Professional Documents
Culture Documents
Pipeline Weldability IMPORTANT
Uploaded by
rubilCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Pipeline Weldability IMPORTANT
Uploaded by
rubilCopyright:
Available Formats
REVIEW
Challenges and developments in pipeline
weldability and mechanical properties
C. Liu*1 and S. D. Bhole2
Recent economic and political events have further highlighted the need for new and strategically
accessible sources of oil and gas. With the continually increasing demand for oil and gas, the
requirement for pipeline steels with higher strength, toughness and weldability has been one of
the most important factors driving the development of high strength pipeline steels, particularly
with the oil exploration proceeding into arctic and deep sea regions, enhancing the weldability
and mechanical properties of the new pipeline steels and weld consumables. Developments in
the welding processes for manufacture and field welding are described in terms of process
principles, equipment, consumables, weld quality, process economics and further developments.
The increasing and changing requirement for weldability and mechanical properties in the heat
affected zone and weld metal of pipeline welds are presented along with the reported solutions to
the problems.
Keywords: Pipeline, Weldability, Mechanical properties, Welding process
Introduction Developments of high grade pipeline
Pipelines used for the transportation of crude oil or steels
natural gas over long distance and under high pressure The development and the changes in production
primarily require a combination of high strength and techniques of high strength pipeline steels from 1990 to
toughness, and good weldability for lowering transpor- 2010 are shown in Fig. 1.5–13 The chemical composition
tation cost.1–3 Particularly during the late two decades, and mechanical properties of pipeline steel from X70 to
the exploration of energy has expanded to cold regions X120 are given in Tables 1 and 2 respectively.8,14,15
such as northern Canada, the North Sea and Siberia.4 It is seen that X80 steels instead of X60 and X65 are
The higher grade steel pipes and enhanced weldability microalloyed with molybdenum, niobium and titanium,
are being proposed for the purpose of enhancing the and the reduced carbon content has been developed and
transport efficiency of pipelines. Thus, the investigation utilised for gas pipelines. A 163 mile, 48 in gas pipeline
and development of improved and innovative welding installed in 1992–1993 in Germany was the first to use
techniques to face the new technical challenges is a X80 steel in the world. It thus has a higher design
major consideration in the pipeline industry. potential than the more widely used X70 because it
This paper presents an overview of challenges and allows system design with either thinner wall thicknesses
developments in the weldability of pipeline steels in at constant operating pressure or a corresponding in-
grades from X70 to X120. The various welding processes crease in operating pressure.16 From the 1990s, the higher
for both the manufacturing of pipes and the construc- strength of X100 pipeline steels, having a further reduced
tion of pipelines are evaluated. The mechanical proper- carbon and a good combination of higher strength and
ties of the base metal (BM), heat affected zone (HAZ) better toughness (see Tables 1 and 2), compared with
and weld metal (WM) in pipeline welds and the either X80 or X70 steels has been developed by an
approaches to improve the toughness of the HAZ and improved processing method, consisting of thermome-
WM are summarised. chanically controlled process (TMCP) plus subsequent
accelerated cooling (ACC). The aim of the TMCP process
is to create an extremely fine grain microstructure by a
skilled combination of rolling steps at particular tem-
perature control. The grain in strength obtained by the
grain refinement can reduce effectively the contents of
both carbon and alloys in TMCP steel compared with
1
normalised steel of the same grade. Thus, the weldability
College of Mechanical Engineering, Yangzhou University, Yangzhou
225009, China can be improved due to the leaner steel composition. For
2
Department of Mechanical and Industrial Engineering, Ryerson thick plates, an ACC after final rolling pass is beneficial
University, 350 Victoria Street, Toronto, Ont. M5B 2K3 Canada for the achievement of the most suitable microstructure as
*Corresponding author, email bessiechengliu@yahoo.ca it forces the transformation of elongated austenite grains
ß 2013 Institute of Materials, Minerals and Mining
Published by Maney on behalf of the Institute
Received 22 August 2012; accepted 4 November 2012
DOI 10.1179/1362171812Y.0000000090 Science and Technology of Welding and Joining 2013 VOL 18 NO 2 169
Liu and Bhole Pipeline weldability and mechanical properties
1 Development of pipeline steel grades and production techniques from 1990 to 2010
before recrystallisation.3 The characterisation of proto- Generally, the ferrite grain of X70 steels (ASTM 10-11) is
types of X100 pipes has been extensively studied by pipe finer than that of X60 (ASTM 7-8).18 Changing the
manufacturers.7,17–19 Further additions of Mo, Ni and B microstructure of the steel matrix from ferrite–pearlite to
enable the strength level to be raised to that of grade X120 ferrite–bainite can attain further increases in strength and
by the same processing method.9 To enable the develop- toughness, which leads to the development of X80 steel. It
ment of remote gas sources in the future, higher strength has been observed that the ferrite–bainite microstructure
pipelines such as X100 and X120 will play very important in X80 steel is more uniform and extremely fine with a
roles in the pipe industry.20,21 It is also seen from Fig. 1 mean grain size of ,1 mm.22 However, this is still not the
that the grain refinement is the key method by which both end. In order to significantly increase the strength above
strength and toughness can simultaneously be improved. the X80 level, a fully bainitic microstructure with a very
fine grain size has been aimed for X100 and X120 steels.
Table 1 Chemical composition of pipeline steel from As applying the high strength steels, the materials
grade X70 to X120*/wt-%8,14,15 used for pipeline can be saved greatly. The use of grade
Grade X70 X80 X100 X120 X80 pipeline in the construction leads to a materials
saving of ,20 000 t, compared with X70 pipes, through
C 0?095 0?075 0?06 0?03–0?06 a reduction in the wall thickness from 20?8 mm for X70
Si 0?32 0?31 0?35 0?36 to 18?3 mm for X80.23 The use of higher strength, such
Mn 1?55 1?59 1?90 1?95 as grade X100 or grade X120, can result in further
P 0?015 0?018 NS NS
S 0?001 0?001 NS NS
savings. For example, the X100 pipeline could give
Nb 0?040 0?057 0?05 0?04 investment cost savings of ,7% compared with grade
Ti 0?013 0?013 0?018 0?02 X80 pipeline. This study claims cost savings of up to
Al 0?030 0?026 NS NS 30% when X70 and X100 are compared.24
V 0?06 NS NS NS
Mo NS 0?22 0?28 0?20
Ni NS NS 0?25 NS Developments in weldability in X70 and
Cu NS NS NS NS
Cr NS NS NS NS
X80 pipelines
B/ppm 2 NS NS 10–20 In the early 1970s, grade X70 was introduced in the
N/ppm 52 60 40 40 world for use as a pipe in the construction of gas
Ca/ppm 8 11 NS NS
transmission.25 Since then, there are satisfactory experi-
*NS: not specified. ences to show that it can be welded trouble free with
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 170
Liu and Bhole Pipeline weldability and mechanical properties
field welding to be used has to meet requirements for
maximum productivity and reliability.28,29
The manufacture of large diameter pipeline involves
the forming of plate to pipe, followed by seam welding
and finally expansion of pipe to final shape. The seam
welding operation is generally carried out using the high
productivity submerged arc welding (SAW) process.30
Manual shielded metal arc welding (SMAW) process
and mechanised gas metal arc welding (GMAW) process
are two principal welding methods for field welding.15,27,31
These welding methods are well established now and
regarded as sufficiently validated for large scale use. The
method adopted depends on economic considerations: the
2 Influence of strength and weldability considerations on most cost effective use of mechanised GMAW and manual
alloy design for X70 and X8014 SMAW depends on the type of mechanised welding
system, the length of each individual construction and the
cellulosic electrodes providing care taken to avoid topography of the land to be traversed.32
hydrogen induced cold crack.13,25,26 In summer 1994, a Submerged arc welding process
33 km of NGT’s Eastern Alberta system main line along
During longitudinal SAW seam process, the welded pipe
the gas pipeline system operated in Alberta was the first
is usually formed by a double SAW method, whose
North America long distance, large diameter pipeline to
longitudinal butt joint is welded in at least two passes,
use X80 steel.27 Up to 2001, X80 pipeline was used
one of which is on the inside of the pipe; the welds are
widely in the world. Now, it becomes the basis of a
made by heating with an electric arc between the bare
standard platform for design and construction of large
metal electrodes. Pressure is not used. Filler metal for
diameter pipeline projects in the network. the welds is obtained from the electrodes. This process
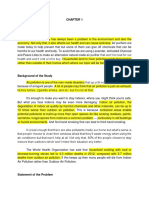
Achieving the balance between strength and weld- can penetrate the full thickness of the pipe because the
ability in the development of X70 and X80 has been a heat input during the SAW is §2 kJ cm21 per milli-
major consideration in respect of alloy design as metre of thickness and gives a high productivity with
indicated schematically in Fig. 2.14 The higher carbon good mechanical properties and a low repair rate.33–35
equivalent (CE) values are obtained in the commercial The SAW welds in X70 pipeline are generally made
X70 grade steels (Nb/V steel A and Nb/V steel B). with wire electrodes alloyed with Mn and Mo or with Mn,
Particularly, the Nb/V steel B provides little margin for Mo and Ni.34–39 The chemical composition of the wires is
pipe yield strength at a specified maximum CE per cent adjusted in such a way that the WMs, which contain 60–
level of 0?39. An increase in CE to 0?40 allows for more 70%BM by dilution, exhibit maximum toughness. A
comfortable achievement of strength but can be a proper balance between C, Mn and Mo contents as well
questionable approach if heavier wall thicknesses are as microalloying with Ti and B has a beneficial effect on
required from a weldability viewpoint. The application WM toughness.6 Welding of X80 is carried out similarly
of Mo/Nb steel C in a subsequent X70/X80 provides for using the same slightly basic agglomerated fluxes that
a good wide excellent strength at a considerably lower have been well established for welding X70 line pipe steel.
