You might also like
- Dresta TD-20MDocument632 pagesDresta TD-20MDragan100% (9)
- Manual de Operac. y Mantto Tractor D8T - CATDocument179 pagesManual de Operac. y Mantto Tractor D8T - CATMarioDelgado91% (22)
- Engine: Engine Model: 4Tnv88-XybDocument216 pagesEngine: Engine Model: 4Tnv88-Xybjulianmata100% (3)
- SL96-339 B&W Service LetterDocument5 pagesSL96-339 B&W Service LetterkamalNo ratings yet
- MAN B&W Diesel A/S: Licence LetterDocument3 pagesMAN B&W Diesel A/S: Licence Letterbhaswath2000No ratings yet
- Service Experience MAN 2 STROKEDocument32 pagesService Experience MAN 2 STROKEBenjamin van DierenNo ratings yet
- Man B&W Me EngineDocument20 pagesMan B&W Me EngineSoumyadeep Bhattacharyya100% (7)
- Controlled Oil Level PDFDocument2 pagesControlled Oil Level PDFAlexandru AlexNo ratings yet
- Man B&W Me EngineDocument20 pagesMan B&W Me EngineSoumyadeep Bhattacharyya100% (7)
- HCU Event SampleDocument19 pagesHCU Event Samplekvb_hp100% (1)
- HCU Event SampleDocument19 pagesHCU Event Samplekvb_hp100% (1)
- Lindenberg-Anlagen GMBH: Stromerzeugungs-Und Pumpenanlagen SchaltanlagenDocument10 pagesLindenberg-Anlagen GMBH: Stromerzeugungs-Und Pumpenanlagen SchaltanlagenБогдан Кендзер100% (1)
- MAN-Service Experience 2007 PDFDocument29 pagesMAN-Service Experience 2007 PDFclinthenNo ratings yet
- MAN B&W Diesel A/S Service Letter on Nimonic Exhaust ValvesDocument14 pagesMAN B&W Diesel A/S Service Letter on Nimonic Exhaust ValvesKamlakarPatwariNo ratings yet
- MC Engine Service Experience: Exhaust Valve Bottom Piece MC/MC-C - 1997Document9 pagesMC Engine Service Experience: Exhaust Valve Bottom Piece MC/MC-C - 1997Aleksandar Sasa SeferovicNo ratings yet
- FAR2137S BB 2837S Installation Manual L 4-12-11 PDFDocument123 pagesFAR2137S BB 2837S Installation Manual L 4-12-11 PDFtariktunadNo ratings yet
- GRP Product CatalogueDocument57 pagesGRP Product CatalogueMulyana alcNo ratings yet
- MAN B&W Diesel A/S: Service LetterDocument4 pagesMAN B&W Diesel A/S: Service LetterAleksandar Sasa SeferovicNo ratings yet
- Cylinder Liner Cold Corrosion ControlDocument8 pagesCylinder Liner Cold Corrosion ControlarunNo ratings yet
- Man B&W: Fuel Oil High-Pressure PipeDocument5 pagesMan B&W: Fuel Oil High-Pressure PipeJr Bulog WadayNo ratings yet
- Battery Capacity Calculator Converts 6hr AH RatingDocument2 pagesBattery Capacity Calculator Converts 6hr AH RatingDoanHoangNamNo ratings yet
- Present As IDocument10 pagesPresent As IDio PersadaNo ratings yet
- Slide Type Fuel Valve Nozzles Extended TBODocument1 pageSlide Type Fuel Valve Nozzles Extended TBOhpss77No ratings yet
- P-07 - Samsung - Tank Cleaning Pump and Stripping Pump, Technical Manual PDFDocument162 pagesP-07 - Samsung - Tank Cleaning Pump and Stripping Pump, Technical Manual PDFchuminhNo ratings yet
- Man New Piston RingsDocument3 pagesMan New Piston RingsMario AndrewNo ratings yet
- .Handraulic StarterDocument29 pages.Handraulic Starterankit100% (1)
- Cylinder ConditionDocument5 pagesCylinder ConditionwalleyranNo ratings yet
- Typical Wear Mechanism 2 Stroke Exhaust ValvesDocument5 pagesTypical Wear Mechanism 2 Stroke Exhaust ValvesdragoscodNo ratings yet
