You might also like
- Heat Rate by NTPCDocument278 pagesHeat Rate by NTPCPradeep Yadav100% (1)
- Transformers: Causes of Failure and Loss TrendsDocument15 pagesTransformers: Causes of Failure and Loss TrendsJose AltamiranoNo ratings yet
- Energy Management System For Combined Cycle Power Plant TrainingDocument4 pagesEnergy Management System For Combined Cycle Power Plant Trainingglenlcy100% (1)
- Krunalkumar H. Tandel: Mo. No.:-+919979880176, +917984207657 E-Mail: - Skype: - +919979880176Document6 pagesKrunalkumar H. Tandel: Mo. No.:-+919979880176, +917984207657 E-Mail: - Skype: - +919979880176Ankush SehgalNo ratings yet
- Maintenance Manager with 5+ Years ExperienceDocument2 pagesMaintenance Manager with 5+ Years ExperienceAnonymous jFVzkGNo ratings yet
- REPRISM 2021 - ACTUAL VS PREDICTED PARAMETER LastDocument11 pagesREPRISM 2021 - ACTUAL VS PREDICTED PARAMETER Lastravi singhNo ratings yet
- Project ReportDocument89 pagesProject ReportgoyalzNo ratings yet
- Project CharterDocument41 pagesProject CharterAlvian Rahman PerdanaNo ratings yet
- Presentasi HerinDocument14 pagesPresentasi HerinHerin SetiantoNo ratings yet
- Rubber Pipe Cutting MachineDocument30 pagesRubber Pipe Cutting MachineChinmayNo ratings yet
- REPRISM 2021 - UNIT START UP TIME REDUCTION FinalDocument12 pagesREPRISM 2021 - UNIT START UP TIME REDUCTION Finalravi singhNo ratings yet
- Analysis Application Overall Equipment Effectiveness (OEE) and Six Big Losses in The Production Process PT. PDKDocument11 pagesAnalysis Application Overall Equipment Effectiveness (OEE) and Six Big Losses in The Production Process PT. PDKInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- CenPEEP Preface and ContentsDocument277 pagesCenPEEP Preface and ContentssridharNo ratings yet
- Orbit V32N3 2012 Q3Document68 pagesOrbit V32N3 2012 Q3huliplay100% (1)
- Thamer Alsereehi 2Document2 pagesThamer Alsereehi 2ThamerNo ratings yet
- Ceramic Matrix Composites Taking Flight at GE AviationDocument18 pagesCeramic Matrix Composites Taking Flight at GE AviationT/ROXNo ratings yet
- Copy of Docsity Formatos de Apqp Para Su Llenado y Aplicado 1Document64 pagesCopy of Docsity Formatos de Apqp Para Su Llenado y Aplicado 1Alejandro Martinez OrtegaNo ratings yet
- NEM Report - IntroDocument11 pagesNEM Report - IntroRoshni PatelNo ratings yet
- Resume 14 01 2024 09 42 10 PMDocument2 pagesResume 14 01 2024 09 42 10 PMpankajgujjarNo ratings yet
- FMEADocument55 pagesFMEAVijay Kumar100% (1)
- Revamps 2018 PDFDocument60 pagesRevamps 2018 PDFkeo landNo ratings yet
- Rayad's Resume - PE PDFDocument1 pageRayad's Resume - PE PDFkhushbu HasanNo ratings yet
- Reduce flange coupling dimensional variationsDocument88 pagesReduce flange coupling dimensional variationsQuality HosurNo ratings yet
- 2 - Risk Management in Design and Construction of Industrial PlantDocument25 pages2 - Risk Management in Design and Construction of Industrial PlantMohamad ZarghampoorNo ratings yet
- Transformer Monitoring: How Moving Forward From Monitoring To Diagnostics Can Positively Impact Indian Business and IndustryDocument25 pagesTransformer Monitoring: How Moving Forward From Monitoring To Diagnostics Can Positively Impact Indian Business and Industrybharat_22nandulaNo ratings yet
- Everything You Need to Know About Your New Job InductionDocument23 pagesEverything You Need to Know About Your New Job InductionMutwiri Kaaria John100% (1)
- Manage The Workload VariationsDocument15 pagesManage The Workload Variationssaravanan_mcNo ratings yet
- MCCN InstructionDocument26 pagesMCCN InstructiondesenvolvimentoNo ratings yet
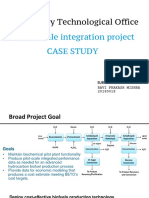