CE. The trend of X80 and X70 development is also There are no needs of developing welding wires specifi-
indicated on the diagram, suggesting that the balance of cally for this material.38 Owing to reduced carbon
strength/weldability also requires appropriate welding content, X80 exhibits a slightly improved toughness in
procedures for higher strength X80 pipelines for either the HAZ compared with X70.29,38
metallurgical or economic reasons because of the Since the high strength pipelines are welded by high
changing of the alloying elements and the strength. heat input SAW process, the high heat input results in
an increased grain size in the HAZ, and often leads to
Welding process developments for X70 and X80 softening and a detrimental effect on the properties of
pipelines the welded joint.2,11 Jansen et al.35 pointed out that this
The pipeline welding can be divided into the following: problem became even worse for the thin wall pipe due to
manufacture welding and field welding. Good weld- the deep penetration of the second weld pass. Thus, pipe
ability of the steel used for the manufacture of pipeline is manufacturers have to take care of this by adjusting the
a prerequisite for trouble free welding in pipe laying. The chemical compositions of both BM and WM.
Table 2 Mechanical properties of pipeline steel from grade X70 to X120*8,14,15
Grade X70 X80 X100 X120
Pipe size Thickness/mm 5?2 3 16 15–18
Mechanical properties Yield strength/MPa 580 685 752 843
Tensile strength/MPa 630 718 816 1128
Elongation/% 35 28 18 14?3
Charpy V-notch toughness Test temperature/uC 10 215 20 240
Energy/J 70 32 270 227
50% FATT{/uC 2100 ,2125 NS NS
*NS: not specified.
{The 50% ductile to brittle appearance fracture transition temperature measured in the Charpy impact test.
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 171
Liu and Bhole Pipeline weldability and mechanical properties
3 Diagram of mechanised GMAW process steps40
Manual SMAW process Investigation of HAZ and WM in X70 and X80
Because of the high tensile strength of X80 pipe steel, it welds
is not possible for the WM deposited by the cellulosic The mechanical properties of both HAZ and WM play
electrode used in X70 welding procedure to fulfil the very important roles for the use of pipeline welds.
requirement for the minimum tensile strength and to Generally, the joint is constituted of three different
have simultaneously satisfactory toughness and resis- regions: WM, HAZ and BM. If the failure occurs in the
tance to cold cracking.25 Considerable changes have to WM, the material will not be approved since it is
be made to the manual SMAW method required in the designed to have higher strength than BM; if failure
construction of large diameter in high strength pipes. A occurs at the HAZ, it is said to be embrittled. Therefore,
combined electrode manual welding procedure has been the best result for a joint is when the failure occurs in the
proposed for use in X80 welding. This consists of BM rather than either WM or HAZ.41 In such high
making the root and hot pass welding with soft (lower strength pipeline, excellent toughness in the HAZ and
strength grade) cellulosic electrodes, as in the case of WM is required to arrest a running shear fracture and to
X70, and the filler and cap passes with high strength prevent brittle fracture for improving the installation
vertical down basic electrodes (such as MAW type efficiency. Thus, the possibilities of improving the tough-
E55010 or AWS type E 10018-G) are used for both the ness of HAZ and WM with increasing strength of
root and hot passes. It is thus possible to ensure uniform pipeline have received extensive investigations.42–47
progress during pipe laying.26,39
Heat affected zone
Mechanised GMAW process For a typical X80 pipeline, the resulting microstructure of
the commercial alloy is one containing ferrite and bainite
Besides manual SMAW, the mechanised GMAW be- (see Fig. 1). This microstructure can increase the strength
comes increasingly important as an economic process. without significant losses of toughness. However, the
For example, the SMAW process traditionally has been excellent combination of strength and toughness can be
used to make the field girth welds; however, increasing greatly degraded by the thermal cycles imposed during
use is being made of mechanised GMAW systems and for the fabrication of the final pipeline product and its onsite
large diameter pipeline construction.40 The different steps assembly for service. On one hand, welding processes
in pipe welding with mechanised GMAW are shown in impose cycles that can lead to intercritical coarse grain
Fig. 3. It has several advantages over manual processes as regions to form local brittle zones in the HAZ.5,41 On the
follows: high metal deposition rates, a reduced gap, low other hand, the microstructure of the HAZ changes from
hydrogen, consistency in both strength and toughness, martensite to lower bainite, upper bainite and then to
very narrow welds, relatively low heat input with a variety ferrite and pearlite, as the heat input at welding increases,
of wires and gas shielding, and reduced welding time.25,27 or the rate of cooling decreases.41,48,49 Especially, the low
Unlike the 100%CO2 shielding gas used in GMAW for temperature toughness will deteriorate when the micro-
X70, the mechanised GMAW process for X80 requires structure consists of hard martensite–austenite (MA)
the use of a principally inert gas shield, which greatly islands. Figure 4 shows that the reduction in toughness is
increases the notch and fracture toughness of the WM dependent on the volume fraction of MA present.50 The
and virtually eliminates defects according to Price’s crack tip open distance (CTOD) value decreases with the
investigation.40 increasing volume fraction of MA. Thus, the initial
Even with the developments in mechanised GMAW, balance between strength and toughness in the BM can be
manual SMAW remains important in pipeline construc- lost in the HAZ of the weld.
tion for repairing and future maintaining depending on High or ultrahigh heat input (about 300–1300 kJ cm21)
the flexibility of this process. It should be carefully in highly efficient welding technologies to reduce the
considered also in the case of frequent interruptions fabrication cost has recently been widely applied in
(road or rivers) where it may be more economical to pipeline industry.2,11,28,44 It is easy to form coarse grain
apply manual SMAW welding. microstructure and MA constituent in HAZ after such
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 172
Liu and Bhole Pipeline weldability and mechanical properties
5 Relationship between Ti/N ratio, microhardness in HAZ
and austenite grain size beside fusion boundary (0?14C/
1?15Mn/0?025Nb structural steel)14,51
4 Dependence of reheated HAZ toughness on volume
under X80 is superior to that in the conventional TiN
fraction of MA50
steel.
The MA volume fraction is related to the carbon
ultrahigh heat input welding. Since grain coarsening and
content.30 It was shown from the research result of Bott
the MA constituent present in HAZ structure are the main
et al.41 that the volume fraction of MA in HAZ of X80
reasons for toughness deterioration in the weld area, a fine
(Nb–Cr–Mo) pipeline steel was increased from 7?3 to
microstructure and reduced formation of MA will lead to
8?3% as the carbon content increased from 0?04 to
improve the HAZ toughness in X70 and X80 pipes.35,41,48
0?07 wt-%. It was also observed that the volume fraction
Three main methods have been advanced to increase the
of MA increased with increasing CE. For the same level
HAZ toughness, which are summarised in Table 3. The
of carbon content of 0?04 wt-%, the volume fraction of
first method used titanium as TiN has been utilised in
MA in NbCrMo X80 pipeline steel was 1?4 times as high
pipeline steels to improve the HAZ toughness. It is also
clear from Fig. 5 that the hardness of the HAZ can be as that in NbCr X80 pipeline steel because the formal
reduced by austenite (c) grain size refinement from 95 to steel has a higher CE. For pipeline steels, there is a
63 mm, which is controlled by the adjustment of Ti/N ratio. general ‘shift’ of toughness values depending on the
This result cannot be obtained in the predicted Ti free extent to which the microalloying additions contribute
steels (also shown in Fig. 5).14,51 However, this method is to grain size refinement of the HAZ. Fracture appear-
not always satisfactory in the refinement of c grain size ance transition temperature (FATT) is the temperature
because the TiN particles coarsen or disappear near the for which the fracture surface of the broken Charpy
fusion line (FL) where the weld is heated to 1400uC or specimen exhibits 50% brittle and 50% ductile morphol-
higher, and, as a result, their effect to inhibit the coarsening ogies. Various microstructures and different chemical
of c grain is lost (see Fig. 6a).3,35,48 compositions influence the FATT values. This effect is
Under these circumstances, a new technology has particularly noticeable in the HAZ of weldments.18,22,46
been developed where fine TiO particles dispersed in It was shown from Fig. 7 that the FATT value in HAZ
steel are utilised (TiO steel).3,52–54 In a TiO steel, TiO decreased with increasing Ni content from 1 to 5 wt-%.
particles existing inside a c grain serve as nuclei of Ni additions in excess of ,3% would shift the upper
intragranular ferrite (IGF). The IGF forms around the bainitic transformation range to longer cooling times, as
TiO particles, and as a result, coarse c grains are divided a result of which favourable transformation conditions
into fine ferrite grains to give excellent HAZ toughness would be achieved in the cooling time range.40
(see Fig. 6b). On the basis of this, an innovative HTUFF It was apparent from Fig. 8a that the most susceptible
technology has been developed by Terada et al.48 In the region to cracking was not the HAZ but the WM in X70
steel based on HTUFF, the coarsening of c grains near grade, no doubt reflecting the enhanced weldability of
the FL is suppressed by pinning particles of oxides, and the pipe.14,55 These steel characteristics also provided the
the IGF forms inside them. As a consequence, the added benefits of the high fracture toughness in the
microstructure of the HAZ is made remarkably fine (see HAZ of field welded X70 pipeline. The higher CTOD
Fig. 6c). The average size of c grain in HTUFF pipe value in HAZ was also obtained as in field welded X80
steel is much finer (200 mm) than that in TiO pipe steel line pipe (see Fig. 8b). However, it was evident that WM
(500 mm). The HAZ of toughness of the HTUFF steel toughness was inferior to that recorded in the X70 field
Table 3 Methods of improving HAZ toughness of pipeline
I Refinement of grain size TiN method
Suppression of austenite grain coarsening by fine particles such as TiN14,52
TiO method
Utilisation of intragranular ferrite nucleated from precipitates such as Ti oxide4,14,52–54
HTUFF method
Suppression of austenite grain coarsening near FL and formation of intragranular ferrite3,48
II Decrease in MA constituent Reductions in C content and CE value30,41
III Modification of matrix alloy Addition of Ni30,43
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 173
Liu and Bhole Pipeline weldability and mechanical properties
6 Schematic of HAZ microstructure control in three kind steels3,48
welding. This can be attributed to the increased WM Specified minimum strength requirements for pipelines
strength (E9010) employed in the X80 trials. From the and currently available cellulosic consumables are shown
above results, it can be seen that the low toughness in Fig. 9.55 It is seen that with the introduction of X80
problem is displaced from the HAZ to the WM with the pipeline, the maximum available cellulosic consumable
increasing strength of pipeline steel. Thus, the improve- strength level is now marginal with respect to strength
ment of the WM toughness is becoming more important matching for the pipe. Studies have shown that over-
for the higher strength pipeline steels. matching the WM strength causes gross section yielding
in the pipe; undermatching the WM strength will cause
Weld metal straining of the weld.40 Generally practice in industry is
The relationships between the WM microstructure, that the welding WM overmatches the pipe yield
composition and welding conditions are even more strength.23 However, this can lead to some undesirable
complex than in the HAZ. This is because, while all the results when applied to higher strength pipe, such as X80.