- S80mec8 PDFDocument361 pagesS80mec8 PDFRodrigoEhNo ratings yet
- Pipework Fouling Protection SystemsDocument4 pagesPipework Fouling Protection SystemsAnte MatićNo ratings yet
- Rectifier Board Data SheetDocument4 pagesRectifier Board Data SheetdangthutqmNo ratings yet
- MC Engines Service Experience: Cylinder Condition, Design Updates, and Reliability ImprovementsDocument12 pagesMC Engines Service Experience: Cylinder Condition, Design Updates, and Reliability ImprovementsHarpreet Singh100% (1)
- Fl-Ti Nr24 Turbolader Psa en WebDocument2 pagesFl-Ti Nr24 Turbolader Psa en Webdublin33No ratings yet
- Changing Engines to Use Low Sulfur FuelDocument5 pagesChanging Engines to Use Low Sulfur FuelS.K.SEONo ratings yet
- Original Mak Injector Nozzle Elements Are World-Class High-Tech ProductsDocument1 pageOriginal Mak Injector Nozzle Elements Are World-Class High-Tech ProductsHải Lưu MinhNo ratings yet
- Techno News: Introduction of Safety Screen Filter For Control Valve With FIVA / ELFI / ELVADocument6 pagesTechno News: Introduction of Safety Screen Filter For Control Valve With FIVA / ELFI / ELVASrivatsanNo ratings yet
- Diagram Macgregor CraneDocument16 pagesDiagram Macgregor CraneNguyen CuongNo ratings yet
- Service Information M43Document49 pagesService Information M43AlexanderNo ratings yet
- Slide Fuel ValvesDocument2 pagesSlide Fuel ValvesSpasoje100% (1)
- Hitachi Man-B&w Diesel Engine Service DataDocument4 pagesHitachi Man-B&w Diesel Engine Service Datar100% (2)
- Airguard 3as 2005.2.15Document35 pagesAirguard 3as 2005.2.15TMZNo ratings yet
- 5510 0101 01ppr - LowDocument30 pages5510 0101 01ppr - LowFuchsbauNo ratings yet
- MAN Diesel and Turbo SL2014-571 PDFDocument20 pagesMAN Diesel and Turbo SL2014-571 PDFhiiiNo ratings yet
- Gas Tight Lock Piston RingDocument2 pagesGas Tight Lock Piston RingArun SNo ratings yet
- BearingsDocument58 pagesBearingsSarath RaghavNo ratings yet
- Instruction of Adjustment For Tacho System: 2016.03.10 Diesel Engine DepartmentDocument8 pagesInstruction of Adjustment For Tacho System: 2016.03.10 Diesel Engine DepartmentDurgesh k singhNo ratings yet
- M26 Anti FoulingDocument33 pagesM26 Anti FoulingVinay Kumar NeelamNo ratings yet
- SL2020-692 LDCL Update PDFDocument7 pagesSL2020-692 LDCL Update PDFg arvNo ratings yet
- High Temperature Corrosion Exh ValvesDocument6 pagesHigh Temperature Corrosion Exh ValvesCvita CvitićNo ratings yet
- DLF (Dynamic Limiter Function) Introduction - FE - Rev1.10Document17 pagesDLF (Dynamic Limiter Function) Introduction - FE - Rev1.10Emrah YesiltasNo ratings yet
- MSC Carina Delivery 6 June 2013: Main Engine MAN 6S60ME-C 8.1 AuxiliariesDocument10 pagesMSC Carina Delivery 6 June 2013: Main Engine MAN 6S60ME-C 8.1 AuxiliariesПетрNo ratings yet
- AMOT VALVE - Caracteristicas Tecnicas y Lista de PartesDocument6 pagesAMOT VALVE - Caracteristicas Tecnicas y Lista de Partesjarrin335No ratings yet
- SL2016 632AAB Alpha LubricatorDocument3 pagesSL2016 632AAB Alpha Lubricatorpavlo_790317697No ratings yet
- Alpha Lubricator Manual-Check TimingDocument1 pageAlpha Lubricator Manual-Check TimingRaviNo ratings yet
- Reduced operational costs with anti-polishing ringsDocument2 pagesReduced operational costs with anti-polishing ringsVictor NoschangNo ratings yet