- Bioenergy Technological Office: Pilot Scale Integration Project Case StudyDocument19 pagesBioenergy Technological Office: Pilot Scale Integration Project Case StudyDipp RaisedNo ratings yet
- Machinery turnaround practicesDocument11 pagesMachinery turnaround practicesAmar NatourNo ratings yet
- APQP Documentation ChecklistsDocument67 pagesAPQP Documentation ChecklistsNeumar NeumannNo ratings yet
- Apqp FormsDocument32 pagesApqp FormsAnonymous A2jnZ5MNPxNo ratings yet
- GOOD WORK DONE Up To 31 - 3 - 21Document36 pagesGOOD WORK DONE Up To 31 - 3 - 21divisional electrical enggNo ratings yet
- CO185.08 Novi-King Lead Project Closing Meeting 2018-12-29Document29 pagesCO185.08 Novi-King Lead Project Closing Meeting 2018-12-29Manmohan KumarNo ratings yet
- Bergerac Systems: The Challenge of Backward IntegrationDocument3 pagesBergerac Systems: The Challenge of Backward IntegrationPulkit Aggarwal100% (1)
- ABB Reliability AnalysisDocument7 pagesABB Reliability AnalysisManit SiriworasilpNo ratings yet
- Analysis and Sustainability Jones Biddy 4.1.1.31Document32 pagesAnalysis and Sustainability Jones Biddy 4.1.1.31Driss EddeniaNo ratings yet
- PTTEP investor presentation highlights opportunities in Southeast Asia and beyondDocument45 pagesPTTEP investor presentation highlights opportunities in Southeast Asia and beyondPrateek PandeyNo ratings yet
- Best Practices in Solar Operation & Maintenance PDFDocument22 pagesBest Practices in Solar Operation & Maintenance PDFRAMI100% (1)
- Sonatrach COCE Operation Eng 2ggDocument409 pagesSonatrach COCE Operation Eng 2ggVijay Vishal100% (1)
- ACC Thane - Clinker FactorDocument17 pagesACC Thane - Clinker FactorSaji KumarNo ratings yet
- Apqp FormsDocument32 pagesApqp FormsVenuNo ratings yet
- Power Services Quality ManualDocument35 pagesPower Services Quality ManualAvatar JiNo ratings yet
- Gas Liquid AbsorptionDocument32 pagesGas Liquid AbsorptionMahmoud HendawyNo ratings yet
- Heineken PDFDocument110 pagesHeineken PDFJairoGonzalezNo ratings yet
- Supplier Training-SREA DeviationDocument28 pagesSupplier Training-SREA Deviationsharwankumar28No ratings yet
- Sungrow Floating Company Profile - ENDocument19 pagesSungrow Floating Company Profile - ENAbdul HadiNo ratings yet
- PEF2019 - AVEVA - Sebastien Ory - Panel 3Document20 pagesPEF2019 - AVEVA - Sebastien Ory - Panel 3Nina KonitatNo ratings yet
- Kushagra's ResumeDocument2 pagesKushagra's ResumeAshishNo ratings yet
- 01 CECO Compressor Maintenance PhlosophyDocument96 pages01 CECO Compressor Maintenance PhlosophyHelderCS100% (2)
- Experienced Process Deputy ManagerDocument2 pagesExperienced Process Deputy Manageravinash zunjarraoNo ratings yet
- KPI'sDocument38 pagesKPI'sjfernandez_estela100% (2)
- URS - QA Ahu Updated 16.04.2018 ACUDocument29 pagesURS - QA Ahu Updated 16.04.2018 ACUjaysonquitelgonzales06No ratings yet
- EIL Annual Report-FY 2018-19Document344 pagesEIL Annual Report-FY 2018-19Mandeepa DasNo ratings yet
- ER - Generator Set Engineering ReportDocument1 pageER - Generator Set Engineering ReportRJ Padilla50% (2)
- 48 Point Ppap Check SheetDocument39 pages48 Point Ppap Check SheetSanjay KumarNo ratings yet
- About Us Power ElectronicDocument1 pageAbout Us Power Electronictripathi prashantNo ratings yet
- Computerized System Life Cycle ManagementDocument107 pagesComputerized System Life Cycle ManagementQcNo ratings yet
- BoilerOpt Overview and Results 7-18-16-UsefulDocument53 pagesBoilerOpt Overview and Results 7-18-16-Usefultrung2iNo ratings yet
- Total's SmartConnect - SmartSignalDocument26 pagesTotal's SmartConnect - SmartSignalukasz-sznajder-1624No ratings yet
- Ea 3463 New-EnDocument2 pagesEa 3463 New-EnRonald Mario Quiroz SerrateNo ratings yet