factors discussed above come into play, the chemical First, with SMAW with cellulosic consumables, the
composition of the WM and its macrodistribution in the weldability decreases as strength increases, which will
solidified weld pool are functions of the BM and result in the potential for more defects. Since the higher
consumable compositions, the flux activity and the strength electrode will be more susceptible to cracking, it
welding process variables. will certainly promote WM cracking. Second, the defects
could be of the more deleterious planar type, including
hydrogen cracks. Third, toughness usually decreases with
increasing strength.27,40,56 Therefore, the development of
SMAW procedure for X80 pipelines is a greater challenge
than for GMAW because of the difficulty in selecting
consumables to match strength and toughness while
maintaining good productivity and acceptable weld
quality.
Two major approaches have been pursued to improve
the toughness of the WM in SAW process. One is to use
different types of fluxes/wires.57,58 The other of great
interest is to alter WM composition either through the use
of newer filler metals or by metal powder additions in the
WM.59–63 Many of the basic microstructural principles
that apply to the HAZ are also valid with respect to the
WM. However, an additional important microstructure
is acicular ferrite (AF), consisting of fine interlocking
grains, which is associated with good toughness. The for-
mation of AF depends not only on a suitable combination
of alloying elements and cooling rate but also on the
existence of an appropriate distribution of inclusions.64–66
7 Correlation between FATT and cooling time for coarse It is well known that Ni and Mo in the WM play
grained HAZ microstructures of pipeline steels40 [CEIIW5 important roles in microstructural control.67,68 However,
CzMn/6z(MozCrzV)/5z(CuzNi)/15] there is no general agreement regarding the optimum
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 174
Liu and Bhole Pipeline weldability and mechanical properties
8 Girth weld CTOD test results for a X70 (wall thickness 7?5 mm) and b X80 pipeline (wall thickness 9?0 mm)
(E9010 WM)14,55
amount and combinations of Ni and Mo in the WM. Ni FATT and an increase in impact toughness in X70 pipe
can be either detrimental or beneficial to impact tough- steel. It was also found that the combined presence of
ness. It has been reported that the WM toughness can be 2?03–2?91 wt-%Ni and 0?75–0?995 wt-%Mo in the WM
increased markedly by an increase in Ni content.69 led to a high volume fraction of fine AF with good
However, some investigations have shown that the benefit toughness (see Fig. 10).
from Ni is conditional. Keehan et al. found that once Ni Figure 11 shows the chemical composition of the
exceeded a critical point, which depends on Mn concen- longitudinal seam WM deposited by the two pass SAW
tration, the Charpy toughness at 240uC decreases.70,71 method in X80 grade pipe plate with the thickness of
Shankar and Devletian61 found the toughness decreased 18?3 mm [the chemical composition of X80 steel is
due to Ni increasing in Fe–Ni alloys but could be better in 0?09C–1?9Mn–0?02Nb–0?02Ti (wt-%)]. Also shown in
Fe–C–Ni ternary alloys related to composition in terms of the figure are the impact energy values measured at
a variable coefficient for C in the Ni equivalent. It was 0uC.26 The WM has a high Mn content and is addi-
reported by Evans72 that the best impact toughness tionally alloyed with Mo. This Mn–Mo WM represents
occurred at ,0?5 wt-%Mo in a controlled manner with a good compromise with respect to toughness and
respect to Mn. Thuvander et al.73 showed that significant mechanical strength. The average impact energy value
amounts of Mo offered excellent properties in WMs in a measured varied between 100 and 200 J, which is higher
highly alloyed steel. The addition of Mo and Ni together than that (,95 J) of the BM. Therefore, the weldment
has been reported to harden the WM and therefore breaks in the BM, which is outside the weld region. It is
decrease the impact toughness.74 On the contrary, Snyder said that the beneficial effect of Mo is due to the
and Pense75 found an improvement in impact toughness
by introducing 0?42 wt-%Mo and 0?84 wt-%Ni in WMs.
It was shown by Bhole et al.37 that the addition of Mo in
the range 0?817–0?881 wt-% resulted in a decrease in
10 Grain size of AF of weld samples37 [LWMo1 (0?75 wt-
9 Specified minimum strength requirements for pipe and %Mo); LWMo2 (0?90 wt-%Mo); LWMoNi1 (2?03 wt-%Ni,
currently available cellulosic consumables55 0?995 wt-%Mo); LWMoNi2 (2?99 wt-%Ni, 0?75 wt-%Mo]
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 175
Liu and Bhole Pipeline weldability and mechanical properties
11 Mean chemical composition and distribution of impact energy values for SAW longitudinal seam WM for X80 pipe26
formation of predominant AF and granular bainite, at as shown in Fig. 12.4 Hence, the development of higher
the expense of ferrite with second phase and grain strength steels has intensified worldwide. As the devel-
boundary ferrite in the WM.37 opment of grade X80 matures, this grade is now state of
Careful control of the flux is beneficial controlling the the art application for high pressure gas pipelines. Grade
WM toughness. In welding high strength pipe steel using X100 has currently reached the stage of full scale testing.
the SAW process, neutral Al basic or fluoride basic Some pipe manufacturers have produced large diameter
fluxes are the only options. With higher strength, the pipes in grade X100 on a commercial scale for extensive
lowest diffusible hydrogen content level is preferred. research.28,58 In the case of X120 grade steel, some
Usually, the use of a certain flux is necessary to control companies8,9,77 have developed a basic concept for
the oxygen content of the weld deposit in relation to manufacturing and using the steel for high pressure
aluminium (Al) content of the BM (dilution).35,76 gas pipelines. In February 2004, a pipeline was laid in
As proposed by Peng et al.,65 the chemical composi- Canada under frigid conditions using X120. Since higher
tions of wire for the SAW of higher strength pipeline steel grades like X100 and X120 are not yet specified in the
are designed according to the following requirements: current line pipe standards such as API 5L, a lot of
(i) the WM mainly consists of AF investigations have to be established by correlation with
(ii) microalloying elements are added to increase the minimum specified yield strength and tensile strength
the strength and toughness of the WM, and to of X70 and X80.8 Welding procedure specifications
produce particles of high temperature stability using existing welding technologies for producing
(iii) the wire is purified to decrease the content of S, welded joints with good toughness and strength have
P, H, O and N been designed and studied extensively.7–9,12,15,20,21,24,31,78
(iv) low carbon content is adopted. Welding processes challenges for X100 and
Typically, solid wires are used when the SAW process is X120 pipelines
applied. The chemical composition of these solid wires
also includes Mn, Ni, Mo and Cr in some cases. Today, A significant challenge in the deployment of higher
cored wires (metal core) are more often used for strength pipeline such as X100 and X120 is the develop-
increasing the deposition rate.39 The most important ment of welding technology that is compatible with
issue from a manufacturer point of view is the possibility existing pipeline manufacture and construction methods.
of making any desired alloy and choosing flux/wire Successful welding of high strength pipeline requires
sufficient hydrogen cracking resistance, good welding
combination in order to obtain a satisfactory weld.35
productivity and ease of welder use, while maintaining the
In summary, X80 is becoming more popular pipeline
proper balance between strength and toughness.20
than X70 in the pipe industry, since it is more economical.
With the development of welding processing methods and Longitudinal seam welding technology
further optimisation of the TMCP treatment, consistently In order that as many existing production facilities as
predictable and reproducible mechanical properties and possible can be used for the production of X100 and
good field weldability can be achieved without difficulty. X120 pipelines, the multiwire SAW welding process with
a high heat input used to deposit the two-pass long-
Developments and challenges of itudinal seam weld in pipe has been adopted for the
longitudinal seam welding of X100 and X120 pipes.9
weldability in X100 and X120 pipelines However, there are two problems emphasised by Gräf
The natural environment of resource development sites et al.15 First is the softening of the BM beside the
has become more severe with the increasing demand for longitudinal seam weld. This problem also exists in
oil and gas. As a consequence, increasingly sophisticated grade X80 but can be easily managed. Production
and diversified properties are required for pipelines, such experience available today is not sufficient to permit an
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 176
Liu and Bhole Pipeline weldability and mechanical properties
12 New requirements for pipeline for oil exploration4
assessment of the softening that occurs in the BM beside specified for the BM of X100. The GMAW weld also
the weld. To advice this aspect, the X120 pipe steel shows enough tensile and yield strengths compared with
contains some amount of V for its precipitation the BM. Both WMs of SMAW and GMAW welds
hardening effect.8 Second is continuing the use of the exhibit sufficiently high Charpy V-notch impact energy
proven SAW and achieving adequate strength and at 230uC. It is also clear that besides the manual vertical
toughness for the WM of two-pass longitudinal seam down SMAW methods, the mechanised GMAW tech-
weld in the higher strength X100 and X120. The new niques are very promising considering the fact that this
high strength and high toughness WMs for SAW have to technique will be much more involved in the applica-
be developed. Any conventional consumable cannot be tions suitable for X100 steel grade and above under the
used for either X100 or X120 pipe because the strength situation of long distance natural gas transportation
equal to or higher than that of the BM is required in the over large diameter and high pressure. It is also said that
WM of the seam weld. This problem cannot be resolved the X100 and X120 pipes produced respond favourably
by simply electing a matching chemical composition for to manual SMAW and mechanised GMAW field
the consumable alone. It would be rather necessary to welding due to their reduced carbon contents.
