You might also like
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- BP B1 Tests Unit1Document6 pagesBP B1 Tests Unit1JovanaNo ratings yet
- A10v RexrothDocument3 pagesA10v RexrothHidroil Neuquen Srl100% (1)
- 2005 VD Conference CRAFTDocument7 pages2005 VD Conference CRAFTDaniel IlievskiNo ratings yet
- Study and Re-Design of The Layout Using Facility Planning ToolsDocument6 pagesStudy and Re-Design of The Layout Using Facility Planning ToolsSaurabh RoyNo ratings yet
- Plant Layout Optimization Using CRAFT and ALDEP Methodology: June 2016Document18 pagesPlant Layout Optimization Using CRAFT and ALDEP Methodology: June 2016Vedant KarnatakNo ratings yet
- Effective Improvement of A Plant Layout Using Pugh Matrix ApproachDocument5 pagesEffective Improvement of A Plant Layout Using Pugh Matrix ApproachAbhishek NanavateNo ratings yet
- Plant Layout Optimization Using CRAFT and ALDEP Methodology: June 2016Document18 pagesPlant Layout Optimization Using CRAFT and ALDEP Methodology: June 2016swarajNo ratings yet
- Craft y Aldep Ejemplo PaperDocument18 pagesCraft y Aldep Ejemplo PaperEs EstebanNo ratings yet
- 1 PB PDFDocument6 pages1 PB PDFSanket KumarNo ratings yet
- A Typical Manufacturing Plant Layout Design Using CRAFT AlgorithmDocument7 pagesA Typical Manufacturing Plant Layout Design Using CRAFT AlgorithmgocoolonNo ratings yet
- Adoc - Pub - Penggunaan Metode Algoritma Craft Dan Blocplan UntDocument10 pagesAdoc - Pub - Penggunaan Metode Algoritma Craft Dan Blocplan Untjohanes siraitNo ratings yet
- Jurnal Ilmiah Widya Teknik: Redesign Facility Layout With Quantitative and Qualitative Method On Printing IndustryDocument5 pagesJurnal Ilmiah Widya Teknik: Redesign Facility Layout With Quantitative and Qualitative Method On Printing IndustryLazuardy Hasan PratamaNo ratings yet
- Analyzing Manufacturing Facility LayoutsDocument16 pagesAnalyzing Manufacturing Facility LayoutsSulficker Ali100% (1)
- Design of Product LayoutDocument3 pagesDesign of Product LayoutMa. Gelyn DiñosoNo ratings yet
- Cost Estimating.1docxDocument5 pagesCost Estimating.1docxcliffe 103No ratings yet
- Plant Layout Optimization in Crane Manufacturing Using Craft: Literature SurveyDocument4 pagesPlant Layout Optimization in Crane Manufacturing Using Craft: Literature Surveyfiqri asrulNo ratings yet
- Layout Designing Using Systematic Layout Planning For Electronics Division of A Manufacturing FacilityDocument7 pagesLayout Designing Using Systematic Layout Planning For Electronics Division of A Manufacturing FacilityAaron MartinezNo ratings yet
- 127 PDFDocument5 pages127 PDFInternational Journal of Scientific Research in Science, Engineering and Technology ( IJSRSET )No ratings yet
- Optimization of Facility Layout For Improvement in ProductivityDocument7 pagesOptimization of Facility Layout For Improvement in ProductivityTania MajumderNo ratings yet
- Facility Layout Optimization Using Linear and Non-Linear Mixed Integer ProgrammingDocument7 pagesFacility Layout Optimization Using Linear and Non-Linear Mixed Integer ProgrammingDiscord YtNo ratings yet
- Menurut Chase, Aquilano Dan Jacobs (1998, 380) Metode Layout Terbagi Menjadi 3 (Tiga) Yaitu: 1. Computerized Layout Techniques (CRAFT)Document3 pagesMenurut Chase, Aquilano Dan Jacobs (1998, 380) Metode Layout Terbagi Menjadi 3 (Tiga) Yaitu: 1. Computerized Layout Techniques (CRAFT)Jomantara Putra DaudNo ratings yet
