You might also like
- Product Presentation PDFDocument56 pagesProduct Presentation PDFmangalraj900No ratings yet
- 05 - Automation - Cap Vision Inspection Equipment FlyerDocument2 pages05 - Automation - Cap Vision Inspection Equipment FlyerJason XueNo ratings yet
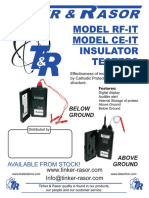
- R R O S A: Model Rf-It Model Ce-It Insulator TestersDocument2 pagesR R O S A: Model Rf-It Model Ce-It Insulator Testersvictor raul sandoval martinezNo ratings yet
- Product CatalogueDocument126 pagesProduct CatalogueEdgar Alex Figueroa UribeNo ratings yet
- Portable / Survey Monitoring Applications: The Products SectionDocument3 pagesPortable / Survey Monitoring Applications: The Products SectionSonia SNo ratings yet
- 632DV Uk PDFDocument2 pages632DV Uk PDFFandie Achmad0% (1)
- Pry Cam Brochure 2Document16 pagesPry Cam Brochure 2Nitesh SinghNo ratings yet
- Slab Master - : 3D Slab Inspection For Earliest Possible Quality DecisionsDocument2 pagesSlab Master - : 3D Slab Inspection For Earliest Possible Quality DecisionsjjermanNo ratings yet
- Basic Examinations ExamDocument2 pagesBasic Examinations ExamSandro ChiliquingaNo ratings yet
- Brochure - SaphyGATE G enDocument2 pagesBrochure - SaphyGATE G enOubajja HamidNo ratings yet
- Scope of Work-Belmont - Polarimeter-P1000-Led - 2107210100Document3 pagesScope of Work-Belmont - Polarimeter-P1000-Led - 2107210100Brian ReyesNo ratings yet
- Leak Testing PDFDocument130 pagesLeak Testing PDFఝాన్సీ పుత్ర సతీష్No ratings yet
- Quantum 4.0: The Connected Yarn Quality Assurance SystemDocument11 pagesQuantum 4.0: The Connected Yarn Quality Assurance SystemMehulNo ratings yet
- Error Proof AssemblyDocument30 pagesError Proof AssemblySergioRiveroSalcidoNo ratings yet
- Quality Control: A Brief Introduction About QUALITY SYSTEMS in M/s. AADHIRA CNC Product PVT LTDDocument25 pagesQuality Control: A Brief Introduction About QUALITY SYSTEMS in M/s. AADHIRA CNC Product PVT LTDsridharanNo ratings yet
- Crack Measuring Devices - Electronic Crack Measuring Device, Crack Measuring MicroscopeDocument4 pagesCrack Measuring Devices - Electronic Crack Measuring Device, Crack Measuring MicroscopePrajakta RahateNo ratings yet
- Case Study Reducing Downtime by 12 Hours With Proactive Fault Detection 1712939403Document6 pagesCase Study Reducing Downtime by 12 Hours With Proactive Fault Detection 1712939403Ranu BaranwalNo ratings yet
- UT Procedure NilgiriDocument16 pagesUT Procedure Nilgiriratna bomjanNo ratings yet
- 4-Seiter LaserStoppLoom4082 EnglischDocument4 pages4-Seiter LaserStoppLoom4082 EnglischAnonymous m36V0bvzNo ratings yet
- Security & SurveillanceDocument12 pagesSecurity & SurveillanceJosuno.idNo ratings yet
- ds2 BrochureDocument2 pagesds2 Brochuregitadevistha23No ratings yet
- Ccure-9000 Stonelock Ds r04 A4 enDocument2 pagesCcure-9000 Stonelock Ds r04 A4 enJose Flavio GonçaloNo ratings yet
- Vp6000-V Brochure enDocument6 pagesVp6000-V Brochure enFarhan AbdurrafiNo ratings yet
- Sunket Solar Solution CatalogueDocument16 pagesSunket Solar Solution CatalogueJesse XiaNo ratings yet
- (Public) All-In-One Security Inspection Solution 20210901Document43 pages(Public) All-In-One Security Inspection Solution 20210901Ricardo HolleroNo ratings yet
- Drone InspectionDocument16 pagesDrone InspectionKeshave SwarnkarNo ratings yet
- Clear Vision REF Series-1500Cw - NeuVisionCare FZ-LLCDocument2 pagesClear Vision REF Series-1500Cw - NeuVisionCare FZ-LLCZakaria ZebbicheNo ratings yet
- LS DSM 501Document2 pagesLS DSM 501Placer y DolorNo ratings yet
- Nouvelle Version 2023 en VDDocument80 pagesNouvelle Version 2023 en VDPP043No ratings yet
- Rapiscan 618XR: Ergonomic Design Compact Stores Securely Cost EffectiveDocument2 pagesRapiscan 618XR: Ergonomic Design Compact Stores Securely Cost EffectiveMerdan HudaykuliyevNo ratings yet