reduce the heat input per pass. From the view of It should be noted that cold cracking is a typical pro-
production safety, it is impossible to reduce the heat blem associated to high strength pipeline welding.7,8,15
input with two-pass SAW to the extent necessary. Table 6 shows that it is not the BM but the filler WM
(with the highest maximum hardness) deposited with
Field girth welding technology ultrahigh strength electrodes that is more sensitive and,
Manual SMAW and mechanised GMAW field welding therefore, plays the major role with regard to avoid-
of high strength pipeline in grades X100 and X120 do ing cold cracking in grade X100. The preheat tempera-
not pose any severe problems.7,15 From the results of ture must be appropriate to the WM chemistry and
Barsanti et al. given from Tables 4 and 5,79 it can be seen the hydrogen input during welding. Barsanti et al.79
that the WM of SMAW weld deposited in the vertical suggested that using a preheat temperature of 100–
down position, in combination with softer root pass 120uC would be sufficient for hydrogen to adequately
welds, has sufficient strength to achieve the strength diffuse from the ultrahigh strength basic WM in the
Table 4 Welding process of SMAW and mechanised GMAW X100 girth welds79
Welding Root pass Hot pass Filler and cap
process (AWS type) (AWS) passes (AWS) Note
SMAW E6010 E9010 E11018-G First and second cellulosic vertical down,
rest basic vertical down welded
GMAW ER 100 S-G … … On a quarter of circumference following
passes have been executed from the root to cap
Table 5 Strength properties of SMAW and mechanised GMAW X100 girth welds79
All WM test (two samples) Transverse weld tensile test (two samples) Charpy V-notch
Welding Fracture Absorbed energy
process Yield strength/MPa Tensile strength/MPa Tensile strength/MPa position at 230uC/J
SMAW 865–865 885–895 803–808 HAZ-BM 69
GMAW 851–886 921–941 813–816 BM-BM 58
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 177
Liu and Bhole Pipeline weldability and mechanical properties
13 Hardenability of pipeline steel X100 and X12015
[CEIIW5CzMn/6z(MozCrzV)/5z(CuzNi)/15]
14 Effect of carbon content on simulated HAZ toughness
of X100 pipe steel48
filling and cap passes before the weld cooled down to
room temperature. This is also the case for X120 field
size resulted in not very low HAZ toughness in SAW X80
girth welding. This is because, in girth welds, which are
characterised by cooling times of t8/552–6 s, the peak welds.
hardness of the root pass HAZ is due to a 100% The preexisting welding technology is modified and
martensitic microstructure and dependent on the carbon optimised by reducing the heat input of each pass as
content rather than the CE. Thus, it is seen from Fig. 13 mentioned in this paper. A low heat input welding
that there is no difference in the HAZ cold cracking process leads to a minimisation of the softening of the
behaviour in the range of girth welding between X100 HAZ in combination with an improvement in its
and X120 pipe steel.15 toughness.8 However, the potential for rapid cooling
of the weldment increases its susceptibility to formation
Investigation of HAZ and WM in X100 and X120 of hard, brittle microstructures in the grain coarsened
welds HAZ of the weld, microstructures that increase the risk
Heat affected zone of hydrogen assisted cold cracking.46 Wu et al.47
The possibilities to improve the HAZ toughness of attempted to overcome this problem by controlling the
longitudinal seam weld have been widely discussed.38,48,80 fast cooling process with holding time above Ac3 and
It is difficult to improve the HAZ toughness of a X100 the cooling time from 800 to 500uC. They found that the
and above pipeline steel by conventional microstructure shorten holding time led to thinner HAZ width and finer
refining technologies because of the presence of the austenite grains in the FL and coarse grained HAZ,
detrimental MA in the HAZ of such steels. It has been while the decreased cooling time from 800 to 500uC
reported by Terada et al.48 that the most effective method resulted in finer bainitic ferrite in the HAZ.
for improving the HAZ toughness of either X100 or X120 The low carbon content in conjunction with a
pipeline would lower the carbon content. Figure 14 relatively high CE has been found to be optimum with
shows that under the single cycle condition as well as respect to reducing the softening of the HAZ, which
the double cycle condition, the simulated HAZ Charpy V- gains in significance as the pipeline steel grade increases
notch value tended to increase when C content decreased to X100 and X120.48,79
to 0?04 wt-% or less. Under the double cycle condition,
the MA formed in great amounts at the boundaries of Weld metal
prior austenite grains when the C content was high, but Okaguchi et al.21 suggested that WM toughness and
the amount of the MA decreased drastically when C hydrogen cracking were expected to be the primary
content was #0?04 wt-%. The improvement of HAZ challenges for grades X100 and X120 welds. Particularly
toughness is attributed to the decrease in the formation of for X120 application, since the AF is likely to be too
the MA. weak, the martensite, bainite and/or their derivatives
It was mentioned by Bott et al.41, Ouchi81 and Li et al.82 should be the primary WM components.9,21 Therefore,
that the deleterious effect of MA on HAZ toughness was the design of the chemical composition of the WM to
not only associated with MA volume fraction but also obtain the desired microstructure for adequate strength
with its morphology, size and distribution in the matrix. and toughness to match BM is a major consideration.
They also found that the MA particles with small average The WM properties reported by Hillenbrand et al.83,84
for X100 pipelines show that both the conventional C–
Table 6 Peak values of hardness of SMAW and Mn–Mo and C–Mn–Mo–Ti–B WMs result in adequate
mechanised GMAW X100 girth welds79 toughness and strength of the X100 weld. The almost
Maximum HV10 (average
fully AF with an ultrafine grain size (1–2 mm) leads to
values at three positions) the optimum strength and toughness obtained in Mo–B–
Ti alloyed WMs.1 Some experimental work has been
Welding process HAZ WM BM carried out to develop a new WM for the longitudinal
seam weld of X120, given in Table 7.8,9 It is possible to
SMAW 287 332 281 obtain a WM that yields a combination of strength of
GMAW 298 323 281
roughly 1000 MPa and a high toughness by appropriate
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 178
Liu and Bhole Pipeline weldability and mechanical properties
design of the chemistry (Mn–Ni–Mo–Cr) of WM in advantageous welding process, there are certain limita-
grade X120. tions that restrict its use such as expensive laser
X100 pipeline has been developed, and the character- equipment.
isation of prototype pipes has been extensively studied Recently, FRIEX, a new variant of the well known
by pipe manufacturers and major oil companies. Further friction welding process, has been developed for use in
development is required to extend grade X100 to higher pipeline welding. A welding ring is placed in between the
pipe diameters and lower design temperatures. During pipes, and rotating the ring under an axial pressure
the current development, the heavy plate rolling and generates the required friction heat during welding. It
pipe production as well as processes for longitudinal greatly reduces distortion and eliminates solidification
seam welding are modified or even completely newly defects.28,58 Because the joining takes place below the
developed with respect to the new high strength grade melting temperature, the better quality weld can be
X120. Furthermore, new welding consumables and low created with low heat input, minimal distortion, no filler
heat input welding technology have to be developed to material and no fumes. Despite extensive development
avoid typical problems associated to X120 microstruc- efforts on pipe grads from X70 to X120, this process has
tures and chemical compositions, namely, cold cracking, so far failed to archive widespread benefits for pipeline
weld joint toughness and hydrogen susceptibility. construction due to the need for a better understanding
After extensive developments, the X100 and X120 on the role of process parameters on microstructural
options appear to be mature from the technological evolution and weld quality.87,88
point of view. Although the welding processes have to be The main advantages of using these welding techniques
modified or even developed with respect to them, it is to instead of conventional arc welding processes are to
be expected that both X100 and X120 pipelines will be reduce the number of passes at constant and to improve
increasingly used in the incoming years. weld quality. Although they have shown promise for field
pipeline construction, more research and development is
Latest developments and challenges of still being required to optimise the processes and to
balance cost for a practical industrial application.
non-conventional welding technology
The arc welding processes have been applied for pipeline
welding of oil and gas for many years. However, with an
Conclusions
increasing demand for high strength steels for pipeline During more than two decades of developments, X80 is
applications, some novel welding techniques have been becoming a more popular pipeline than X70 in the pipe
investigated to achieve higher quality welds and more industry. The use of X80 causes no problems with respect
efficiency operations compared to conventional SMAW to mechanical properties and welding. Recent market
and GMAW.28,44,58,85–88 requirements for enhanced pipelines with higher strength,
Electron beam welding (EBW) and laser processes have larger diameter, greater operating pressure and reduced
been introduced into pipeline industry recently. The cost have led to new high grade pipes, such as X100 and
advantages of both processes are an extremely high power X120. With regard to the arc welding of X80 pipelines,
density and thus a low heat input. The EBW is a mature the challenge for welding X100 and X120 is even more
welding process, in which the gun can rotate along the significant. The following main challenges need to be
horizontal direction and move inside. It offers many addressed for the high strength steels including X100 and
advantages in terms of weld productivity, avoidance of X120.
distortion and minimal metallurgical disturbance. How- First is to develop appropriate welding procedures.
ever, the necessity to weld in a high vacuum atmosphere The strength softening in the HAZ and the low HAZ
has restricted the application of the process to com- toughness at the FL boundary are two weakest links for
ponents and structures that can be entirely contained the SAW of high strength pipe steels, which are attributed
within a vacuum chamber.28,44 Hybrid laser arc welding to the high heat input between BM and WM in SAW
(HLAW) is a combined process of GMAW and laser process. The major challenge during girth welding of
beam welding, which improves the absorption of laser X100 and X120 is how to avoid cold cracking that
energy in GMAW weld pool as well as the arc stability resulted from WM deposited with ultrahigh strength
due to laser induced ionisation. Hybrid laser arc welding electrodes. Therefore, the existing welding techniques
allows welding to be performed at higher travel speeds, have to be optimised and a low heat input welding process
with greater penetration and reduced distortion than has to be developed.
conventional arc welding processes. It has been demon- Second is to produce WM with suitable mechanical
strated that the improvements in weld microstructures properties.
and WM toughness are possible using the HLAW The WM should overmatch the minimum yield
process.85,86 Although HLAW is a productive and strength of the BM of either X100 or X120 and provide
Table 7 Chemical composition of WM for X120 longitudinal seam welds/wt-%8,9
Grade WM C Si Mn Cr Ni Mo Pcm*
X120 (A) Outside 0?05 0?23 1?63 1 2?2 0?92 0?31
Inside 0?05 0?18 1?69 1?1 2?6 0?98 0?32
X120 (B) Outside 0?06 0?29 1?88 0?9 1?3 0?82 0?32
Inside 0?06 0?30 1?87 0?8 1?3 0?75 0?32
*Pcm5CzSi/30z(MnzCuzCr)/20zNi/60zMo/15zV/10z5B.