- 91210-001100 CS4000 Serv & Maint E1 04 1 EDocument24 pages91210-001100 CS4000 Serv & Maint E1 04 1 EAlexDorNo ratings yet
- MSC Carina Delivery 6 June 2013: Main Engine MAN 6S60ME-C 8.1Document5 pagesMSC Carina Delivery 6 June 2013: Main Engine MAN 6S60ME-C 8.1ПетрNo ratings yet
- ME Operational Manual MANB&W 7S70MC-CDocument576 pagesME Operational Manual MANB&W 7S70MC-CSamrat ThukralNo ratings yet
- sl2018 668Document10 pagessl2018 668Satyabrat GaanNo ratings yet
- Marine IncineratorsDocument2 pagesMarine IncineratorsAshok KumarNo ratings yet
- MAN Tech Paper Low SpeedDocument16 pagesMAN Tech Paper Low SpeedfusedNo ratings yet
- ANFOMATIC INSTRUCTION MANUAL Rev 8.1Document25 pagesANFOMATIC INSTRUCTION MANUAL Rev 8.1Rachit SharmaNo ratings yet
- ORBDocument14 pagesORBRommelNo ratings yet
- Service Experience: MAN B&W Low Speed Diesel EnginesDocument34 pagesService Experience: MAN B&W Low Speed Diesel Enginesalevent100% (3)
- Man B&W ServiceDocument34 pagesMan B&W Servicetazlaoanu_mihai2168100% (6)
- MAN-Service Experience 2010Document34 pagesMAN-Service Experience 2010OlekNo ratings yet
- MiaeDocument176 pagesMiaeAlexandru AlexNo ratings yet
- Miamh EngDocument134 pagesMiamh EngAlexandru AlexNo ratings yet
- MiaeDocument213 pagesMiaeAlexandru AlexNo ratings yet
- MatterDocument132 pagesMatterAlexandru AlexNo ratings yet
- Miamh EngDocument134 pagesMiamh EngAlexandru AlexNo ratings yet
- Manual's ReferencesDocument2 pagesManual's ReferencesAlexandru AlexNo ratings yet
- 2013 PrimeServ AcademyDocument33 pages2013 PrimeServ AcademyRobinson SoledadNo ratings yet
- Rawdata Basic PDFDocument2 pagesRawdata Basic PDFMarijaŽaper100% (1)
- Miamh EngDocument134 pagesMiamh EngAlexandru AlexNo ratings yet
- IMO Guidelines PDFDocument88 pagesIMO Guidelines PDFMarijaŽaperNo ratings yet
- 0743674-2 6 PDFDocument11 pages0743674-2 6 PDFAlexandru AlexNo ratings yet
- Alu Coated Piston Rings PDFDocument2 pagesAlu Coated Piston Rings PDFAlexandru AlexNo ratings yet
- Service Experience 2011Document32 pagesService Experience 2011Alexandru AlexNo ratings yet
- Service Experience 2011Document32 pagesService Experience 2011Alexandru AlexNo ratings yet
- Fuel Oil System Operation and AdjustmentDocument15 pagesFuel Oil System Operation and AdjustmentAlexandru AlexNo ratings yet
- 3010-0254-00ppr - Onboard Supervision of ME - LowDocument2 pages3010-0254-00ppr - Onboard Supervision of ME - LowAlexandru AlexNo ratings yet
- Man B&W ServiceDocument34 pagesMan B&W Servicetazlaoanu_mihai2168100% (6)
- Service Experience 2006 ME and MC Engines PDFDocument30 pagesService Experience 2006 ME and MC Engines PDFullasaaithalNo ratings yet
- MAN Diesel and Turbo SL2014-571 PDFDocument20 pagesMAN Diesel and Turbo SL2014-571 PDFhiiiNo ratings yet
- PMI & EDS (Maj 2015) PDFDocument63 pagesPMI & EDS (Maj 2015) PDFAlexandru AlexNo ratings yet
- 08 Exhaust Valve System (Maj 2015)Document42 pages08 Exhaust Valve System (Maj 2015)Alexandru AlexNo ratings yet
- Link BFFDocument1 pageLink BFFAlexandru AlexNo ratings yet
- Hydraulic Cylinder Unit (Maj 2015)Document61 pagesHydraulic Cylinder Unit (Maj 2015)Alexandru AlexNo ratings yet
