You might also like
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- Metallurgical Design and Development of High-Grade Line PipeDocument9 pagesMetallurgical Design and Development of High-Grade Line PipeMarcelo Varejão CasarinNo ratings yet
- 30Cr2Ni4MoV MaterialDocument12 pages30Cr2Ni4MoV Materiallacoste11111No ratings yet
- Research Article: Very High Cycle Fatigue Crack Initiation Mechanism in Nugget Zone of AA 7075 Friction Stir Welded JointDocument11 pagesResearch Article: Very High Cycle Fatigue Crack Initiation Mechanism in Nugget Zone of AA 7075 Friction Stir Welded JointFrancesco MontagnoliNo ratings yet
- Fatigue Properties of Ferritebainite Dual-Phase X80 Pipeline Steel Welded JointsDocument11 pagesFatigue Properties of Ferritebainite Dual-Phase X80 Pipeline Steel Welded JointsJohan Esteban Garcia PuentesNo ratings yet
- Development and Production of Heavy Gauge X70 Pipeline Plate For Deep Water Pipe Applications at Shougang SteelDocument7 pagesDevelopment and Production of Heavy Gauge X70 Pipeline Plate For Deep Water Pipe Applications at Shougang SteelMarcelo Varejão CasarinNo ratings yet
- Effect of Welding Parameters on Tensile Strength of Spot WeldsDocument4 pagesEffect of Welding Parameters on Tensile Strength of Spot WeldsSreejith S NairNo ratings yet
- Effect of Welding Sequence and The Transverse GeomDocument18 pagesEffect of Welding Sequence and The Transverse GeomAris WicaksonoNo ratings yet
- Transient High-Frequency Welding Simulations of Dual-Phase SteelsDocument9 pagesTransient High-Frequency Welding Simulations of Dual-Phase Steelsc131508No ratings yet
- Microstructure Properties Corrosion Characterization Welded Joint Novel Welding ProcessDocument12 pagesMicrostructure Properties Corrosion Characterization Welded Joint Novel Welding ProcessRami GhorbelNo ratings yet
- DDTW Properties For High Strength Line Pipe SteelsDocument5 pagesDDTW Properties For High Strength Line Pipe SteelsWagner Duarte FloresNo ratings yet
- Modelling of Slant Failure Using Small Size SpecimenDocument10 pagesModelling of Slant Failure Using Small Size SpecimenMarcelo Varejão CasarinNo ratings yet
- XIII 2272 90r2Document14 pagesXIII 2272 90r2DavisTranNo ratings yet
- Local Mechanical Properties of Radial Friction Welded Supermartensitic StainlessDocument16 pagesLocal Mechanical Properties of Radial Friction Welded Supermartensitic StainlessC_rovereNo ratings yet
- Microstructure and toughness of coarse grain heat-affected zone of domestic X70 pipeline steelDocument7 pagesMicrostructure and toughness of coarse grain heat-affected zone of domestic X70 pipeline steelLuan CaetanoNo ratings yet
- Ipc2012 90242Document8 pagesIpc2012 90242Marcelo Varejão CasarinNo ratings yet
- Artigo Questão 1Document7 pagesArtigo Questão 1eduardoNo ratings yet
- Zhou 2014Document11 pagesZhou 2014Alireza KhodabandehNo ratings yet
- X100 - Girth Welding, Joint Properties and Defect ToleranceDocument13 pagesX100 - Girth Welding, Joint Properties and Defect ToleranceAlberto ChazarretaNo ratings yet
- The Galvanic Effect of High-Strength Weathering Steel Welded Joints and Its Influence On Corrosion ResistanceDocument12 pagesThe Galvanic Effect of High-Strength Weathering Steel Welded Joints and Its Influence On Corrosion ResistanceSREEJITH S NAIRNo ratings yet
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsDocument15 pagesComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabNo ratings yet
- Stresses in Repair Welding of High-Strength Steels-Part 1: Restraint and Cold Cracking RiskDocument13 pagesStresses in Repair Welding of High-Strength Steels-Part 1: Restraint and Cold Cracking RiskafabNo ratings yet