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 179
Liu and Bhole Pipeline weldability and mechanical properties
the considerable satisfactory levels of toughness even at Niobium 2001, Orlando, FL, USA, May 2001, Minerals, Metals
and Materials Society, 543–569.
low temperatures simultaneously. However, based on
19. N. Bannenberg, A. Streißelberger and V. Schwinn: ‘New steel plates
current technology, it is difficult for WM to fulfill the for the oil and gas industry’, Steel Res. Int., 2007, 78, 185–188.
existing requirements at the same time. Commercially, 20. D. P. Fairchild, M. L. Macia, N. V. Bangaru and J. Y. Koo: ‘Girth
such WMs are not yet available and need to be designed welding development for X120 linepipe’, Int. J. Offshore Polar
and developed. Eng., 2004, 14, 18–28.
21. S. Okaguchi, H. Makino, M. Hamada, A. Yamamoto, T. Iked,
The novel welding techniques including EBW, HLAW I. Takeuchi, D. P. Fairchild, M. L. Macia, S. D. Papka, J. H.
and FRIEX have now been developed to a stage where Stevens, C. W. Patersen, J. K. Koo, N. V. Bangaru and M. J.
they present opportunities for cost savings, which arise Luton: ‘Development and mechanical properties of X120 linepipe’,
from reductions in labour content. However, a wide Int. J. Offshore Polar Eng., 2004, 14, 29–32.
22. H. G. Hillenbrand and P. Schwaab: ‘Determination of the
range of implementation of these new processes has been
microstructure of high strength structural steels for correlation
limited for its popular applications for different reasons. with their mechanical properties’, Mater. Sci. Eng. A, 1987, A94,
71–78.
23. D. Yapp and S. A. Blackman: ‘Recent developments in high
References productivity pipeline welding’, J. Braz. Soc. Mech. Sci. Eng., 2004,
26, 89–97.
1. G. Thewlis: ‘Weldability of X100 linepipe’, Sci. Technol. Weld.
24. L. Barsanti, H. G. Hillenbrand, G. Mannucci, G. Demofonti and
Join., 2000, 5, 365–377.
D. Harris: ‘Possible use of new materials for high pressure linepipe
2. A. K. Pathak and G. L. Datta: ‘Study of grain size and
construction: an opening on X100 grade steel’, Proc. 4th Int.
microhardness of submerged arc welded joint of AISI 1060 steel’,
Pipeline Conf., Calgary, Alta, Canada, September 2002, ASME,
Sci. Technol. Weld. Join., 2005, 10, 139–141.
287–298.
3. K. Nishioka and K. Ichikawa: ‘Progress in the thermomechanical
25. H. G. Hillenbrand, K. A. Niederhoff, G. Hauck, E. Perteneder and
control of steel plates and their commercialization’, Sci. Technol.
G. Wellnitz: ‘Procedures, considerations for welding X-80 line pipe
Adv. Mater., 2012, 13, 1–20.
established’, Oil Gas J., 1997, 95, 47–56.
4. H. Akasaki: ‘Progress in pipe and tube technology and its future
26. H. G. Hillenbrand, C. J. Heckmann and K. A. Niederhoff: ‘X80
prospect – application and manufacturing’, Nippon Steel Tech.
line pipe for large-diameter high strength pipelines’, Proc. APIA
Rep., 2004, 90, 75–81.
2002 Annual Conf., X80 Pipeline Workshop, Hobart, Tas.,
5. Hrivnak: ‘Weldability of modern steel materials’, ISIJ Int., 1995, Australia, October 2002, Australian Pipeline Industry
35, 1148–1156. Association, 35–49.
6. M. Sireesha, S. K. Albert and S. Sundaresan: ‘Importance of filler 27. A. G. Glover, D. J. Horsley and D. Dorling: ‘High-strength steel
material chemistry for optimising weld metal mechanical properties becomes standard on Alberta gas system’, Oil Gas J., 1999, 97, 44–
in modified 9Cr–1Mo steel’, Sci. Technol. Weld. Join., 2001, 6, 247– 49.
254. 28. Y. Komizo: ‘Overview of recent welding technology relating to
7. G. Demofonti, G. Mannucci, H. G. Hillenbrand and D. Harris: pipeline construction’, Trans. JWRI, 2008, 37, 1–5.
‘Suitability evaluation of X100 steel pipes for high pressure gas 29. D. Ren, F. Xiao, P. Tian, X. Wang and B. Liao: ‘Effects of welding
transportation pipelines by full scale tests’, Proc. 14th Joint wire composition and welding process on the weld metal toughness
Technical Meet. on ‘Pipeline research’, Berlin, Germany, May of submerged arc welded pipeline steel’, Int. J. Miner., Metall.
2003, EPRG-PRCI-APIA, 1–18. Mater., 2009, 16, 65–70.
8. H. G. Hillenbrand, A. Liessem, K. Biermann, C. J. Heckmann and 30. G. E. Ridings, R. C. Thomson and G. Thewlis: ‘Prediction of
V. Schwinn: ‘Development of grade X120 pipe materials for high multiwire submerged arc weld bead shape using network model-
pressure gas transportation lines’, Proc. 4th Int. Conf. on ‘Pipeline ing’, Sci. Technol. Weld. Join., 2002, 7, 265–279.
technology’, Ostend, Belgium, May 2004, Scientific Surveys Ltd., 31. S. Jindal, R. Chhibber and N. P. Mehta: ‘Issues in welding of
1–10. HSLA steels’, Adv. Mater. Res., 2012, 365, 44–49.
9. H. Asahi, E. Tsuru, S. Ohkita, N. Maruyama, K. Koyama, 32. D. J. Widgrey: ‘Welding high strength pipelines: from laboratory to
H. Akasaki, M. Murata, H. Miyazaki, T. Hara, H. Morimoto, field’, Svetsaren, 2002, 57, 22–25.
M. Sugiyama, K. Shinada, Y. Terada, N. Ayukawa, N. Doi and 33. ‘Rautaruukki, your partner in steel, gas and oil pipes’,
T. Yoshida: ‘Development of ultra-high-strength linepipe X120’, Rautaruukki, Helsinki, Finland, 1–8.
Nippon Steel Tech. Rep., 2004, 90, 82–97. 34. J. C. Coiffier, J. P. Jansen, G. Peru and J. Clays: ‘Combination of
10. B. Beidokhti, A. Dolati and A. H. Koukabi: ‘Effects of alloying laser beam and submerged arc process for the longitudinal welding
elements and microstructure on the susceptibility of the welded of large-diameter welded pipes’, Proc. Int. Symp. on ‘Safety in
HSLA steel to hydrogen-induced cracking and sulfide stress application of high strength steel’, Trondheim, Norway, July 1997,
cracking’, Mater. Sci. Eng. A, 2009, A507, 167–173. Statoil Research Centre, 235–252.
11. L. Y. Lan, C. L. Qiu, D. W. Zhao, X. H. Gao and L. X. Du: ‘Effect 35. J. P. Jansen, J. C. Coiffier and V. Thillou: ‘How to improve the
of single pass welding heat input on microstructure and hardness of toughness at low temperature of the longitudinal weld seam of pipes
submerged arc welded high strength low carbon bainitic steel’, Sci. with w.t. , 12?7 mm’, Proc. 3rd Int. Pipeline Technology Conf.,
Technol. Weld. Join., 2012, 17, 564–570. Bruges, Belgium, May 2000, Technologisch Instituut, 527–543.
12. F. Huang, J. Liu, Z. J. Deng, J. H. Cheng, Z. H. Cheng, Z. H. Lu 36. V. Schwinn, W. Schuetz, P. Fluess and J. Bauer: ‘Prospect and state
and X. G. Li: ‘Effect of microstructure and inclusions on hydrogen of the art of TMPC steel plate for structural and linepipe
induced cracking susceptibility and hydrogen trapping efficiency of application’, Mater. Sci. Forum, 2007, 539, 4726–4731.
X120 pipeline steel’, Mater. Sci. Eng. A, 2010, A527, 6997–7001. 37. S. D. Bhole, J. B. Nemade, L. Collins and C. Liu: ‘Effect of nickel
13. J. Ni, Z. Li, J. Huang and Y. Wu: ‘Strengthening behavior analysis and molybdenum additions on weld metal toughness in a
of weld metal of laser hybrid welding for microalloyed steel’, submerged arc welded HSLA line-pipe steel’, J. Mater. Process.
Mater. Des., 2010, 31, 4876–4880. Technol., 2006, 173, 92–100.
