is produced via the direct
catalytic hydration of ethylene
‘SOME OTHER ALCOHOLS ‘> 195
The process
The chemiaa section,
CH = CH; + HO > CH3-CH2-OH
takes place in a single reactor, as shown in Figure 14-2. The rest of the facil-
ities are handling and cleanup hardware.
Fig, 42 ty lal lat
Exhylene is compressed to 1000 psi, mixed with water, and heated to
600°E. The two reactants, both in a-vapor phase, are fed down a catalyst-
filed reactor. The @atalyseis phosphoric acid (HsPO,) absorbed onto a
porous inert support (usally diatomaceous earth or silica gel)
“The ethylene conversion to ethyl aleohol per pass through the reactor is
only 4-6%, so most of the ethylene needs to be recycled. But frst che
reactor effluent is cooled and caustic washed to neutralize any vaporized
H;POg, As the effluent cools down, the ethy! alcoho! liguifies, and che
cthylene can easily be separaced. The ethylene recycle steam is then
“sceubbed! by sloshing it through water prior to recycle.
“The mixture from the bottom of the separator and the scrubber is crude
cechyl alcohol. That is it contains the ethyl alcohol, water, and all the by-
products. Further dlstillason separates out an ethyl alcohol-water mixcure
(95% ethyl alcohol, 5% water) thar boils at 2 single, constant temperatuce,
> PETROCHEMICALS 1M HONTECHNICAL LINGUAGE
called an azeotrope. Now that presents a special, knotty problem. Since the
sixture boils at a tempezature lower than ethyl alcohol, how does the ethyl
alcohol ger separated from the water? Nor by ordinary distillation.
‘The answer is like fighting fire with fire—enother azeotrope is formed.
When benzene is added to ethyl alcohol and water a teary azeotrope,
mixture of three compounds that boil aca single emperatuee, is formed. The
ternary azcottope has the composition of 68% benzene, 24% ethyl alcohol,
and 6% water, and i boils at a temperature lower chan the binary ethyl
alcohol/water azeotrope. So, when a litle benzene is added co the ethyl
alcohol/water micture and then put chrough a distillation coluran, the ter-
nary a2eottope, in a 68-24-6 composition will come off the top, taking with
ical che benzene, all che water, bur just some of the ethyl alcohol. Out the
bottom comes what’ left, the rest of the ethyl alcohol in nearly pute form.
Slick, None ofthis, by the way, is shown in Figure 13-2
‘The temary azcotrope is liquefied, which causes it to phase separate.
‘That is, ic separates into ewo layers of liquid, one of benzene plus ethylene
alcohol and one of watet. The benzenelethyl alcohol is drawn off and splic
in another column to create pute ethyl alcohol and a benzene recycle stream.
By-produets often mixed with the ethyl alcohol are diethyl ether (an
anesthetic) and acetaldehyde, both of which can be easily hydrogenated to
cechylaleohol.
Material Balance
Feed:
Ethylene 640 bs.
Water 412s.
(ott small
Produc: *
Ethylene akcohol 1000 fs.
By products 50 bs.
SOME OTHER ALCOHOLS) 197
Alternative routes
‘A route to ethyl alcohol based on methanol chemistry is grabbing a
small but increasing share of the pie. The process has chee steps. The
‘methanol is reacted with carbon monoxide in the liquid phase in the pres-
cence of a catalyst to form acetic acid.
CH;OH + CO CH;COOH
‘The acid is then esterified with methanol to' methyl acecate,
°
"
CHCOOH + CHjOH > CH3-C- OCH; + H:0
‘The methyl acetate is then hydrogenated to ethyl alcohol (and methanol)
°
4
CH ~ C- OCHs + 2H; > CHCH,OH + CH;0H
Commercial aspects
Uses. Nearly half the ethyl alcohol produced in petrochemical plants
(not the scuff fermented for human consumption) is used as a chemical
intermediate in che manufaccute of ethyl acrylate, ethyl amines, thy! acetate
(when you pop the cap on nail polish remover, you smell ethyl acerate),eth-
lene chloride, glycol ethers, acetaldehyde, and acetic acid. However, you
will see in the chapters on acetaldehyde and acetic acid, there are now more
competitive routes than those based on ethyl alcohol.
‘The balance of the industrial ethyl aleohol isin demand as a solvent in
personal care products (aftershave lotion, mouthwash), inks, cosmetics,
detergents, household cleaners, pharmaceuticals, industrial coatings, and as
a processing solvent.