- Data Center Infrastructure Management System: Imanager Neteco6000Document8 pagesData Center Infrastructure Management System: Imanager Neteco6000Magaly PeraltaNo ratings yet
- Openvision CatalogueDocument10 pagesOpenvision CatalogueNiharika DubeyNo ratings yet
- Vision Field AnalyzerDocument4 pagesVision Field AnalyzerNurul AminNo ratings yet
- Brochure 3D OCT-1000Document6 pagesBrochure 3D OCT-1000Alberto GilNo ratings yet
- Ibg EddyvisorDocument16 pagesIbg EddyvisorKapil SharmaNo ratings yet
- Parallel Session 8 IRF Zev ArnoldDocument6 pagesParallel Session 8 IRF Zev ArnoldasdasdNo ratings yet
- QDR Series: Discovery and ExplorerDocument6 pagesQDR Series: Discovery and ExplorerDima Shvets100% (1)
- The Robot-Mounted Optical CMM 3D Scanners For Automated InspectionDocument5 pagesThe Robot-Mounted Optical CMM 3D Scanners For Automated InspectionMadanagopal ManiNo ratings yet
- Machine Vision Overview and IntroductionDocument48 pagesMachine Vision Overview and IntroductionburthoNo ratings yet
- Atlas 9000Document6 pagesAtlas 9000tung NguyenNo ratings yet
- 1、超声诊断设备Document37 pages1、超声诊断设备xuanhoangmedisunNo ratings yet
- Scope of Work-Belmont - Polarimeter-P1000-Led - 2107210100Document3 pagesScope of Work-Belmont - Polarimeter-P1000-Led - 2107210100Brian ReyesNo ratings yet
- HF IR15 IRIS Reader HFSecurity LindaDocument7 pagesHF IR15 IRIS Reader HFSecurity Lindaalwitajudin92No ratings yet
- Content: User'S Guide TDocument29 pagesContent: User'S Guide TSamarinda PribadiNo ratings yet
- A Presentation On Eyes Scanning: - Ujjawal - Soham - Anindita - Aditya - TuhinDocument15 pagesA Presentation On Eyes Scanning: - Ujjawal - Soham - Anindita - Aditya - TuhinAditya Bikram BhattacharjeeNo ratings yet
- Biscuits-Cookies Webinar PPT 2021Document29 pagesBiscuits-Cookies Webinar PPT 2021wilcat1976No ratings yet
- Edge Quix Digital RadiographyDocument6 pagesEdge Quix Digital Radiographyfse4.diasedinisNo ratings yet
- Curionics - Brochure A4 - Page WiseDocument4 pagesCurionics - Brochure A4 - Page WiseBalaKrishna BadimelaNo ratings yet
- Lineavision 360Document4 pagesLineavision 360Anil PeshinNo ratings yet
- Ha Andling Ou Ut-Of-Toler Rance Equi PmentDocument1 pageHa Andling Ou Ut-Of-Toler Rance Equi PmentGlobal QualityNo ratings yet
- In-Line Surface Inspection SYS Tems: Automated Defect Detection For The Highest Quality ControlDocument8 pagesIn-Line Surface Inspection SYS Tems: Automated Defect Detection For The Highest Quality ControlKumbhar p.s.No ratings yet
- Equipo para Ensayo UV - Segun ASTM G155 y ASTM D1248Document12 pagesEquipo para Ensayo UV - Segun ASTM G155 y ASTM D1248Macaluso Andres100% (1)
- IIOT For Production & MaintenanceDocument34 pagesIIOT For Production & Maintenancedheepmax100% (1)
- ANATOM 64 Clarity Brochure-ReDocument10 pagesANATOM 64 Clarity Brochure-ReAli MirzaNo ratings yet
- LS Rapiscan 620DV Checkpoint X Ray ScreeningDocument2 pagesLS Rapiscan 620DV Checkpoint X Ray ScreeningDewanagari NarayanaNo ratings yet
- Uster Quantum 4.0 Brochure Web en 23Document11 pagesUster Quantum 4.0 Brochure Web en 23Muhammad AliNo ratings yet
- ANATOM 64 Precision Brochure-ReDocument10 pagesANATOM 64 Precision Brochure-ReAli MirzaNo ratings yet
- Voluson E8: Advanced Features Simplified WorkflowDocument3 pagesVoluson E8: Advanced Features Simplified WorkflowCeoĐứcTrườngNo ratings yet
- Al ScanDocument4 pagesAl ScanGeorgie Alexandria MagidoNo ratings yet
- Automated X-Ray Inspection Robot: Enhancing Quality Control Through Computer VisionFrom EverandAutomated X-Ray Inspection Robot: Enhancing Quality Control Through Computer VisionNo ratings yet
- Iso 15004-1-2006Document13 pagesIso 15004-1-2006marcosNo ratings yet
- 1 s2.0 S0165783619303261 MainDocument8 pages1 s2.0 S0165783619303261 MainHanzNo ratings yet