14. J. G. Williams, C. R. Killmore, F. J. Barbaro, J. Piper and 38. D. Hejazi, A. J. Haq, N. Yazdipour, D. P. Dunne, A. Calka,
L. Fletcher: ‘High strength ERW linepipe manufacture in F. Barbaro and E. V. Pereloma: ‘Effect of manganese content and
Australia’, Mater. Forum, 1996, 20, 13–28. microstructure on the susceptibility of X70 pipeline steel to
15. M. K. Gräf, H. G. Hillenbrand, C. J. Heckman and K. A. hydrogen cracking’, Mater. Sci. Eng. A, 2012, A551, 40–49.
Niederhoff: ‘High-strength large pipe for long-distance high 39. V. V. D. Mee and F. Neessen: ‘Development of high strength
pressure gas pipelines’, Int. J. Offshore Polar Eng., 2004, 14, 69–74. consumables form project to products’. www.pdfio.com/k-739934.
16. V. Chaudhari, H. P. Ritzmann, G. Wellnitz, H. G. Hillenbrand and html#
V. Willings: ‘German gas pipeline first to use new generation line 40. J. C. Price: ‘Welding needs specified for X80 offshore line pipe’, Oil
pipe’, Oil Gas J., 1995, 93, 40–47. Gas J., 1993, 91, 95–100.
17. W. Deng, X. Gao, X. Qin, D. Zhao and L. Du: ‘Microstructure 41. S. Bott, L. F. G. D. Souza, J. C. G. Teixeira and P. R. Rios: ‘High-
and properties of an X80 pipeline steel manufactured by untradi- strength steel development for pipelines: a Brazilian perspective’,
tional TMCP’, Adv. Sci. Lett., 2011, 4, 1088–1092. Metall. Mater. Trans. A, 2005, 36A, 443–454.
18. H. G. Hillenbrand, M. Gräf and K. Christoph: ‘Development and 42. N. Coniglio, V. Linton and E. Gamboa: ‘Coating composition,
production of high strength pipeline steels’, Proc. Int. Symp. weld parameter and consumable conditioning effects on weld metal
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 180
Liu and Bhole Pipeline weldability and mechanical properties
composition in shielded metal arc welding’, Sci. Technol. Weld. 66. B. Hwang, S. Lee, Y. M. Kim, N. J. Kim and J. Y. Yoo:
Join., 2010, 15, 361–368. ‘Correlation of rolling condition, microstructure and low-tempera-
43. M. R. Krishnadev, W. L. Zhang and J. T. Bowker: ‘Influence of ture toughness of X70 pipeline steels’, Metall. Mater. Trans. A,
alloying and progress on the HAZ and base plate properties of 2005, 36A, 1793–1805.
experimental HSLA-80 steels’, Proc. 3rd Int. Conf. on ‘Trends in 67. G. M Evans and N. Bailey: ‘Metallurgy of basic weld metal’, 161–
welding research’, Gatlinburg, TN, USA, June 1992, ASM, 599–603. 185; 1997, Cambridge, Woodhead Publishing Limited.
44. S. Y. Shin, K. Oh, K. B. Kang and S. Lee: ‘Effects of complex 68. W. Wang and S. Liu: ‘Alloying and microstructural management in
oxides on Charpy impact properties of heat affected zones of two developing SMAW electrodes for HSLA-100 steels’, Weld. J., 2002,
API X70 linepipe steels’, ISIJ Int., 2009, 49, 4876–4880. 81, 132s–145s.
45. P. K. Ghosh, P. K. Singh, K. K. Vaze and H. S. Kushwaha: 69. S. H. Kim, C. Y. Bang and K. S. Bang: ‘Welding metal impact
‘Characterisation of pipe welds and HAZ in primary heat transport toughness of electron beam welded 9% Ni steel’, J. Mater. Sci.,
system piping of pressurised heavy water reactors’, Sci. Technol. 2001, 36, 1197–2000.
Weld. Join., 2004, 9, 200–208. 70. D. S. Taylor and G. M. Evans: ‘Development of MMA electrodes
46. D. Nolan, Z. Sterjovski and D. Dunner: ‘Hardness prediction for offshore fabrication’, Met. Constr., 1983, 15, 438–443.
models based on HAZ simulation for in-service welded pipeline 71. E. Keehan, H. O. Andren, L. Karlsson, M. Murugananth and H.
steels’, Sci. Technol. Weld. Join., 2005, 10, 681–694.
K. D. H. Bhadeshia: ‘Microstructural and mechanical effects of
47. H. H. Wu, K. M. Wu, X. W. Lei and Y. Qian: ‘Effect of fast
nickel and manganese on high strength steel weld metals’, Proc. 6th
cooling process on microstructure and toughness of heat affected
Int. Conf. on ‘Trend in welding research’, Pine Mountain, GA,
zone in high strength pipeline steel X120’, Sci. Technol. Weld. Join.,
USA, April 2003, ASM, 695–700.
2012, 17, 309–313.
72. G. M. Evans: ‘Effect of molybdenum on microstructure and
48. Y. Terada, A. Kiyose, N. Dol, H. Morimoto, A. Kojima,
properties of C–Mn all-weld metal deposits’, Join. Mater., 1988, 1,
T. Nakashima, T. Hara and M. Sugiyama: ‘High-strength linepipes
239–246.
with excellent HAZ toughness’, Nippon Steel Tech. Rep., 2004, 90,
88–93. 73. M. Thuvander, L. Karisson and B. Munir: ‘Controlling segregation
49. C. Liu, Z. B. Zhao and D. O. Northwood: ‘Mechanical properties in Nickel-base weld metals by balanced alloying’, Stainless Steel
of the heat-affected zone in a bainitic high strength low alloy steel’, World, 2004, 16, 52–57.
Mater. Sci. Technol., 2002, 18, 1325–1328. 74. D. D. Crockett, J. A Rhone, R. F. Young and D. C. Noernberg:
50. S. Aihara and K. Okamoto: ‘Influence of local brittle zones on ‘Design considerations for submerged arc consumables intended for
HAZ toughness of TMCP steels’, Proc. AWS Int. Conf. on the manufacture of line pipe’, Pipeline Technol., 1995, 1, 151–162.
‘Metallurgy, welding and qualification of microalloyed (HSLA) 75. J. P. Snyder and A. W. Pense: ‘Effects of titanium on submerged
steel weldments’, Houston, TX, USA, November 1990, AWS, 402– arc weld metal’, Weld. J., 1982, 61, 201-s–211-s.
426, IITT Internat, 125–131. 76. J. F. Dos Santos, V. R. Dos Santos and J. C. Jorge: ‘Properties of a
51. K. A. Belyaev, V. A. Polyanskiy and Y. A. Yakovlev: ‘Stresses in a ferritic metal cored wire weld metal deposited in the pressure range
pipeline affected by hydrogen’, J. Mater. Sci., 2011, 46, 715–722. from 51 bar to 110 bar’, Proc. 6th Int. Offshore and Polar
52. H. Nakaugi, H. Tamehiro, K. Nishioka, Y. Ogata and Y. Kawada: Engineering Conf., Los Angeles, CA, USA, May 1996, ASM, 141–
‘Recent development of X80 grade line pipe’, Proc. Int. Conf. on 146.
‘Welding technology, materials and fracture’, Geesthacht, 77. N. Pradhan, N. Banerjee, B. B. Reddy, S. K. Sahay, D. S. Basu, P.
Germany, October 1990. K. Bhor, S. Das and S. Bhattyacharya: ‘Control of defects during
53. ‘NSC patent on Ti-oxide treated structural steels’, EP 0177851. continuous casting of line pipe (API) quality steels’, Scand. J.
54. Y. Terada, H. Ishikawa, R. Chijiiwa, K. Tomioka, T. Takamoto, Metall., 2005, 34, 2332–2340.
G. Itsubo and H. Tamehiro: ‘High-strength titanium-oxide bearing 78. B. Tanguy, T. T. Luu, G. Perrin, A. Pineau and J. Besson: ‘Plastic
tether pipe for tension leg platform’, Proc. 8th Int. Offshore and and damage behavior of a high strength X100 pipeline steel:
Polar Engineering Conf., Montreal, Que., Canada, May 1998, experiments and modeling’, Int. J. Press. Vessels Pip., 2008, 85,
International Society of Offshore and Polar Engineers, 131–137. 322–335.
55. J. G. Williams, C. R. Killmore, P. D. Edwards and P. G. Kelly: 79. L. Barsanti, G. Pozzoli and H. G. Hillendbrand: ‘Production and
‘Thermomechanical processing of Mo–Nb high strength steels for field weldability evaluation of X100 line pipe’, Proc. 13th Joint
application to X70 and X80 ERW linepipe’, THERMEC 97: Proc. Meet. PRCI-EPRG, New Orleans, LA, USA, May 2001, PRCI-
Int. Conf. on ‘Thermomechanical processing of steels and other EPRG, 7.
materials’, Wollongong, NSW, Australia, July 1997, TMS, 475–482. 80. H. K. D. H. Bhadeshia, L.-E. Svensson and B. Gretoft: ‘Prediction
56. L. Fletcher and N. Yurioka: ‘A holistic model of hydrogen of the microstructure of submerged-arc linepipe weld’, Proc. 3rd
cracking in pipeline girth welding’, Proc. Conf. on ‘Weld metal Int. Conf. on ‘Welding and performance of pipeline, Abington,
hydrogen cracking in pipeline girth welds’, Lidcombe, NSW, UK, November 1986, The Welding Institute, 17-1–17-10.
Australia, April 2000, WTIA, 12-1–12-14. 81. C. Ouchi: ‘Development of steel plates by intensive use of TMCP
57. D. Nolan, D. Dunne and J. Norrish: ‘Root pass solidification and direct quenching processes’, ISIJ Int., 2001, 41, 542–553.
cracking in low carbon pipeline girth welds deposited via cellulosic 82. Y. Li, D. N. Crowther, M. J. W. Green, P. S. Mitchell and T. N.
manual metal arc welding’, Sci. Technol. Weld. Join., 2003, 8, 102–112.