- Computerized Plant LayoutDocument39 pagesComputerized Plant LayoutPraveen JayachandrakumarNo ratings yet
- Computers & Industrial Engineering: Rosmalina Hanafi, Erhan KozanDocument9 pagesComputers & Industrial Engineering: Rosmalina Hanafi, Erhan Kozananandsingh868No ratings yet
- Techniques For Solving Facility Layout Problem: A Survey: Nitish D.Patil Jaivesh Gandhi Vivek DeshpandeDocument9 pagesTechniques For Solving Facility Layout Problem: A Survey: Nitish D.Patil Jaivesh Gandhi Vivek DeshpandellsloiNo ratings yet
- Optimal Solution For Multi-Objective Facility Layout Problem Using Genetic AlgorithmDocument7 pagesOptimal Solution For Multi-Objective Facility Layout Problem Using Genetic AlgorithmshubNo ratings yet
- Computerized Facilities Layout Design: January 2013Document7 pagesComputerized Facilities Layout Design: January 2013henokzewduNo ratings yet
- Two Dimensional Airfoil Optimisation Using CFD in A Grid Computing EnvironmentDocument8 pagesTwo Dimensional Airfoil Optimisation Using CFD in A Grid Computing Environmentananth9660No ratings yet
- Application of Queuing Theory For Effective Equipment Utilization and Maximization of Productivity in Construction ManagementDocument10 pagesApplication of Queuing Theory For Effective Equipment Utilization and Maximization of Productivity in Construction Managementعمر الفاضل ود ستوناNo ratings yet
- An Optimized Add-Multiply Operator Using Radix Algorithm: AbstractDocument6 pagesAn Optimized Add-Multiply Operator Using Radix Algorithm: AbstractlambanaveenNo ratings yet
- Optimization of Facility Design by Using Matlab Programme: Abhishek Kumar JainDocument8 pagesOptimization of Facility Design by Using Matlab Programme: Abhishek Kumar JainChandraNo ratings yet
- Devaraj 2020Document10 pagesDevaraj 2020Chakib BenmhamedNo ratings yet
- AERODYNAMIC ANALYSIS OF AN AEROPLANE WITH VARIOUS INTENSITIES FOR DIFFERENT MATERIALSDocument44 pagesAERODYNAMIC ANALYSIS OF AN AEROPLANE WITH VARIOUS INTENSITIES FOR DIFFERENT MATERIALSMedandrao. Kavya SreeNo ratings yet
- Feedforward-Cutset-Free Pipelined Multiply-Accumulate Unit For The Machine Learning AcceleratorDocument9 pagesFeedforward-Cutset-Free Pipelined Multiply-Accumulate Unit For The Machine Learning AcceleratorkesavanNo ratings yet
- EA For Solving Combined Machine Layout and Job Assignment ProblemsDocument17 pagesEA For Solving Combined Machine Layout and Job Assignment ProblemsShivam BhandariNo ratings yet
- Advanced Capabilities For Gas Turbine Engine Performance Simulationsalexiou2007Document10 pagesAdvanced Capabilities For Gas Turbine Engine Performance Simulationsalexiou2007lighthilljNo ratings yet
- Line Balancing Techniques To Improve ProductivityDocument9 pagesLine Balancing Techniques To Improve ProductivityMAJID HUSSAIN 31199No ratings yet
- Layout Drharun 010714 D MidDocument21 pagesLayout Drharun 010714 D MidPantho Panho100% (1)
- Modified Hierarchical Load Balancing Algorithm For Scheduling in Grid Computing (Economic & Time Constraint)Document8 pagesModified Hierarchical Load Balancing Algorithm For Scheduling in Grid Computing (Economic & Time Constraint)IJIRSTNo ratings yet
- Investigacion 3 QuestDocument13 pagesInvestigacion 3 QuestAlejandro Del Matto LiñanNo ratings yet
- Automating ANSYS for FEA ModelingDocument8 pagesAutomating ANSYS for FEA ModelingHarris DanielNo ratings yet
- Cost and Performance Aware Scheduling Technique For Cloud Computing EnvironmentDocument11 pagesCost and Performance Aware Scheduling Technique For Cloud Computing EnvironmentIJRES teamNo ratings yet