Ethyl alcohol is being used extensively in the United States as an auto-
motive gasoline supplement, known as gasohol. Howeves, the source of che
198 (> PETROCHEMICALS Ih NONTECHNICAL LANGUAGE
“ethyl alcohol is not the petrochemical industry bue the fermentation
industry, Special tax incentives have been given to manufacturers of ethy!
alcohol made from grains or cotn, and chat has made the process competitive
with oil base gasoline. Those incentives are nor available to petrochemical
sources of ethyl alcohol, and the later route will eain noncompetitive. Even
if ol prices increase, ethyl alcohol feedstock costs ace likely to increase simul-
taneously and in proportion, leaving the gasoline market economically
unreachable by ethyl aleohol from petrochemical sources.
Properties and handling. Echyl alcohol is a colorless, flammable liquid
(good for fambé’) having a characteristic odor nearly universally recognizable.
Ikissolublein water (and club soda) in all proportions Is commercially avsil-
able as 190 proof (the 95% ethyl alcohol-water azeotrope) and “absolute”
(200 proof). Ic is fequencly denatured to avoid the high tax associated wich
190 and 200 proof grades. Methanol and/or sometimes formaldehyde are
‘common denaturants used to prevent consumption as an alcoholic beverage.
Because of the flammability, ethyl alcohol is transported as a haz-
ardous material.
Ey! Aleohol Properties
Molecular weight 46.07
Boing point 179.2°F 78390
Freezing point -137.9°F {-114.1°Q)
Specific gravity (0.789 (lighter than water)
Weight per gon 6.58 bs a.
Isopropyi ALCOHOL
Indirect hydration, the traditional route, ook advantage of readily avail-
able refinery grade propylene and cheap sullutie acid in a quick two-step to
isopropyl alcohol. Persistent catalysis research has now rested in a direct
route involving 2 small amount of an arcane catalyst, less energy intensity,
high conversion rate, and an overall cheaper process.
SOME OTHER ALCOHOLS > 199
Indirect hydration
‘The specifications for the feed co the indirect hydeation route to IPA
planc can be loose. Refinery grade propylene, even with some small amounts
of ethane and ethylene can be used, because the C2’ and propane don't react.
They just pass through the process. As 2 matter of fac, che process acts as
kind ofa Cs splices, since about 50% ofthe propylene gets converted to IPA,
in each passthrough the reactos leaving high purity propane behind.
Propylene is absorbed by concentrated sulfuric acid ro form isopropyl
hydrogen sulfate. That's subsequently hydrolyzed with water to IPA and
dlluce sulfuric aci.
Fig. 4-3 fopropy lho plant
The propylene stream is fed into the bottom of a column (see Figure
14-3) packed with bales to give intimate contact. Sulfuric acid in concen-
tration as low as 659 is ineroduced at the vessel top.
‘As the acid and propylene slosh past each other, about 50% of the
propylene reacts with the sulfuric acid to form the sulfate. The reaction is
exothermic, so the contents of the tower must be continually cooled to
maintain a 70-0°F temperature. This minimizes by-products, particu-
larly propylene polymers. Any higher olefins, usually Cs and C3,'in the
<7 PETROCHEMICALS IN MONTECHICALLANGUAGE
propylene feed will be absorbed by the sulfuric acid, forming sulfates and
bisulfates. They have ro be removed in che cleanup facilities. The yield of
IPA from propylene, that is the proportion of propylene that ends up as
IPA, is about 70%.
The propylene from the reactor top ean be recycled to the feed (though
its not showa that way in Figure 14-3.) The concentration might have to
bbe boosted by a spliter or by the addition of some chemical grade propy-
Jene, The effluent from the reactor bottom is dumped into a lead-lined tank
and diluted with water and steam, cutting the uneeacted sulfucic acid to
about 20%. Mixing sulfuric acid and water is exothermic, and that heat
plus a litle steam is sufficienc to hydrolyze the isopropyl hydrogen sulfate
to IPA. With a little more steam, the crude IPA flashes (vaporizes) out of
the dilution tank and goes to a fractionator for concentration. The dilute
H,SOx stream is sent off co be cleaned up and reconstituced to higher
concentration for reuse
‘Ac the fractionator, a 9196 IPA/water azeotrope distils from the top,
carrying along most of the other organics. The IPA/oater azeottope is
washed with mineral oil, « heavy hydrocarbon that absorbs the Cy’, Cs’,
and higher alcohols. Irs Further created with sodium hypochlorite to give the
water-white cechnical grade, which is stil the 91% IPA/warer azeotrope.
Like ethyl alcohol, the absolute (99°96) grade is made by forming a
ternary azzotrope. In this case, DIPE (di-isopropyl ether) is used to form the
ternary with water end IPA. Bue the idea is exactly the same.
‘Material Bolance
Feed:
Froplee oxide 900 bs.
Water 385 ths.