Baker: ‘Effect of vanadium and niobium on the properties and
58. P. Kah and J. Martikainen: ‘Current trends in welding processes
microstructure of the intercritically reheated coarse grained heat
and materials: improve in effectiveness’, Rev. Adv. Mater. Sci.,
affected zone in low carbon microalloyed steels’, ISIJ Int., 2001, 41,
2012, 30, 189–200.
46–55.
59. M. Krishnadev and W. Zhang: ‘Extra low carbon welding
83. H. G. Hillenbrand, E. Amoris, K. A. Niederhoff, C. Perdrix,
consumables for HSLA80 and HSLA100 steels and improving
A. Streisselberger and U. Zeislmair: ‘Manufacturability of linepipe
HAZ toughness at high heat inputs’, in, Montreal, , ‘Metal welding
in grades up to X100 from TM processed plate’, Proc. Pipeline
and applications’, (ed. J. P. Boillot et al.), 55–70; 1999, Metallurgy
Technology Conf., Oostende, Belgium, September 1995. TI-K VIV,
and Materials Society of CIM Montreal.
60. A. Barbangelo: ‘Influence of alloying elements and heat treatment 273-286.
on impact toughness of chromium steel surface deposits’, J. Mater. 84. H. G. Hillenbrand, K. A. Niederhoff, E. Amoris, C. Perdrix, A.
Sci., 1990, 25, 2975–2984. Streisselberger and U. Zeislmair: ‘Development of linepipe in grades
61. V. Shankar and J. H. Devletian: ‘Solidification cracking in low up to X100’, Proc. Biennial Joint Technical Meet. on ‘Linepipe
alloy steel welds’, Sci. Technol. Weld. Join., 2005, 10, 236–243. research’, Washington, DC, USA, April 1997, EPRG/PRC, 6.
62. J.-G. Jung, J. Kim, K.-M. Noh, K. K. Park and Y.-K. Lee: ‘Effects 85. J. Ni, Z. Li, J. Huang and Y. Wu: ‘Strengthening behavior analysis
of B on microstructure and hardenability of resistance seam welded of weld metal of laser hybrid welding for microalloyed steel’,
HSLA linepipe steel’, Sci. Technol. Weld. Join., 2012, 17, 77–84. Mater. Des., 2010, 31, 4876–4880.
63. B. Dixon: ‘Submerged arc welding with alloy powder additions for 86. L. Quintino, R. M. Miranda, S. Williams and C. J. Kong: ‘Gas
high strength steels’, Int. J. Join. Mater., 1996, 8, 14–21. shielding in fiber laser welding of high strength pipeline steel’, Sci.
64. M. C. Zhao, Y. Y. Shan, E. R. Xiao and K. Yang: ‘Acicular ferrite Technol. Weld. Join., 2011, 6, 399–404.
formation during hot plate rolling for pipeline steels’, Mater. Sci. 87. K. Faes, A. Dhooge, P. Baets and P. Afschrift: ‘Influence of
Technol., 2003, 19, 355–359. deceleration phase on properties of friction welded pipelines using
65. Y. Peng, W. Chen and Z. Xu: ‘Study of high toughness ferrite wire intermediate ring’, Sci. Technol. Weld. Join., 2008, 10, 136–145.
for submerged arc welding of pipeline steel’, Mater. Charact., 2001, 88. H. K. D. Bhadeshia and T. DebRoy: ‘Critical assessment: friction
47, 67–73. stir welding of steels’, Sci. Technol. Weld. Join., 2009, 14, 193–196.
Science and Technology of Welding and Joining 2013 VOL 18 NO 2 181
Copyright of Science & Technology of Welding & Joining is the property of Maney Publishing and its content
may not be copied or emailed to multiple sites or posted to a listserv without the copyright holder's express
written permission. However, users may print, download, or email articles for individual use.
You might also like
- Crack Arrestability of High-Pressure Gas Pipelines by x100 or x120Document16 pagesCrack Arrestability of High-Pressure Gas Pipelines by x100 or x120Rifani ImamNo ratings yet
- Metallurgical Design and Development of High-Grade Line PipeDocument9 pagesMetallurgical Design and Development of High-Grade Line PipeMarcelo Varejão CasarinNo ratings yet
- Microstructure and Mechanical Properties of X80/X100 Grade Plates and PipesDocument6 pagesMicrostructure and Mechanical Properties of X80/X100 Grade Plates and PipesallswellelleNo ratings yet
- 024song - Edited - NEWDocument8 pages024song - Edited - NEWFilip Van den AbeeleNo ratings yet
- Development and Production of Heavy Gauge X70 Pipeline Plate For Deep Water Pipe Applications at Shougang SteelDocument7 pagesDevelopment and Production of Heavy Gauge X70 Pipeline Plate For Deep Water Pipe Applications at Shougang SteelMarcelo Varejão CasarinNo ratings yet
- 014hara - Edited - NEWDocument8 pages014hara - Edited - NEWFilip Van den AbeeleNo ratings yet
- Gmaw Arc FundaDocument11 pagesGmaw Arc FundavonipkoNo ratings yet
- Journal Pre-Proof: Unda G, Sergej Gook, Andrey Gumenyuk, MichaelDocument34 pagesJournal Pre-Proof: Unda G, Sergej Gook, Andrey Gumenyuk, MichaelAgus WidyiantoNo ratings yet
- X100 - Girth Welding, Joint Properties and Defect ToleranceDocument13 pagesX100 - Girth Welding, Joint Properties and Defect ToleranceAlberto ChazarretaNo ratings yet
- Low-Cycle Fatigue Properties of X70 HF-ERW PipesDocument11 pagesLow-Cycle Fatigue Properties of X70 HF-ERW PipesAyon RoyNo ratings yet
- The First L555 (X80) Pipeline in JapanDocument11 pagesThe First L555 (X80) Pipeline in JapanMarcelo Varejão CasarinNo ratings yet
- x80 Line Pipe For Large Diameter High Strength PipelineDocument15 pagesx80 Line Pipe For Large Diameter High Strength PipelineAnonymous AlhzFE9EVNNo ratings yet
- MetalurgiaDocument5 pagesMetalurgiaViviana Contreras CzNo ratings yet
- Contreras Cruz-Traduccion InglesDocument11 pagesContreras Cruz-Traduccion InglesL Pauliño Contreras CruzNo ratings yet
- Welding of 2205 Duplex Stainless Steel PipesDocument5 pagesWelding of 2205 Duplex Stainless Steel PipesMarcelo Varejão CasarinNo ratings yet
- IBP1081 - 19 Seamless Line Pipes For Challenging Offshore ApplicationsDocument10 pagesIBP1081 - 19 Seamless Line Pipes For Challenging Offshore ApplicationsMarcelo Varejão CasarinNo ratings yet
- Cronidur Equivalent J.matchar.2019.110049Document15 pagesCronidur Equivalent J.matchar.2019.110049IltefatNo ratings yet
- ALo Long PDFDocument7 pagesALo Long PDFThanh LongNo ratings yet
- Hardness X20CrMoV12 1Document8 pagesHardness X20CrMoV12 1misapera35No ratings yet
- Artigo Questão 1Document7 pagesArtigo Questão 1eduardoNo ratings yet
- High Strength Microalloyed Linepipe Half A CenturyDocument26 pagesHigh Strength Microalloyed Linepipe Half A Centurym_seyedNo ratings yet
- MET 53 4 717 720 Tomicic TorlakovicDocument4 pagesMET 53 4 717 720 Tomicic TorlakovicclarkgaguiNo ratings yet
- Welding TMCP SteelsDocument7 pagesWelding TMCP SteelsElias Kapa100% (1)
- DWDT MethodDocument11 pagesDWDT Methodvijayaraman rajendranNo ratings yet
- 01.improving The Casting Process of Peritectic Steel Grades Ferrite Potential CalculationDocument3 pages01.improving The Casting Process of Peritectic Steel Grades Ferrite Potential CalculationsankhadipNo ratings yet
- 003meuser - EditedDocument15 pages003meuser - EditedFilip Van den AbeeleNo ratings yet
- Sub Marc WeldDocument4 pagesSub Marc WeldzhangjlNo ratings yet
- 015hara - Edited - NEWDocument6 pages015hara - Edited - NEWFilip Van den AbeeleNo ratings yet
- Co CR Ni W + MN Literatur 1Document9 pagesCo CR Ni W + MN Literatur 1Syamsul Prasetya AjiNo ratings yet
- The Pipeline-Steels X100 and X120Document24 pagesThe Pipeline-Steels X100 and X120thepleguyNo ratings yet
- A New Role For Microalloyed SteelsDocument11 pagesA New Role For Microalloyed SteelsMuhammed SulfeekNo ratings yet
- Micro Study of Slender Concrete Filled Aluminium Tubular Columns Under Axial CompressionDocument6 pagesMicro Study of Slender Concrete Filled Aluminium Tubular Columns Under Axial CompressionVimal VimalanNo ratings yet
- Analysis of Materials Used in Hyperloop CapsuleDocument7 pagesAnalysis of Materials Used in Hyperloop CapsuleIJRASETPublicationsNo ratings yet
- Ductile Iron Pipes and Fittings DN 80-1000 MMDocument24 pagesDuctile Iron Pipes and Fittings DN 80-1000 MMMahtheerNo ratings yet
- Clad PipesDocument4 pagesClad PipesSohail Tisekar100% (1)
- Metallurgical Benefits of Vanadium Microalloying in Producing High Strength Seismic Grade RebarDocument12 pagesMetallurgical Benefits of Vanadium Microalloying in Producing High Strength Seismic Grade RebarUlises Quintana CarhuanchoNo ratings yet
- Development of Modern High Strength Heavy Plates For Linepipe ApplicationsDocument8 pagesDevelopment of Modern High Strength Heavy Plates For Linepipe ApplicationsMarcelo Varejão CasarinNo ratings yet
- Fatigue Life Improvement of The High Strength Steel Welded Joints by Ultrasonic Impact PeeningDocument15 pagesFatigue Life Improvement of The High Strength Steel Welded Joints by Ultrasonic Impact PeeningThong LeNo ratings yet