- ETRI Journal - 2020 - C - Task Failure Resilience Technique For Improving The Performance of MapReduce in HadoopDocument13 pagesETRI Journal - 2020 - C - Task Failure Resilience Technique For Improving The Performance of MapReduce in HadoopkavithaChinnaduraiNo ratings yet
- Process Layout On Advance CNG Cylinder ManufacturingDocument4 pagesProcess Layout On Advance CNG Cylinder ManufacturingInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Multi-Objective TaskDocument7 pagesMulti-Objective TaskSumanthNo ratings yet
- stanley assignmentDocument6 pagesstanley assignmentTimsonNo ratings yet
- Task Level Energy and Performance Assurance Workload Scheduling Model in Distributed Computing EnvironmentDocument7 pagesTask Level Energy and Performance Assurance Workload Scheduling Model in Distributed Computing EnvironmentIJRES teamNo ratings yet
- MOST TDABCostingJTI - EMER.2019.009Document24 pagesMOST TDABCostingJTI - EMER.2019.009fNo ratings yet
- Computers and Operations Research: Chao Guan, Zeqiang Zhang, Juhua Gong, Silu LiuDocument16 pagesComputers and Operations Research: Chao Guan, Zeqiang Zhang, Juhua Gong, Silu LiuAgus Tri HaryantoNo ratings yet
- Improving Plant Layout to Enhance Material Flow and ProductivityDocument5 pagesImproving Plant Layout to Enhance Material Flow and ProductivityNishant1993No ratings yet
- A Simulation Based Experimental Design For SBS RS War 2020 Simulation ModellDocument18 pagesA Simulation Based Experimental Design For SBS RS War 2020 Simulation Modellmohamed albasunyNo ratings yet
- Economic Space Optimization Using ITDocument13 pagesEconomic Space Optimization Using ITBranimir BobanacNo ratings yet
- An Integrated Optimization Framework For Reducing The Energy Consumption of Embedded Real-Time ApplicationsDocument6 pagesAn Integrated Optimization Framework For Reducing The Energy Consumption of Embedded Real-Time ApplicationsMohan RajNo ratings yet
- Template-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanDocument10 pagesTemplate-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanmurgadeepNo ratings yet
- Materials Today: Proceedings: C. Shiva Bala Chandra Mouli, Sudheer D. Kulkarni, S. DeepakDocument6 pagesMaterials Today: Proceedings: C. Shiva Bala Chandra Mouli, Sudheer D. Kulkarni, S. DeepakRakesh NNo ratings yet
- Resource Management in ConstructionDocument13 pagesResource Management in Constructiongilbert novensiusNo ratings yet
- FP Lec 4 (Compatibility Mode)Document52 pagesFP Lec 4 (Compatibility Mode)yehyaNo ratings yet
- Final Research Paper (RKGIT)Document4 pagesFinal Research Paper (RKGIT)Abhishek Kumar SinghNo ratings yet
- To Minimize Energy Consumption of Cloud Computing Data CentersDocument15 pagesTo Minimize Energy Consumption of Cloud Computing Data CentersJenny CastilloNo ratings yet
- Computerized Relative Allocation of Facilities Techniques (CRAFT) Algorithm Method For Redesign Production Layout (Case Study: PCL Company)Document11 pagesComputerized Relative Allocation of Facilities Techniques (CRAFT) Algorithm Method For Redesign Production Layout (Case Study: PCL Company)samawarohmaNo ratings yet
- Model-Driven Online Capacity Management for Component-Based Software SystemsFrom EverandModel-Driven Online Capacity Management for Component-Based Software SystemsNo ratings yet
- A New Model of Human Needs: November 2019Document15 pagesA New Model of Human Needs: November 2019abadi fikarNo ratings yet
