You might also like
- Rezaeiashtiani 2015Document13 pagesRezaeiashtiani 2015moonstarNo ratings yet
- Effect of Welding Current On MechanDocument3 pagesEffect of Welding Current On MechanShirohime HajikujiNo ratings yet
- (Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFDocument8 pages(Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFelmiraNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- Eperimental Investigation of Effects of Welding Current and Elektrode AngleDocument3 pagesEperimental Investigation of Effects of Welding Current and Elektrode AngleMuizz AbdullahNo ratings yet
- Durability de MST 2014Document19 pagesDurability de MST 2014irfankohaaNo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- 3 13Document8 pages3 13pitoulabeteNo ratings yet
- Experimental Investigation of Resistance Spot Welding of Duplex Stainless SteelDocument5 pagesExperimental Investigation of Resistance Spot Welding of Duplex Stainless SteelM.SoundarrajanNo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERNo ratings yet
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsDocument15 pagesComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabNo ratings yet
- Common Root Causes of Pressure Vessel Failures: A Review: Akademia BaruDocument16 pagesCommon Root Causes of Pressure Vessel Failures: A Review: Akademia BaruJuan David RRiosNo ratings yet
- ÖDEV materials-12-01108Document16 pagesÖDEV materials-12-01108Serkan APAYNo ratings yet
- 18934-Article Text PDF-112287-2-10-20211222Document16 pages18934-Article Text PDF-112287-2-10-20211222jiji wangNo ratings yet
- Ipc2012 90242Document8 pagesIpc2012 90242Marcelo Varejão CasarinNo ratings yet
- Jmet Vol4 No1 Fullpaper3Document26 pagesJmet Vol4 No1 Fullpaper3Ariel FerrerNo ratings yet
- Effect of Multi-Pass SMAW Welding On The Surface HDocument7 pagesEffect of Multi-Pass SMAW Welding On The Surface HYousab CreatorNo ratings yet
- XIII 2272 90r2Document14 pagesXIII 2272 90r2DavisTranNo ratings yet
- Local Mechanical Properties of Radial Friction Welded Supermartensitic StainlessDocument16 pagesLocal Mechanical Properties of Radial Friction Welded Supermartensitic StainlessC_rovereNo ratings yet
- IUST v19n4p1 enDocument10 pagesIUST v19n4p1 enS Rao PNo ratings yet
- The Effect of Groove Welding On Mechanical PropertDocument8 pagesThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarNo ratings yet
- Influence of Groove Angle On Hardness and Reinforcement Height of Shielded Metal Arc Welded Joints For Low Carbon AISI 1016 Steel PlatesDocument4 pagesInfluence of Groove Angle On Hardness and Reinforcement Height of Shielded Metal Arc Welded Joints For Low Carbon AISI 1016 Steel PlatesMoin ANo ratings yet
- 508 2293 5 PB PDFDocument9 pages508 2293 5 PB PDFarjun prajapatiNo ratings yet
- Metals: Heat Input Influence On The Fatigue Life of Welds From Steel S460MCDocument14 pagesMetals: Heat Input Influence On The Fatigue Life of Welds From Steel S460MCArab WeldersNo ratings yet
- ETJ - Volume 41 - Issue 7 - Pages 1-9 NewDocument9 pagesETJ - Volume 41 - Issue 7 - Pages 1-9 Newhameed.laftaNo ratings yet
- Optimizing Tensile Strength of Low-Alloy Steel Joints in Upset WeldingDocument5 pagesOptimizing Tensile Strength of Low-Alloy Steel Joints in Upset Weldingabraham silva hernandezNo ratings yet
- DUMKAL INSTITUTE OF ENGINEERING & TECHNOLOGY - Submerged ARC Welding Process and PrinciplesDocument6 pagesDUMKAL INSTITUTE OF ENGINEERING & TECHNOLOGY - Submerged ARC Welding Process and PrinciplesabcNo ratings yet
- Weld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFDocument20 pagesWeld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFpumud pumudNo ratings yet
- DOI: 10.1515/amm-2016-0198Document8 pagesDOI: 10.1515/amm-2016-0198BHARANINo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelAngga Pamilu PutraNo ratings yet
- Influence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloyDocument11 pagesInfluence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloysaifbenNo ratings yet