- Production and Progress Work of Plates For Pipes With Strength Level of X80 and AboveDocument14 pagesProduction and Progress Work of Plates For Pipes With Strength Level of X80 and AboveArianta RianNo ratings yet
- Study On Pre-Stressed Concrete Grain Silo Based On Non-Cohesive PropertiesDocument5 pagesStudy On Pre-Stressed Concrete Grain Silo Based On Non-Cohesive PropertiesAfzalNo ratings yet
- High Quality CRA Solutions by Electroslag Process For Austenitic StainleDocument14 pagesHigh Quality CRA Solutions by Electroslag Process For Austenitic StainleMubeenNo ratings yet
- IBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsDocument11 pagesIBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsMarcelo Varejão CasarinNo ratings yet
- Ceramics For ConstructionDocument10 pagesCeramics For ConstructionJulio Andrés Casal RamosNo ratings yet
- Longitudinalbeam Production by Controlled Rolling at MMKDocument3 pagesLongitudinalbeam Production by Controlled Rolling at MMKjuan carlosNo ratings yet
- Laser Welding of The New Generation Gade of HSS Domex 960Document6 pagesLaser Welding of The New Generation Gade of HSS Domex 960Agnieszka Kurc-LisieckaNo ratings yet
- Presentation Slide8Document18 pagesPresentation Slide8NafidNo ratings yet
- Flyer HSS Tubes Cranes OkDocument4 pagesFlyer HSS Tubes Cranes OkNoman Abu-FarhaNo ratings yet
- High Strength PipelinesDocument13 pagesHigh Strength Pipelinesjptl6477No ratings yet
- The Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsDocument10 pagesThe Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsJJNo ratings yet
- DOI: 10.1515/amm-2016-0198Document8 pagesDOI: 10.1515/amm-2016-0198BHARANINo ratings yet
- Mrays, Art Groenveld PresentationDocument12 pagesMrays, Art Groenveld PresentationTony ParkNo ratings yet
- Pub 139 Copper Nickel Welding and Fabrication PDFDocument32 pagesPub 139 Copper Nickel Welding and Fabrication PDFG.SWAMI100% (1)
- Materials Science & Engineering A: Zhijie Yan, Kun Liu, Jürgen EckertDocument8 pagesMaterials Science & Engineering A: Zhijie Yan, Kun Liu, Jürgen EckertMahir OĞUZNo ratings yet
- Effect of Cooling Rate and Finish Rolling Temperature On Structure and Strength of API 5LX70 Linepipe Steel PlateDocument11 pagesEffect of Cooling Rate and Finish Rolling Temperature On Structure and Strength of API 5LX70 Linepipe Steel Platek4dr0nNo ratings yet
- High Carbon Steel Rolling DMHDocument10 pagesHigh Carbon Steel Rolling DMHimtiyaz aliNo ratings yet
- 2023 Evaluation of The Effect of Heat Input... Soldagem InspecaoDocument13 pages2023 Evaluation of The Effect of Heat Input... Soldagem Inspecaocesold delcaribeNo ratings yet
- 113 14Document8 pages113 14rahul srivastavaNo ratings yet
- As-Rolled Plate Product With Improved Yield Strength, Toughness, and Weldability For Pressurized Railroad Tank CarsDocument16 pagesAs-Rolled Plate Product With Improved Yield Strength, Toughness, and Weldability For Pressurized Railroad Tank CarssurendarNo ratings yet
- Technology Development in Welding - Orbital Welding: NtroductionDocument6 pagesTechnology Development in Welding - Orbital Welding: NtroductionrubilNo ratings yet
- Wat AssignmentDocument16 pagesWat AssignmentrubilNo ratings yet
- Department of Metallurgical and Materials Engineering National Institute of Technology, Tiruchirappalli - 620 015 MT 602 - Welding Metallurgy Assessment - I Answer All Questions (5 X 4 20 Marks)Document1 pageDepartment of Metallurgical and Materials Engineering National Institute of Technology, Tiruchirappalli - 620 015 MT 602 - Welding Metallurgy Assessment - I Answer All Questions (5 X 4 20 Marks)rubilNo ratings yet
- Department of Metallurgical and Materials Engineering National Institute of Technology, Tiruchirappalli - 620 015 MT 602 - Welding Metallurgy Assessment - I Answer All Questions (5 X 4 20 Marks)Document1 pageDepartment of Metallurgical and Materials Engineering National Institute of Technology, Tiruchirappalli - 620 015 MT 602 - Welding Metallurgy Assessment - I Answer All Questions (5 X 4 20 Marks)rubilNo ratings yet
- Welding Engineering: M.Tech. DegreeDocument16 pagesWelding Engineering: M.Tech. DegreerubilNo ratings yet
- Nakason 2001 Preliminary Study PreparationDocument12 pagesNakason 2001 Preliminary Study PreparationEason HuangNo ratings yet
- Amberlite IRN 160 LDocument2 pagesAmberlite IRN 160 LJayanath Nuwan SameeraNo ratings yet
- Variation in Cement Properties and Its Effect On Quality of Concrete PDFDocument7 pagesVariation in Cement Properties and Its Effect On Quality of Concrete PDFTran Huynh NamNo ratings yet
- Fundamentals of Organic ChemistryDocument131 pagesFundamentals of Organic ChemistryApoorv Sharma100% (1)
- Eggert, G. y Schmutzler B. (Ed.) - Archaeological Iron Conservation. 2010Document98 pagesEggert, G. y Schmutzler B. (Ed.) - Archaeological Iron Conservation. 2010Trinidad Pasíes Arqueología-Conservación100% (2)
- EFR EU27 Steel Scrap SpecificationDocument258 pagesEFR EU27 Steel Scrap SpecificationFlorin DamaroiuNo ratings yet
- A Hypothetical Synthesis of TIMDocument3 pagesA Hypothetical Synthesis of TIMneefruudNo ratings yet
- Metalworking Fluids and Related Materials: Standard Classification ForDocument3 pagesMetalworking Fluids and Related Materials: Standard Classification ForteaNo ratings yet
- Phyto ManjakaniDocument19 pagesPhyto ManjakaniThirukumaren JeyasagarenNo ratings yet
- Pamphlet 001 - Chlorine BasicsDocument66 pagesPamphlet 001 - Chlorine BasicsAna Paula Mercatelli Ferreira100% (1)
- 9453 0413PO 4746 0112PO Chemical Economics Handbook LowresDocument4 pages9453 0413PO 4746 0112PO Chemical Economics Handbook Lowresmehrdad132No ratings yet
- Nov 24th 2014 Monday: Products DetailsDocument1 pageNov 24th 2014 Monday: Products DetailsXuân Giang NguyễnNo ratings yet
- Cleanroom Cleaning and Disinfection 8 Steps For SuccessDocument6 pagesCleanroom Cleaning and Disinfection 8 Steps For SuccessakashNo ratings yet
- Book PDFDocument60 pagesBook PDFSiva KrishnaNo ratings yet
- Astm A965x 2021aDocument7 pagesAstm A965x 2021aamitNo ratings yet
- NACE Bolting App-507Document4 pagesNACE Bolting App-507bloggerparthiNo ratings yet
- U.S. Patent 1,780,844, Applying Nitrocellulose Varnishes, Issued 1930.Document2 pagesU.S. Patent 1,780,844, Applying Nitrocellulose Varnishes, Issued 1930.Anonymous a7S1qyXNo ratings yet
- Organic Chemistry FHSC1124Document64 pagesOrganic Chemistry FHSC1124Hema Jothy100% (1)
- Project Report On Washing Powder, Liquid Detergents, Lotion and ShampooDocument11 pagesProject Report On Washing Powder, Liquid Detergents, Lotion and ShampooEIRI Board of Consultants and PublishersNo ratings yet
- Masterbrace 14146Document2 pagesMasterbrace 14146Mohammed Ashrey Shendi RatebNo ratings yet
- Plasma Hexane 2014 IEEE PDFDocument11 pagesPlasma Hexane 2014 IEEE PDFCAMILA COBOS MOLANONo ratings yet
- ME1B Envi - Learning Task 2-2Document2 pagesME1B Envi - Learning Task 2-2Kurt Vincent ReyesNo ratings yet
- Syngas Cooler Systems For Gasification PDocument12 pagesSyngas Cooler Systems For Gasification PkghanbariNo ratings yet
- Lecture 7 Selection of Site For Chemical PlantDocument24 pagesLecture 7 Selection of Site For Chemical PlantMuhammad Bilal100% (1)
- Afaf Kamal-Eldin - Jan Pokorný - Analysis of Lipid oxidation-AOCS Press (2005)Document286 pagesAfaf Kamal-Eldin - Jan Pokorný - Analysis of Lipid oxidation-AOCS Press (2005)Gabriella C Vicente100% (1)
- SD Fine Pricelist 2015Document268 pagesSD Fine Pricelist 2015Prakash PatelNo ratings yet
- Laws of Chemical Combination Class 9Document4 pagesLaws of Chemical Combination Class 9Pushpa Kumari0% (1)
- 2602-Article - Manuscript Text-8073-4-10-20190502Document6 pages2602-Article - Manuscript Text-8073-4-10-20190502linh HuynhnhatNo ratings yet
- 742 762 Control 255 Performa Series Valves Service Manual 3000440Document48 pages742 762 Control 255 Performa Series Valves Service Manual 3000440Ousmane BANo ratings yet
- The Feasibility To Lavender, Activated Charcoal, and Peace Lilies As A Component in Making A Household-Air PurifierDocument16 pagesThe Feasibility To Lavender, Activated Charcoal, and Peace Lilies As A Component in Making A Household-Air PurifierMichaela CasiquinNo ratings yet