- Marine Engine: IMO Tier LL Programme 3rd Edition 2010Document140 pagesMarine Engine: IMO Tier LL Programme 3rd Edition 2010Cah Ndeso Klutuk100% (1)
- Fault Code PDFDocument33 pagesFault Code PDFJORGE DAVID APAZA HURTADO100% (2)
- National Maritime Center: U.S.C.G. Merchant Marine Exam Chief Engineer-OSV Q680 Motor Plants (Sample Examination)Document39 pagesNational Maritime Center: U.S.C.G. Merchant Marine Exam Chief Engineer-OSV Q680 Motor Plants (Sample Examination)Michael IsraelianNo ratings yet
- 2016 Aachen Conti Super Clean Diesel V10Document32 pages2016 Aachen Conti Super Clean Diesel V10aashishbhargavaNo ratings yet
- PDT43Ac - 15 kVA: ModelDocument2 pagesPDT43Ac - 15 kVA: Modelsales3 iaescoNo ratings yet
- FR 5277 QST30 G4 ATADocument6 pagesFR 5277 QST30 G4 ATABernardo GarridoNo ratings yet
- Hal ReportDocument14 pagesHal Reportamer_maassNo ratings yet
- Tabla de Correccion de CombustibleDocument99 pagesTabla de Correccion de CombustibleMartina FambNo ratings yet
- F650 F750 PowerstrokeDocument3 pagesF650 F750 Powerstrokemiguelcastillo100% (1)
- ACERT - Training Service C27 Machine PDFDocument46 pagesACERT - Training Service C27 Machine PDFCarlos Gajardo100% (1)
- Delphi DieselMax and Turbocharger Extra Modules PDFDocument3 pagesDelphi DieselMax and Turbocharger Extra Modules PDFSherita Thomas100% (1)
- Profi ClassicDocument16 pagesProfi Classicbaco9237No ratings yet
- Revolution in turbine lubricationDocument6 pagesRevolution in turbine lubricationman_iphNo ratings yet
- Volvo V70 Engine SpecsDocument17 pagesVolvo V70 Engine Specsapek1No ratings yet
- S60ME-C 01 MaintenanceDocument792 pagesS60ME-C 01 MaintenancevdglobalNo ratings yet
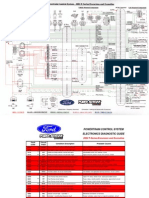
- Ford Powertrain Control System Diagnostic GuideDocument4 pagesFord Powertrain Control System Diagnostic GuideFEF77757% (7)
- Emd645 Mi1740Document16 pagesEmd645 Mi1740Alejandro Rivera Villa100% (2)
- MAN-Doosan Engine BrochureDocument7 pagesMAN-Doosan Engine BrochureghostshotNo ratings yet
- 6h.5255-6k1080ta Engine For Power Generation 125kvaDocument118 pages6h.5255-6k1080ta Engine For Power Generation 125kvanilesh asthana67% (3)
- Challenges of Turbocharging A Two-Cylinder Engine: Valerius Boxberger, Roland Baar, Maike Gern, Rainer ZimmermannDocument10 pagesChallenges of Turbocharging A Two-Cylinder Engine: Valerius Boxberger, Roland Baar, Maike Gern, Rainer Zimmermannpol narNo ratings yet
- SR SipArt and Magnet (Feedback Sensor) Settings AdjustmentDocument17 pagesSR SipArt and Magnet (Feedback Sensor) Settings AdjustmentWagner GuimarãesNo ratings yet
- Audi 2.7T Pressure Testing GuidDocument11 pagesAudi 2.7T Pressure Testing Guidmikey651100% (1)
- Performance Evaluation of A RadiatorDocument5 pagesPerformance Evaluation of A Radiatorra5tr@No ratings yet
- Manual Motor Diesel 1135386, 1135389, 1135411, 1135412, 1135413, 1135414, 1135415, 1135416 - 2Document316 pagesManual Motor Diesel 1135386, 1135389, 1135411, 1135412, 1135413, 1135414, 1135415, 1135416 - 2Lasse HansenNo ratings yet
- R34 EcuDocument1 pageR34 EcuJamie MacdonaldNo ratings yet
- Tad 734 GeDocument2 pagesTad 734 Gelaurent serbinNo ratings yet