- Investigation on the Effect of Welding Consumables on Carbon Steel PropertiesDocument11 pagesInvestigation on the Effect of Welding Consumables on Carbon Steel PropertiesvonipkoNo ratings yet
- Prediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDocument16 pagesPrediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDhruv PatelNo ratings yet
- 921750 Submerged Arc Welding a Review PaperDocument4 pages921750 Submerged Arc Welding a Review PaperSudhanshu KumarNo ratings yet
- Effect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...Document16 pagesEffect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...azb00178No ratings yet
- Effect of Welding Current on Mechanical Properties of Steel WeldsDocument9 pagesEffect of Welding Current on Mechanical Properties of Steel WeldsMuhammad Zuhdi SyihabNo ratings yet
- Optimizing Resistance Spot Welding ParametersDocument10 pagesOptimizing Resistance Spot Welding ParametersM. SukarmanNo ratings yet
- Effect of Welding Current on A36 Steel Joint PropertiesDocument10 pagesEffect of Welding Current on A36 Steel Joint PropertiesBasim Al-bhadleNo ratings yet
- 2023 Study of Resistant Spot Welding and Its Effect On The Metallurgical and Mechanical Properties - A ReviewDocument9 pages2023 Study of Resistant Spot Welding and Its Effect On The Metallurgical and Mechanical Properties - A Reviewguravshubham7777No ratings yet
- Resistance WeldingDocument7 pagesResistance Weldingswaroop_exlncNo ratings yet
- To Appear in MeasurementDocument28 pagesTo Appear in Measurementالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- UWFSW Cu in AIP Conference Proceedings 23-07-2019Document9 pagesUWFSW Cu in AIP Conference Proceedings 23-07-2019Ethiraj NarasimhaluNo ratings yet
- Repair welding Cr-Mo steels without PWHT techniquesDocument3 pagesRepair welding Cr-Mo steels without PWHT techniquesAnonymous nw5AXJqjd25% (4)
- 59656Document14 pages59656Joel BrasilBorgesNo ratings yet
- Fatigue Crack Growth in Welded Rails: January 2005Document7 pagesFatigue Crack Growth in Welded Rails: January 2005Deepak BhardwajNo ratings yet
- Materials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaDocument4 pagesMaterials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaPratikraj GohilNo ratings yet
- Mathematical Model To Predict Heat Flow in Underwater Friction Stud WeldingDocument4 pagesMathematical Model To Predict Heat Flow in Underwater Friction Stud WeldingArun KumarNo ratings yet
- RESID. STRESS - Effect of Residual Stresses in The ZTA of Welds of S700MCDocument14 pagesRESID. STRESS - Effect of Residual Stresses in The ZTA of Welds of S700MCGabriel PaesNo ratings yet
- Ijret20150403006 PDFDocument5 pagesIjret20150403006 PDFPatricio G. ArrienNo ratings yet
- A Review Paper On Optimization of Shield PDFDocument8 pagesA Review Paper On Optimization of Shield PDFZen KingNo ratings yet
- Exploring The Boundaries of Refill Friction Stir Spot Welding: Influence of Short Welding Times On Joint PerformanceDocument13 pagesExploring The Boundaries of Refill Friction Stir Spot Welding: Influence of Short Welding Times On Joint PerformanceafabNo ratings yet
- Low-Cycle Fatigue Properties of X70 HF-ERW PipesDocument11 pagesLow-Cycle Fatigue Properties of X70 HF-ERW PipesAyon RoyNo ratings yet
- Spot Welding of 6061 Aluminum Alloy by Friction Stir Spot Welding ProcessDocument4 pagesSpot Welding of 6061 Aluminum Alloy by Friction Stir Spot Welding Processosama1928No ratings yet
- Aeletters 2023 8 2 3Document10 pagesAeletters 2023 8 2 3miskoscribdNo ratings yet
- Investigating The Effect of Electrode Preheating in Novel Water-Cooled Advanced Submerged Arc Welding ProcessDocument15 pagesInvestigating The Effect of Electrode Preheating in Novel Water-Cooled Advanced Submerged Arc Welding ProcessTEJENDRA SINGH SINGHALNo ratings yet
- 50IJMPERDFEB201950Document8 pages50IJMPERDFEB201950TJPRC PublicationsNo ratings yet
- IEI Journal PaperDocument7 pagesIEI Journal PaperPearl IPNo ratings yet