- 100 Ways to Boost Construction ProductivityDocument35 pages100 Ways to Boost Construction Productivityukasz-sznajder-1624No ratings yet
- The True Impact of in Pharma: Machine FailureDocument6 pagesThe True Impact of in Pharma: Machine Failureukasz-sznajder-1624No ratings yet
- Ricardo Vargas Simplified Pmbok Flow 6ed PROCESSES EN-A4Document1 pageRicardo Vargas Simplified Pmbok Flow 6ed PROCESSES EN-A4ukasz-sznajder-1624No ratings yet
- The Development of A Small High Speed Steam Microturbine Generator SystemDocument11 pagesThe Development of A Small High Speed Steam Microturbine Generator Systemukasz-sznajder-1624No ratings yet
- Prediction of Uncertainty of 10-Coefficient Compressor Maps For Extreme Operating ConditionsDocument10 pagesPrediction of Uncertainty of 10-Coefficient Compressor Maps For Extreme Operating Conditionsukasz-sznajder-1624No ratings yet
- Guide To Writing A Basic EssayDocument7 pagesGuide To Writing A Basic EssayDarkPrincessNo ratings yet
- Nitulescu-2015-New Projects Developed by COMOTI in Gas Industry-144 B PDFDocument10 pagesNitulescu-2015-New Projects Developed by COMOTI in Gas Industry-144 B PDFukasz-sznajder-1624No ratings yet
- 8 - GE - PaulV - IPRC MadridDocument19 pages8 - GE - PaulV - IPRC Madridukasz-sznajder-1624No ratings yet
- Alford-2015-The Development of A Control System For A Small High Speed Steam Microturbine Generator System-58 BDocument12 pagesAlford-2015-The Development of A Control System For A Small High Speed Steam Microturbine Generator System-58 Bukasz-sznajder-1624No ratings yet
- Compressor Map Prediction Tool - Sznajder - Ravi - BennettDocument10 pagesCompressor Map Prediction Tool - Sznajder - Ravi - Bennettukasz-sznajder-1624No ratings yet
- 11 - GE - Farrell - UG Workshop 2014 FINAL PDFDocument46 pages11 - GE - Farrell - UG Workshop 2014 FINAL PDFukasz-sznajder-1624No ratings yet
- 10 - GE - Jacques - Madrid - Industrial Big Data PDFDocument37 pages10 - GE - Jacques - Madrid - Industrial Big Data PDFukasz-sznajder-1624No ratings yet
- 9 - GNF - Jesus - CESOM - Smartsignal Users Madrid June 2014Document26 pages9 - GNF - Jesus - CESOM - Smartsignal Users Madrid June 2014ukasz-sznajder-1624No ratings yet
- 7 - Laborelec - Tom Wouter - 2014 European Predictive Analytics and Big Data Summit V2Document31 pages7 - Laborelec - Tom Wouter - 2014 European Predictive Analytics and Big Data Summit V2ukasz-sznajder-1624No ratings yet
- 5 - GE - Bell - PMAS For EU GE 6 - 10 - 14Document25 pages5 - GE - Bell - PMAS For EU GE 6 - 10 - 14ukasz-sznajder-1624No ratings yet
- Generation IV Nuclear Power IntroDocument2 pagesGeneration IV Nuclear Power Introukasz-sznajder-1624No ratings yet
- 4 - ENI - Marco Ilaria - Eni Presentation 2014 European Predictive Analytics and Big Data Summit FINALDocument38 pages4 - ENI - Marco Ilaria - Eni Presentation 2014 European Predictive Analytics and Big Data Summit FINALukasz-sznajder-1624No ratings yet
- 2 - Edipower - Giovanni Slide - Madrid - 2014 - 019Document28 pages2 - Edipower - Giovanni Slide - Madrid - 2014 - 019ukasz-sznajder-1624No ratings yet
- 1 - GE - Courtney - The Industrial Internet and Industrial Big Data - Madrid June-2014Document35 pages1 - GE - Courtney - The Industrial Internet and Industrial Big Data - Madrid June-2014ukasz-sznajder-1624No ratings yet
- Burner control basicsDocument34 pagesBurner control basicssoran fathiNo ratings yet
- Seminar On Jet Engine: Submitted To: Submitted byDocument20 pagesSeminar On Jet Engine: Submitted To: Submitted bypavan kalyanNo ratings yet
- Pump Manual 2100 Specifying and Purchasing ProcedureDocument7 pagesPump Manual 2100 Specifying and Purchasing ProcedureHonesto BautistaNo ratings yet