- Materials and Design: Z.Y. Zhu, C.Y. Deng, Y. Wang, Z.W. Yang, J.K. Ding, D.P. WangDocument8 pagesMaterials and Design: Z.Y. Zhu, C.Y. Deng, Y. Wang, Z.W. Yang, J.K. Ding, D.P. WangMohamed NasrNo ratings yet
- Journal of Constructional Steel Research: Jin Jiang, Mingshan ZhaoDocument9 pagesJournal of Constructional Steel Research: Jin Jiang, Mingshan ZhaoSaid HaggagNo ratings yet
- Mechanical Property, Hic and SSCC Test Analysis of L245Ns Anti-Sulfur Bending PipeDocument5 pagesMechanical Property, Hic and SSCC Test Analysis of L245Ns Anti-Sulfur Bending PipeMarcelo Varejão CasarinNo ratings yet
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNo ratings yet
- IJETR041265Document6 pagesIJETR041265erpublicationNo ratings yet
- (Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFDocument8 pages(Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFelmiraNo ratings yet
- High Strength PipelinesDocument13 pagesHigh Strength Pipelinesjptl6477No ratings yet
- DOI: 10.1515/amm-2016-0198Document8 pagesDOI: 10.1515/amm-2016-0198BHARANINo ratings yet
- Characterization of INCONEL Alloy 740H For Tube, Pipe and Fittings For Advanced Supercritical CO SystemsDocument15 pagesCharacterization of INCONEL Alloy 740H For Tube, Pipe and Fittings For Advanced Supercritical CO SystemsAnonymous lmCR3SkPrKNo ratings yet
- Effect of Welding Speed and Post Weld Heat Treatment On Microstructural and Mechanical Properties of Alpha Beta Titanium Alloy EB WeldsDocument13 pagesEffect of Welding Speed and Post Weld Heat Treatment On Microstructural and Mechanical Properties of Alpha Beta Titanium Alloy EB Weldsvamsi krishnaNo ratings yet
- Damage Investigation On Welded TubesDocument6 pagesDamage Investigation On Welded TubesOmarNo ratings yet
- Zhao - Lee - Post Weld Heat Treatment For High Strength Steel Welded ConnectionsDocument11 pagesZhao - Lee - Post Weld Heat Treatment For High Strength Steel Welded Connectionsbob8c5No ratings yet
- Investigation on the Effect of Welding Consumables on Carbon Steel PropertiesDocument11 pagesInvestigation on the Effect of Welding Consumables on Carbon Steel PropertiesvonipkoNo ratings yet
- Effect of finish cooling temperature on microstructure and properties of novel pipeline steelDocument10 pagesEffect of finish cooling temperature on microstructure and properties of novel pipeline steelamnajamNo ratings yet
- 3.micro Friction Stir Welding ContactsDocument4 pages3.micro Friction Stir Welding ContactsGolla AnilNo ratings yet
- Psyk 2017Document7 pagesPsyk 2017popescu roxanaNo ratings yet
- Yin 2015Document11 pagesYin 2015carlosNo ratings yet
- Experimental Research On The Corrosion of X Series Pipel - 2017 - Engineering Fa PDFDocument12 pagesExperimental Research On The Corrosion of X Series Pipel - 2017 - Engineering Fa PDFXONΔΡΑΚΗΣ ΓΙΩΡΓΟΣNo ratings yet
- Heavy Gauge UOE Pipe With Improved Compressive Strength For Offshore PipelineDocument7 pagesHeavy Gauge UOE Pipe With Improved Compressive Strength For Offshore PipelineMarcelo Varejão CasarinNo ratings yet
- Pipeline Weldability IMPORTANTDocument14 pagesPipeline Weldability IMPORTANTrubilNo ratings yet
- Suitability Evaluation of X100 Steel Pipes For High Pressure Gas Transportation Pipelines by Full Scale TestsDocument18 pagesSuitability Evaluation of X100 Steel Pipes For High Pressure Gas Transportation Pipelines by Full Scale TestsdgkmurtiNo ratings yet
- Steel-Reinforced Polyethylene Pipe Welding ResearchDocument7 pagesSteel-Reinforced Polyethylene Pipe Welding ResearchHilman NurzenNo ratings yet