- Sec 8 2 Z Test For A MeanDocument38 pagesSec 8 2 Z Test For A MeanBrute1989No ratings yet
- Design and MerchandisingDocument1 pageDesign and MerchandisingBrute1989No ratings yet
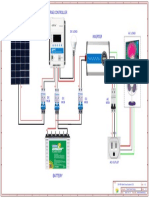
- Solar Panel Charge Controller: BatteryDocument1 pageSolar Panel Charge Controller: BatteryBrute1989No ratings yet
- Nftsea: Create A Next-Generation NFT PlatformDocument19 pagesNftsea: Create A Next-Generation NFT PlatformCynthiaNo ratings yet
- Rich Dad Poor Dad EbookDocument220 pagesRich Dad Poor Dad EbookBrute1989No ratings yet
- Human Capital Management: Dragan Mihajlović, Biljana IlićDocument5 pagesHuman Capital Management: Dragan Mihajlović, Biljana IlićBrute1989No ratings yet
- JLS 176 S4 187 Jamal The ExchangeDocument11 pagesJLS 176 S4 187 Jamal The ExchangeBrute1989No ratings yet
- Human Capital Management: Dragan Mihajlović, Biljana IlićDocument5 pagesHuman Capital Management: Dragan Mihajlović, Biljana IlićBrute1989No ratings yet
- Hypothesis Testing ExamplesDocument38 pagesHypothesis Testing ExamplesAnees RahmanNo ratings yet
- Human Capital Management: Dr. Radhika KapurDocument15 pagesHuman Capital Management: Dr. Radhika KapurBrute1989No ratings yet
- German Criminal Code (Strafgesetzbuch - STGB)Document165 pagesGerman Criminal Code (Strafgesetzbuch - STGB)Brute1989No ratings yet
- 1225 32274 1 10 20190115 PDFDocument29 pages1225 32274 1 10 20190115 PDFSN KhairudinNo ratings yet
- JLS 176 S4 187 Jamal The ExchangeDocument11 pagesJLS 176 S4 187 Jamal The ExchangeBrute1989No ratings yet
- Bott and Tour IshDocument26 pagesBott and Tour IshBrute1989No ratings yet
- Tesco CMR and Customer Satisfaction PDFDocument7 pagesTesco CMR and Customer Satisfaction PDFBrute1989No ratings yet
- Prepared For: Lecturer's Name:: Bachelor in Business Administration Semester 3Document7 pagesPrepared For: Lecturer's Name:: Bachelor in Business Administration Semester 3Brute1989No ratings yet
- Depression ReviewDocument10 pagesDepression ReviewBrute1989No ratings yet
- The Politics of Globalizing Expatriate Assignments: A Transaction Cost AnalysisDocument15 pagesThe Politics of Globalizing Expatriate Assignments: A Transaction Cost AnalysisBrute1989No ratings yet
- Thesis Report Online ShoppingDocument75 pagesThesis Report Online ShoppingBharati Raj100% (1)
- Canada: Migrat TDocument16 pagesCanada: Migrat TBrute19890% (1)
- Strategic Planning... AlafeDocument13 pagesStrategic Planning... AlafeBrute1989No ratings yet
- Prepared For: Lecturer's Name:: Bachelor in Business Administration Semester 3Document6 pagesPrepared For: Lecturer's Name:: Bachelor in Business Administration Semester 3Brute1989No ratings yet
- Bachelor in Business Administration Semester 3: Prepared For: Lecturer's NameDocument11 pagesBachelor in Business Administration Semester 3: Prepared For: Lecturer's NameBrute1989No ratings yet
- International Buisiness ManagementDocument9 pagesInternational Buisiness ManagementBrute1989No ratings yet
- International Buisiness Management 2Document10 pagesInternational Buisiness Management 2Brute1989No ratings yet
- Turner Fire Protection Payment Voucher PDFDocument2 pagesTurner Fire Protection Payment Voucher PDFBrute1989No ratings yet
- Bachelor in Business Administration Semester 3: Prepared For: Lecturer's Name: Ms. Najwatun Najah BT Ahmad SupianDocument25 pagesBachelor in Business Administration Semester 3: Prepared For: Lecturer's Name: Ms. Najwatun Najah BT Ahmad SupianBrute1989No ratings yet