- Types of Electric Cars and Working Principles - Omazaki GroupDocument8 pagesTypes of Electric Cars and Working Principles - Omazaki Groupravirebba9695No ratings yet
- SPM 4210 Wetkret Concrete Spraying Machine SpecificationsDocument6 pagesSPM 4210 Wetkret Concrete Spraying Machine SpecificationsInkanata SacNo ratings yet
- Three Phase A Synchronous MotorDocument42 pagesThree Phase A Synchronous MotorMrinal KumarNo ratings yet
- SIT - Fire Pump Catalog For ApprovalDocument37 pagesSIT - Fire Pump Catalog For ApprovalAob AprilNo ratings yet
- A Comprehensive Review On Hybrid Multiport Converters For Energy Storage Devices Control and Performance of Electric Motor in EvsDocument16 pagesA Comprehensive Review On Hybrid Multiport Converters For Energy Storage Devices Control and Performance of Electric Motor in EvsSung Ryoung LimNo ratings yet
- Rotork ManualDocument6 pagesRotork ManualKamlesh DalavadiNo ratings yet
- An Investigation Into Formula SAE Performance Exhaust Design and AnalysisDocument64 pagesAn Investigation Into Formula SAE Performance Exhaust Design and Analysissukriti dhauniNo ratings yet
- Standby 8 0 0 e K W 1 0 0 0 K V A 50 HZ 1500 RPM 400 Volts: Diesel Generator SetDocument6 pagesStandby 8 0 0 e K W 1 0 0 0 K V A 50 HZ 1500 RPM 400 Volts: Diesel Generator SetRainier AyapNo ratings yet
- Operating Instruction Diesel EngineDocument142 pagesOperating Instruction Diesel EngineFreddy SuhartonoNo ratings yet
- CAT Single Drum Vibratory Soil Compactors: 7-20 METRIC TON (7.7-22 U.S. TON)Document28 pagesCAT Single Drum Vibratory Soil Compactors: 7-20 METRIC TON (7.7-22 U.S. TON)sujith s pNo ratings yet
- Greenpower Handbook 2012Document34 pagesGreenpower Handbook 2012Sagar BajajNo ratings yet
- M20CGenerator PDFDocument79 pagesM20CGenerator PDFVisar Mae Fullo Lago100% (1)
- 6EY22 Marine Auxiliairy Diesel EngineDocument28 pages6EY22 Marine Auxiliairy Diesel EngineRifkiHabibi100% (1)
- WerkplaatshandboekDocument379 pagesWerkplaatshandboekKevin KarnataNo ratings yet
- Drilling Engineering - Week 6Document52 pagesDrilling Engineering - Week 6MuazNo ratings yet
- E SV 60Hz Technical Brochure BeSV60 R15 Web 1Document144 pagesE SV 60Hz Technical Brochure BeSV60 R15 Web 1Isaias Castañeda GonzálezNo ratings yet
- Diesel Emissions Mechanics Maintenance ManualDocument58 pagesDiesel Emissions Mechanics Maintenance Manualrafaelcardena73100% (2)
- Computational Modeling of Diesel and Dual Fuel Combustion Using CONVERGE CFD SoftwareDocument12 pagesComputational Modeling of Diesel and Dual Fuel Combustion Using CONVERGE CFD SoftwareNang NkolNo ratings yet
- Waukesha L7044GSI PLANOS ESM2Document443 pagesWaukesha L7044GSI PLANOS ESM2Juan Hernández Gil100% (3)
- MAN B&W Diesel A/S S26MC Project Guide: 6.10 Exhaust Gas SystemDocument10 pagesMAN B&W Diesel A/S S26MC Project Guide: 6.10 Exhaust Gas SystemMuhammad Ihsan KamilNo ratings yet
- Mechanical Engineering Workshop Ii SEM 2 SESSION 2018/19Document9 pagesMechanical Engineering Workshop Ii SEM 2 SESSION 2018/19Zul SyahmiNo ratings yet
- E0834 E302 Natural Gas - GBDocument24 pagesE0834 E302 Natural Gas - GBvalvotecnicaNo ratings yet
- Generac 4000xl Info, Oil Filter Cross RefDocument1 pageGenerac 4000xl Info, Oil Filter Cross Refdonsterthemonster100% (1)
- 4017 3614 JLG ManipuladorDocument156 pages4017 3614 JLG ManipuladorSebastian GeraciNo ratings yet
- ZF 665 Series: Product DetailsDocument4 pagesZF 665 Series: Product DetailsJhonAlexRiveroNo ratings yet
- Oxygen Plant ManualDocument54 pagesOxygen Plant Manualmahaveen89% (18)
- K-WINCH SlimLine PDFDocument1 pageK-WINCH SlimLine PDFAngela ogbajieNo ratings yet