- READMEDocument3 pagesREADMESam MacLeodNo ratings yet
- Spell Well Competition Grade 4Document4 pagesSpell Well Competition Grade 4Ammama KidwaiNo ratings yet
- Nuclear Engineering and Design: J. Washington, J. KingDocument14 pagesNuclear Engineering and Design: J. Washington, J. KingWalid BadrNo ratings yet
- What Is Summarizing?: Speed ReadDocument4 pagesWhat Is Summarizing?: Speed ReadCarl Jane BowaNo ratings yet
- Labarca Et Al 2020 - The Relationship Management Function of Public Affairs Officers in ChileDocument12 pagesLabarca Et Al 2020 - The Relationship Management Function of Public Affairs Officers in Chileapi-278659687No ratings yet
- Plaxis3dce v21.01 02 ReferenceDocument600 pagesPlaxis3dce v21.01 02 ReferenceBOOBOONo ratings yet
- Introduction To A PaperDocument9 pagesIntroduction To A PaperRAHMANo ratings yet
- STUDY PLAN Sample DalianDocument4 pagesSTUDY PLAN Sample Daliantirunehdefaru1No ratings yet
- Course Syllabus Thesis WritingDocument7 pagesCourse Syllabus Thesis Writingqigeenzcf100% (1)
- Royal College Grade 06 Mathematics First Term Paper English MediumDocument8 pagesRoyal College Grade 06 Mathematics First Term Paper English MediumSasindu Dilshan Samarakoon100% (1)
- Application of Enzymes in The Textile Industry A Review PDFDocument12 pagesApplication of Enzymes in The Textile Industry A Review PDFAatyf FaXal100% (1)
- Ray OpticsDocument77 pagesRay OpticsDiksha PublicationNo ratings yet
- HFUG-2020AN: Pressurized Outside To in / Dead-End Filtration Ultrafiltration (UF) Membrane ModuleDocument2 pagesHFUG-2020AN: Pressurized Outside To in / Dead-End Filtration Ultrafiltration (UF) Membrane ModulePushpak AkhadeNo ratings yet
- ACI Annual Report: The Voice of The World's AirportsDocument43 pagesACI Annual Report: The Voice of The World's AirportsDewsdeen WalkerNo ratings yet
- 1D Motion Modelling - v1.1Document10 pages1D Motion Modelling - v1.1Msindwana siyoliseNo ratings yet
- Cba PresentationDocument38 pagesCba PresentationADRIAN ALDRIEZ NICDAONo ratings yet
- 0614 904173J Mek7300k OmDocument424 pages0614 904173J Mek7300k OmMbonimana GasanaNo ratings yet
- Grade 9: - LessDocument2 pagesGrade 9: - LessThaoNo ratings yet
- Memmert - Vacuum Oven VO29Document4 pagesMemmert - Vacuum Oven VO29Indah Nur FadhilahNo ratings yet
- Note Making, Summary Writing. Poster and Advertisement WritingDocument5 pagesNote Making, Summary Writing. Poster and Advertisement Writingsinghhusanvir740% (2)
- IP - Eng HL Math - SS Specialisation 2023 Asp (26jun2023)Document2 pagesIP - Eng HL Math - SS Specialisation 2023 Asp (26jun2023)Eugene P MaraisNo ratings yet
- Stomach Content Analysis Techniques in Fishes: January 2019Document13 pagesStomach Content Analysis Techniques in Fishes: January 2019Seasha GonzalesNo ratings yet
- Curriculum Vitae A Personal DataDocument8 pagesCurriculum Vitae A Personal Datamark anjo luyunNo ratings yet
- Bachelor of Business Administration (B.B.A.) Semester-V Examination Principles of Operations Management Compulsory Paper-2Document1 pageBachelor of Business Administration (B.B.A.) Semester-V Examination Principles of Operations Management Compulsory Paper-2Prashant DupareNo ratings yet
- ENE UNK: Samurai-1 Espion S.I.C.K Sho Ozu PolicialDocument3 pagesENE UNK: Samurai-1 Espion S.I.C.K Sho Ozu Policialcleydson ferreiraNo ratings yet
- Interactive Multimedia Materials in Chemistry 10Document9 pagesInteractive Multimedia Materials in Chemistry 10Psychology and Education: A Multidisciplinary JournalNo ratings yet
- Thermophysical Properties of Carbon DioxideDocument4 pagesThermophysical Properties of Carbon DioxideAnonymous 6cQRWqNo ratings yet
- Baseplate & Bolt-Guide-Type-IDocument7 pagesBaseplate & Bolt-Guide-Type-IAsaru DeenNo ratings yet