- PWHT Post PrintDocument32 pagesPWHT Post PrintMoustafa MohamedNo ratings yet
- Main Tension Steel in High Strength Concrete Deep and Short BeamsDocument13 pagesMain Tension Steel in High Strength Concrete Deep and Short BeamsbbeeNo ratings yet
- Title: Failure Analysis of Thermowell Weldment CrackingDocument12 pagesTitle: Failure Analysis of Thermowell Weldment CrackingFandrio PermataNo ratings yet
- Effect of Weld Consumable Conditioning On The Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 SteelsDocument15 pagesEffect of Weld Consumable Conditioning On The Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 SteelsWaris Nawaz KhanNo ratings yet
- Eliminating Post-Weld Heat Treatment in Repair Welding by Temper Bead TechniqueDocument9 pagesEliminating Post-Weld Heat Treatment in Repair Welding by Temper Bead TechniqueSyarief NahdiNo ratings yet
- Microstructure and Mechanical Properties of Two API Steels For Iron Ore PipelinesDocument7 pagesMicrostructure and Mechanical Properties of Two API Steels For Iron Ore PipelinesNilesh MistryNo ratings yet
- Effects of Alternating Current Interference On Corrosion of X60 Pipeline SteelDocument9 pagesEffects of Alternating Current Interference On Corrosion of X60 Pipeline SteelIsland BoyNo ratings yet
- Fire ResistanceDocument15 pagesFire ResistanceMadhura SridharanNo ratings yet
- SI 2015 For LUPINDocument23 pagesSI 2015 For LUPINr_saniosNo ratings yet
- Rezaeiashtiani 2015Document13 pagesRezaeiashtiani 2015moonstarNo ratings yet
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocument13 pagesFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507No ratings yet
- The Effect of Elevated Temperature BY FIRST R1Document35 pagesThe Effect of Elevated Temperature BY FIRST R1jongchai jaitrongNo ratings yet
- 1 s2.0 S2214860422004390 MainDocument12 pages1 s2.0 S2214860422004390 Mainlethao2011No ratings yet
- JETIR1705014Document7 pagesJETIR1705014Animesh Dutt Mishra (B20MT006)No ratings yet
- Asme CTOD FractureDocument10 pagesAsme CTOD FractureJim GrayNo ratings yet
- Pipeline Defect Repair MethodsDocument20 pagesPipeline Defect Repair MethodsAyon RoyNo ratings yet
- Fatigue Crack Propagation in Weld JointsDocument8 pagesFatigue Crack Propagation in Weld JointsAyon RoyNo ratings yet
- Fatigue Crack Growth Rate Analysis in API5LX70 PDFDocument11 pagesFatigue Crack Growth Rate Analysis in API5LX70 PDFAyon RoyNo ratings yet
- Crack Propagation and Arrest in Gas PipelinesDocument23 pagesCrack Propagation and Arrest in Gas PipelinesAyon RoyNo ratings yet
- Direct AssessmentDocument8 pagesDirect AssessmentReji J Thoppil100% (1)
- Analysis of Microcracks in Weld Line of ERW PipeDocument7 pagesAnalysis of Microcracks in Weld Line of ERW PipeAyon RoyNo ratings yet
- Battelle's Report - ERW & Flash Weld SeamsDocument99 pagesBattelle's Report - ERW & Flash Weld SeamsAyon Roy100% (1)
- Abstract - Corrosion, Failure & PreventionDocument1 pageAbstract - Corrosion, Failure & PreventionAyon RoyNo ratings yet
- Corrosion, Metallurgy, Failure Analysis & PreventionDocument14 pagesCorrosion, Metallurgy, Failure Analysis & PreventionAyon RoyNo ratings yet
- Paper - Challenges Faced in HDDDocument5 pagesPaper - Challenges Faced in HDDAyon RoyNo ratings yet
- Understanding of Oil & Gas Business - ARDocument13 pagesUnderstanding of Oil & Gas Business - ARAyon RoyNo ratings yet
- Tool AssessmentDocument1 pageTool AssessmentAyon RoyNo ratings yet
- Paper - Challenges Faced in HDDDocument5 pagesPaper - Challenges Faced in HDDAyon RoyNo ratings yet
- Manual de Servicio Vantage 500Document110 pagesManual de Servicio Vantage 500953997601100% (2)