- BBA Semester 3 Assignment on Marriott International's Business Overview, Goals and TrendsDocument17 pagesBBA Semester 3 Assignment on Marriott International's Business Overview, Goals and TrendsBrute1989No ratings yet
- Gantrex b17Document2 pagesGantrex b17martin100% (1)
- PTTI Presentation Prepared at STEVTADocument35 pagesPTTI Presentation Prepared at STEVTAkhalidhussainrazaNo ratings yet
- RESUMEDocument3 pagesRESUMEravi 1234No ratings yet
- 11 Mindfuck Tactics Used by Abusers and Cult LeadersDocument3 pages11 Mindfuck Tactics Used by Abusers and Cult LeadersIgnotum Umbra100% (1)
- Writing Task 1 - Integrated Question (Test #12) : Your Guide For TOEFL Writing 24+Document3 pagesWriting Task 1 - Integrated Question (Test #12) : Your Guide For TOEFL Writing 24+AstridBarraNo ratings yet
- Verb Tense Grade 9Document2 pagesVerb Tense Grade 9tba.shraddhaNo ratings yet
- EFDC - Explorer Users Manual (040416-Draft)Document74 pagesEFDC - Explorer Users Manual (040416-Draft)Jongjib ParkNo ratings yet
- Body Control System: SectionDocument95 pagesBody Control System: SectionEgoro KapitoNo ratings yet
- 9781315173078Document187 pages9781315173078John Leandro ReyesNo ratings yet
- Mse 104 HW#4Document2 pagesMse 104 HW#4Dendi ZezimaNo ratings yet
- L410 Maintenance Manual Chapter OverviewDocument26 pagesL410 Maintenance Manual Chapter OverviewGims BuafNo ratings yet
- (Journal) AN INNER QUALITY APPROACH TO REDUCINGDocument9 pages(Journal) AN INNER QUALITY APPROACH TO REDUCINGMery SanavieNo ratings yet
- Floriculture Industry in IndiaDocument93 pagesFloriculture Industry in Indiahshah56750% (4)
- CERI Crude Oil Report - January 2023Document6 pagesCERI Crude Oil Report - January 2023avinash mohantyNo ratings yet
- Legris Compression Fitting With PLDocument36 pagesLegris Compression Fitting With PLhannahveluz_iasNo ratings yet
- Political Persuasive Essay TopicsDocument6 pagesPolitical Persuasive Essay Topicsbopajagenal2100% (2)
- Electronics World 1960-09Document142 pagesElectronics World 1960-09Washington RibeiroNo ratings yet
- VCap - Mano Flats - PerungalathurDocument1 pageVCap - Mano Flats - PerungalathuromersonNo ratings yet
- Micro-Machining and Micro-Grinding With Tools Fabricated by Micro Electro-Discharge MachiningDocument17 pagesMicro-Machining and Micro-Grinding With Tools Fabricated by Micro Electro-Discharge Machiningpathi777No ratings yet
- Acknowledgement Master Thesis SampleDocument7 pagesAcknowledgement Master Thesis Samplebk3q07k5100% (2)
- Experiment No.5 Forced Convection: Heat Transfer Laboratory (MECH3123)Document6 pagesExperiment No.5 Forced Convection: Heat Transfer Laboratory (MECH3123)Raj PratyushNo ratings yet
- Coursebook Analysis Jeremy Harmer How To Teach English Pearson 2007Document1 pageCoursebook Analysis Jeremy Harmer How To Teach English Pearson 2007Jamie Leigh McGeorgeNo ratings yet
- Gate 2 K 13 PosterDocument1 pageGate 2 K 13 Poster7killers4uNo ratings yet
- ERAB Licence Limit DescriptionDocument2 pagesERAB Licence Limit DescriptionsrimantaNo ratings yet
- Faren Buildcon Plasto ReadyDocument1 pageFaren Buildcon Plasto ReadyFaren TradersNo ratings yet
- Notes 2 PDFDocument5 pagesNotes 2 PDFJoel DsouzaNo ratings yet
- Ut350 ConfigDocument21 pagesUt350 ConfigrenzomcuevaNo ratings yet
- R55 R-Series 60 HZ FinalDocument2 pagesR55 R-Series 60 HZ FinalCelso Fernandes BentoNo ratings yet