Sul cid (85%) 1235 bs,
Produc:
oprpy koh 100 bs
Sulfuric acid 1235 bs.
2 products 185s.
‘SOME OTHER ALCOHOLS “> 201
Direct hydration
IPA could always be made by direct hydration, bur the severe operating
conditions (high pressures and temperatures) and puny yields had always
limited the economic enchusiasm for the process. Then catalysis research
paid off with the development ofa sulfonated polystyrene cationic exchange
resin catalyst, a mouthful in itself. The breakchrough permieted reduced
pressures and temperatures without loss of yield. The catalyst works in the
vapor phase, the liquid phase, and the mixed phase.
Chemical grade propylene (90-92% concentration) and water are heated,
under pressure to 350-375° F. The partially liquid reactants aré fed to the top
‘of a reactor containing 2 packed bed of catalyst. Hydration to IPA occurs 2s
the propylene water mixcure trickles down the reactor through the catalyst.
‘The mixture leaving the bottom of the reactor consists of unreacted
propylene and water, IPA, and diisopropyl ether (DIPE). In subsequene seeps
itis cooled, depressurized, and watervashed. The unreacted propylene and
by-product DIPE are Mashed off and separated in a propylene recovery
column. The unreacted propylene is compressed and recycled.
TPA in concentrations of 91% or 99% is recovered in the same manner
described in the indirece hydration route. Approximately 5% DIPE forms as
a by-product in this process and comes out the bottom of the propylene
recovery column.
Material Bolance
Feed: bs.
Fropyine(@100% puiy) 716
Water 4
1330
Produc:
soppy lbol 1000
By proves 4
Wier 2
130
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The True Impact of in Pharma: Machine FailureDocument6 pagesThe True Impact of in Pharma: Machine Failureukasz-sznajder-1624No ratings yet
- 100 Ways To Eliminate Downtime - Trackunit - ENDocument35 pages100 Ways To Eliminate Downtime - Trackunit - ENukasz-sznajder-1624No ratings yet
- Ultrasound and Vibration Analysis - Two Key Elements of Predictive MaintenanceDocument13 pagesUltrasound and Vibration Analysis - Two Key Elements of Predictive Maintenanceukasz-sznajder-1624No ratings yet
- Total's SmartConnect - SmartSignalDocument26 pagesTotal's SmartConnect - SmartSignalukasz-sznajder-1624No ratings yet
- Prediction of Uncertainty of 10-Coefficient Compressor Maps For Extreme Operating ConditionsDocument10 pagesPrediction of Uncertainty of 10-Coefficient Compressor Maps For Extreme Operating Conditionsukasz-sznajder-1624No ratings yet
- Nitulescu-2015-New Projects Developed by COMOTI in Gas Industry-144 B PDFDocument10 pagesNitulescu-2015-New Projects Developed by COMOTI in Gas Industry-144 B PDFukasz-sznajder-1624No ratings yet
- The Development of A Small High Speed Steam Microturbine Generator SystemDocument11 pagesThe Development of A Small High Speed Steam Microturbine Generator Systemukasz-sznajder-1624No ratings yet
- 1 - GE - Courtney - The Industrial Internet and Industrial Big Data - Madrid June-2014Document35 pages1 - GE - Courtney - The Industrial Internet and Industrial Big Data - Madrid June-2014ukasz-sznajder-1624No ratings yet
- Alford-2015-The Development of A Control System For A Small High Speed Steam Microturbine Generator System-58 BDocument12 pagesAlford-2015-The Development of A Control System For A Small High Speed Steam Microturbine Generator System-58 Bukasz-sznajder-1624No ratings yet
- 7 - Laborelec - Tom Wouter - 2014 European Predictive Analytics and Big Data Summit V2Document31 pages7 - Laborelec - Tom Wouter - 2014 European Predictive Analytics and Big Data Summit V2ukasz-sznajder-1624No ratings yet
- 8 - GE - PaulV - IPRC MadridDocument19 pages8 - GE - PaulV - IPRC Madridukasz-sznajder-1624No ratings yet
- 4 - ENI - Marco Ilaria - Eni Presentation 2014 European Predictive Analytics and Big Data Summit FINALDocument38 pages4 - ENI - Marco Ilaria - Eni Presentation 2014 European Predictive Analytics and Big Data Summit FINALukasz-sznajder-1624No ratings yet
- Generation IV Nuclear Power IntroDocument2 pagesGeneration IV Nuclear Power Introukasz-sznajder-1624No ratings yet
- 3 - BP - Jorge - EUGM 2014 SmartSignal Return of Experience at BP CastellonDocument24 pages3 - BP - Jorge - EUGM 2014 SmartSignal Return of Experience at BP Castellonukasz-sznajder-1624No ratings yet