- Welding Characteristics of 304 306 316 SDocument3 pagesWelding Characteristics of 304 306 316 SHenry León HenaoNo ratings yet
- Welding of Austenitic Stainless Steel Using Double Sided Arc Welding ProcessDocument6 pagesWelding of Austenitic Stainless Steel Using Double Sided Arc Welding ProcessShaat KumarNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- SSC SyllabusDocument6 pagesSSC SyllabusrickyNo ratings yet
- Industry 4.0 in INDIAN Manufacturing SMESDocument4 pagesIndustry 4.0 in INDIAN Manufacturing SMESSreejith S NairNo ratings yet
- Optimization of Drilling Process On Al-SiC CompositeDocument5 pagesOptimization of Drilling Process On Al-SiC CompositeSreejith S NairNo ratings yet
- Optimization of Drilling Parameters of Hybrid Metal Matrix CompositesDocument9 pagesOptimization of Drilling Parameters of Hybrid Metal Matrix CompositesSreejith S NairNo ratings yet
- Optimization of Machining ParametersDocument9 pagesOptimization of Machining ParametersSreejith S NairNo ratings yet
- Lecture 1Document75 pagesLecture 1ADUGNANo ratings yet
- AnsCrossword Puzzle Maker - Final PuzzleDocument1 pageAnsCrossword Puzzle Maker - Final PuzzleSreejith S NairNo ratings yet
- The Explosives Act, 1884 - Arrangement of SectionsDocument12 pagesThe Explosives Act, 1884 - Arrangement of SectionsSreejith S NairNo ratings yet
- GMAW Welding Optimization Using Genetic AlgorithmsDocument7 pagesGMAW Welding Optimization Using Genetic AlgorithmsSreejith S NairNo ratings yet
- Dr. Mahalingam College of Engineering and Technology, Pollachi - 642003Document2 pagesDr. Mahalingam College of Engineering and Technology, Pollachi - 642003Sreejith S NairNo ratings yet
- Workman Compensation ActDocument38 pagesWorkman Compensation ActsridharpalledaNo ratings yet
- Industrial AccidentsDocument22 pagesIndustrial AccidentsSreejith S NairNo ratings yet
- Safety Auditing in BHEL Plant to Identify Hazards and Minimize RiskDocument2 pagesSafety Auditing in BHEL Plant to Identify Hazards and Minimize RiskSreejith S NairNo ratings yet
- CO2: Explain The Measurement and Monitoring TechniquesDocument41 pagesCO2: Explain The Measurement and Monitoring TechniquesSreejith S NairNo ratings yet
- Ie Rules-1956Document191 pagesIe Rules-1956Murali MohanNo ratings yet
- Electricity Act 2003Document40 pagesElectricity Act 2003Raveesh Rahul50% (2)
- 10principles 160307131348Document11 pages10principles 160307131348Sreejith S NairNo ratings yet
- Safety Auditing in BHEL Plant to Identify Hazards and Minimize RiskDocument2 pagesSafety Auditing in BHEL Plant to Identify Hazards and Minimize RiskSreejith S NairNo ratings yet
- In Safety 110702002633 Phpapp01 PDFDocument23 pagesIn Safety 110702002633 Phpapp01 PDFSreejith S NairNo ratings yet
- Materialshandling 121206214859 Phpapp02 PDFDocument28 pagesMaterialshandling 121206214859 Phpapp02 PDFnejuuNo ratings yet
- Bench GrinderDocument1 pageBench GrinderSreejith S NairNo ratings yet
- Tools For Going Online: Windows Operating System (Installation Instructions)Document10 pagesTools For Going Online: Windows Operating System (Installation Instructions)Sreejith S NairNo ratings yet
- 10/22/2013 at Kamlesh JainDocument22 pages10/22/2013 at Kamlesh JainSreejith S NairNo ratings yet
- A Toxicological Review of The Products of Combustion: J C WakefieldDocument44 pagesA Toxicological Review of The Products of Combustion: J C WakefieldSreejith S NairNo ratings yet
- NPTEL Course Completion Certificate for SREEJITH S NAIRDocument1 pageNPTEL Course Completion Certificate for SREEJITH S NAIRSreejith S NairNo ratings yet
- Material Handling: Principles & Equipment Description Definition of Material HandlingDocument33 pagesMaterial Handling: Principles & Equipment Description Definition of Material HandlingramtwinsmeNo ratings yet
- Whatismaterialhandling 111118045842 Phpapp01 PDFDocument35 pagesWhatismaterialhandling 111118045842 Phpapp01 PDFSreejith S NairNo ratings yet
- Live Interactions Via Google Meet: Kameswari Chebrolu Department of CSE, IIT BombayDocument5 pagesLive Interactions Via Google Meet: Kameswari Chebrolu Department of CSE, IIT BombayAshok Kumar RajanavarNo ratings yet
