You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Quiz 3 Basic ProbabilityDocument38 pagesQuiz 3 Basic ProbabilityjacobtianNo ratings yet
- BGP Tutorial SimplifiedDocument41 pagesBGP Tutorial SimplifiedAashish ChaudhariNo ratings yet
- 1 Priority KeywordDocument8 pages1 Priority KeywordKavithaNo ratings yet
- Arthashastra: Citation NeededDocument4 pagesArthashastra: Citation NeededtusharNo ratings yet
- CAD-based Design of Three Phase Transformer and CoDocument13 pagesCAD-based Design of Three Phase Transformer and CoM4gne7icNo ratings yet
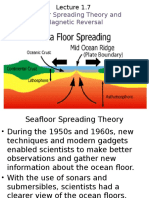
- Seafloor Spreading TheoryDocument16 pagesSeafloor Spreading TheoryMark Anthony Evangelista Cabrieto100% (1)
- Reflection and ShearDocument7 pagesReflection and ShearsamNo ratings yet
- G3600 A4 Brochures PDFDocument4 pagesG3600 A4 Brochures PDFVictor NunezNo ratings yet
- Manual HoneywellDocument36 pagesManual HoneywellVicente RodriguezNo ratings yet
- Upflow Anaerobic Sludge Blanket-Hollow Centered Packed Bed (UASB-HCPB) Reactor For Thermophilic Palm Oil Mill Effluent (POME) TreatmentDocument12 pagesUpflow Anaerobic Sludge Blanket-Hollow Centered Packed Bed (UASB-HCPB) Reactor For Thermophilic Palm Oil Mill Effluent (POME) TreatmentAgung Ariefat LubisNo ratings yet
- Unit 2 - Introduction To Java - Solutions For Class 9 ICSE APC Understanding Computer Applications With BlueJ Including Java Programs - KnowledgeBoatDocument8 pagesUnit 2 - Introduction To Java - Solutions For Class 9 ICSE APC Understanding Computer Applications With BlueJ Including Java Programs - KnowledgeBoatGopi Selvaraj67% (3)
- Eaton Xeffect Industrial Switchgear Range Catalog Ca003002en en UsDocument379 pagesEaton Xeffect Industrial Switchgear Range Catalog Ca003002en en UsMAURIZIO MARININo ratings yet
- Highway Structures: Design (Substructures and Special Structures), Materials Section 2 Special StructuresDocument5 pagesHighway Structures: Design (Substructures and Special Structures), Materials Section 2 Special Structuresror77No ratings yet
- Database Management SystemsDocument19 pagesDatabase Management Systemsshreeya PatilNo ratings yet
- ANSYS Tutorial Design OptimizationDocument9 pagesANSYS Tutorial Design OptimizationSimulation CAE100% (4)
- Intro To Decision AnalysisDocument38 pagesIntro To Decision AnalysisAna Paula Albert100% (1)
- Standarization of Volumetric SolutionsDocument9 pagesStandarization of Volumetric SolutionsZahid IqbalNo ratings yet
- RF Optimization Tips - TCH Block Rate Optimization Tips in Huawei GSMDocument4 pagesRF Optimization Tips - TCH Block Rate Optimization Tips in Huawei GSMdolisieNo ratings yet
- Dead and Live LoadDocument5 pagesDead and Live LoadBhuwesh PantNo ratings yet
- About Planets - Vaishali's ProjectDocument3 pagesAbout Planets - Vaishali's ProjectRaj KumarNo ratings yet
- State-Of-The-Art of Battery State-Of-Charge DeterminationDocument19 pagesState-Of-The-Art of Battery State-Of-Charge Determinationyasvanthkumar sNo ratings yet
- Stars and Galaxies 9th Edition Seeds Test BankDocument20 pagesStars and Galaxies 9th Edition Seeds Test Bankngocalmai0236h100% (32)
- Firetroll User Interface Manual Ns550f-01-Instruction-manualDocument16 pagesFiretroll User Interface Manual Ns550f-01-Instruction-manualMike CerreroNo ratings yet
- Experiment 08-A2dDocument3 pagesExperiment 08-A2dapi-277396867No ratings yet
- Esam AliDocument23 pagesEsam AliYoussef AliNo ratings yet
- SPACE GASS 12 ManualDocument968 pagesSPACE GASS 12 Manualozbuild100% (3)
- Mechanics of Structure IIDocument3 pagesMechanics of Structure IIvenkata369No ratings yet
- Practical - 1: 1.1 CommitDocument8 pagesPractical - 1: 1.1 CommitRoy BokhiriyaNo ratings yet
- Pspice Project-BJT AmplifierDocument4 pagesPspice Project-BJT AmplifierSerdar7tepe100% (1)
- 2017 Alcon Catalogue NewDocument131 pages2017 Alcon Catalogue NewJai BhandariNo ratings yet