- American Welding SocietyDocument56 pagesAmerican Welding SocietyJUAN RAMOSNo ratings yet
- Shop LayoutDocument1 pageShop LayoutRaphaelle DinaraNo ratings yet
- Fatigue Assessment of Ship StructuresDocument25 pagesFatigue Assessment of Ship StructuresAlex TheodoulNo ratings yet
- Is 14443 1997Document26 pagesIs 14443 1997JGD123No ratings yet
- Steel Connection WeldingDocument56 pagesSteel Connection WeldingKentDemeterio100% (2)
- SABP W 001 Welding of Cast Iron PDFDocument15 pagesSABP W 001 Welding of Cast Iron PDFKeng LengNo ratings yet
- Self-Learning Home Task (SLHT)Document6 pagesSelf-Learning Home Task (SLHT)Felix MilanNo ratings yet
- NR216 Vol 01Document232 pagesNR216 Vol 01Weverthon BeiralNo ratings yet
- Kobelco Handbook2011Document200 pagesKobelco Handbook2011dnatarajan100% (5)
- 68 Multiple Choice Questions: No Answer GivenDocument18 pages68 Multiple Choice Questions: No Answer GivenAkram AlhaddadNo ratings yet
- WORKSHOPDocument9 pagesWORKSHOPManjunatha EikilaNo ratings yet
- 9 14 Pages MCQS CSWIP 3.1 Question Answers Solved Past Papers Cswip 3.1Document14 pages9 14 Pages MCQS CSWIP 3.1 Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad Ali86% (21)
- BMMP 1303 Lab Test Welding 1819Document4 pagesBMMP 1303 Lab Test Welding 1819Hairul Effendy Ab MaulodNo ratings yet
- Fieldpro Smart Feeder: Om-264 234D ProcessesDocument52 pagesFieldpro Smart Feeder: Om-264 234D ProcessesReino Carlito Cordero GiroyNo ratings yet
- Catálogo JacksonDocument5 pagesCatálogo Jacksonmarlon diazNo ratings yet
- Piping: Kevin D. Rafferty, P.E. Geo-Heat Center Klamath Falls, Oregon 97601Document19 pagesPiping: Kevin D. Rafferty, P.E. Geo-Heat Center Klamath Falls, Oregon 97601danianpdNo ratings yet
- Radioscopic Examination of Weldments: Standard Test Method ForDocument5 pagesRadioscopic Examination of Weldments: Standard Test Method ForERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Standard Specification For Positive Material Identification (PMI) at Supplier's WorksDocument8 pagesStandard Specification For Positive Material Identification (PMI) at Supplier's WorksmanuneedhiNo ratings yet
- Im Ac DC 1000 SD PDFDocument51 pagesIm Ac DC 1000 SD PDFAbdala Aziz HASSANNo ratings yet
- American Alloy ASTM SpecsDocument24 pagesAmerican Alloy ASTM SpecsAlejandro CanoNo ratings yet
- IIAR ProcedimientodeSoldadura PDFDocument12 pagesIIAR ProcedimientodeSoldadura PDFmelator100% (3)
- 686 Electromedical Technology 2nd SemDocument24 pages686 Electromedical Technology 2nd Semmaymonamou 2001No ratings yet
- EXX-EME-STD-0008 - Wear Liners For Plate Work and ChutesDocument22 pagesEXX-EME-STD-0008 - Wear Liners For Plate Work and Chutesjonodo89100% (1)
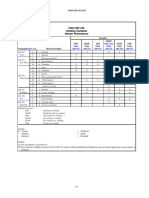
- Table - Qw-416 Welding Variables For Welder PerformanceDocument1 pageTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- ASTM A537 Class 1: General Product DescriptionDocument2 pagesASTM A537 Class 1: General Product Descriptionfelipercaliariyahoo.com.brNo ratings yet
- AF - Horticulture NC II 20151119Document35 pagesAF - Horticulture NC II 20151119Rosalie Tilos Orito100% (1)
- Feritscope FMP30 Measurement of The Ferrite Content in Austenitic and Duplex SteelDocument8 pagesFeritscope FMP30 Measurement of The Ferrite Content in Austenitic and Duplex SteelBiju_PottayilNo ratings yet
- Grade 11: Automotive ServicingDocument39 pagesGrade 11: Automotive ServicingBe MotivatedNo ratings yet
- A 234 A 234M Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocument8 pagesA 234 A 234M Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceILSEN N. DAETNo ratings yet