- Course Content Organization and Sharing Via Google Drive: Kameswari Chebrolu Department of CSE, IIT BombayDocument5 pagesCourse Content Organization and Sharing Via Google Drive: Kameswari Chebrolu Department of CSE, IIT BombaySreejith S NairNo ratings yet
- Automotive Infotainment SystemDocument20 pagesAutomotive Infotainment SystemSreejith S NairNo ratings yet
- Speeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingDocument28 pagesSpeeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingAbel David Olmos BotelloNo ratings yet
- Astm A 564Document7 pagesAstm A 564GeorgeAzmirNo ratings yet
- Vogt Valves Post Weld Heat Treatment of Socket Weld WalvesDocument7 pagesVogt Valves Post Weld Heat Treatment of Socket Weld Walvesgm_revankarNo ratings yet
- Why Use Duplex StainlessDocument2 pagesWhy Use Duplex StainlessPaolo VisentinNo ratings yet
- Aveng Trident Steel Catalogue - 38Document65 pagesAveng Trident Steel Catalogue - 38Johan ConradieNo ratings yet
- 011-Astm A 131 2008 Structural Steel For Ships PDFDocument7 pages011-Astm A 131 2008 Structural Steel For Ships PDFgraduateNo ratings yet
- SP-1173 - Welding of MetalsDocument15 pagesSP-1173 - Welding of Metalschandana kumar67% (3)
- Echivalenta Internationala MaterialeDocument2 pagesEchivalenta Internationala Materialenelu dicanNo ratings yet
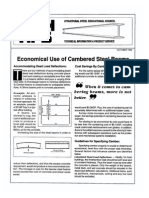
- CamberDocument4 pagesCamberdorao80No ratings yet
- Description: - Butterfly Valve DN 25 - 600Document2 pagesDescription: - Butterfly Valve DN 25 - 600JeromeNo ratings yet
- Introduction to Arc Welding (SMAWDocument36 pagesIntroduction to Arc Welding (SMAWJo ShNo ratings yet
- HNC Unit 3 - Engineering Science LO3 - Explore The Characteristics and Properties of Engineering MaterialsDocument7 pagesHNC Unit 3 - Engineering Science LO3 - Explore The Characteristics and Properties of Engineering MaterialsNoel JenningsNo ratings yet
- As 1085.13-2002 Railway Track Material Spring Fastening Spikes For Sleeper PlatesDocument7 pagesAs 1085.13-2002 Railway Track Material Spring Fastening Spikes For Sleeper PlatesSAI Global - APACNo ratings yet
- 01-Division 15-Section 15002 Standards & Regulations-VersionDocument41 pages01-Division 15-Section 15002 Standards & Regulations-VersionKrishna Kumar100% (1)
- 2205 InfoDocument6 pages2205 InfoMave75No ratings yet
- Saudi Aramco SAES W 011Document40 pagesSaudi Aramco SAES W 011Yasser Abd El Fattah100% (21)
- Issue & Challeges in Steel IndustryDocument33 pagesIssue & Challeges in Steel IndustryPrachi 21No ratings yet
- SCI Steel Buildings BenefitsDocument24 pagesSCI Steel Buildings BenefitsengkjNo ratings yet
- DESIGN OF PRESSURE VESSEL Full Report DEDocument48 pagesDESIGN OF PRESSURE VESSEL Full Report DELuis Muñoz100% (1)
- en - WW FactSheet - Main 01Document1 pageen - WW FactSheet - Main 01Mario FuentesklrlyNo ratings yet
- AISI 4140 Alloy Steel PropertiesDocument3 pagesAISI 4140 Alloy Steel PropertiesSatrio AmiruddinNo ratings yet
- Engineering Materials MCQsDocument66 pagesEngineering Materials MCQsVictoriaNo ratings yet
- Alloying Elements of Steels and PropertiesDocument3 pagesAlloying Elements of Steels and PropertiesdaimaheshNo ratings yet
- AWS Reviewer 0.11Document42 pagesAWS Reviewer 0.11Cedric MercadoNo ratings yet
- Final ProjectDocument87 pagesFinal ProjectSk MobilesNo ratings yet
- Review On Defects in Hot Forging Process-InvestigationDocument9 pagesReview On Defects in Hot Forging Process-InvestigationSamrat KumarNo ratings yet
- Castor Oil Production ReportDocument17 pagesCastor Oil Production ReportRushikesh MundeNo ratings yet
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDocument8 pagesKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadNo ratings yet
- Amp16302p032 PDFDocument6 pagesAmp16302p032 PDFChandra SekarNo ratings yet
- Tig Welding Method and Application NewDocument59 pagesTig Welding Method and Application NewKentDemeterio100% (1)