You might also like
- Black & Decker - The Complete Guide To Wiring, 5th EditionDocument353 pagesBlack & Decker - The Complete Guide To Wiring, 5th Editionepiphonesg100% (5)
- Truck Crane 1: GT-900XLDocument270 pagesTruck Crane 1: GT-900XLJulio Ramos100% (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- NASA HelicopterDocument51 pagesNASA HelicopterRolando RivasNo ratings yet
- Optimization of Screw Compressor Design: SynopsisDocument11 pagesOptimization of Screw Compressor Design: SynopsisDustyn Deakins100% (1)
- Induction Heating Coil DesignDocument20 pagesInduction Heating Coil Designbitconcepts9781100% (1)
- PCP: New Performance Equations For Optimal DesignDocument5 pagesPCP: New Performance Equations For Optimal DesignIndra Bayu100% (1)
- Radial TurbinesDocument46 pagesRadial TurbinesarorabbNo ratings yet
- Test Report PDFDocument60 pagesTest Report PDFMaria Marcano100% (2)
- Effects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncDocument10 pagesEffects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncjamariekoniNo ratings yet
- Imeco BulletDocument11,224 pagesImeco BulletHabibur RahmanNo ratings yet
- Theory ManualDocument171 pagesTheory Manualpei chenNo ratings yet
- Dse720 Installation Instructions PDFDocument2 pagesDse720 Installation Instructions PDFanon_56872395776% (17)
- A New Class of Rotary Piston Machine Suitable For Compressors, Pumps and Internal Combustion EnginesDocument18 pagesA New Class of Rotary Piston Machine Suitable For Compressors, Pumps and Internal Combustion Enginesconlib100% (1)
- Analysis of Flow Through Roots Blower Systems PDFDocument8 pagesAnalysis of Flow Through Roots Blower Systems PDFSugianto BarusNo ratings yet
- Theory For Macining of ScrewsDocument24 pagesTheory For Macining of ScrewsSharad KokateNo ratings yet
- Calculation of Rotor Interference in Screw CompressorsDocument8 pagesCalculation of Rotor Interference in Screw Compressorszikhail93No ratings yet
- National Advisory Committee For Aeronautics: Technical Note 3798Document34 pagesNational Advisory Committee For Aeronautics: Technical Note 3798Mariela TisseraNo ratings yet
- Determination of Gear Tooth Friction by Disc Machine: K. L. Johnson and D. I. SpenceDocument7 pagesDetermination of Gear Tooth Friction by Disc Machine: K. L. Johnson and D. I. SpenceSucre Riccardo CannoneNo ratings yet
- Analytical Investigation of The Free-Tip Rotor For Helicopters NASA 81345 FIL FIL FILDocument34 pagesAnalytical Investigation of The Free-Tip Rotor For Helicopters NASA 81345 FIL FIL FILMariela TisseraNo ratings yet
- 1 s2.0 S0307904X1300379X MainDocument10 pages1 s2.0 S0307904X1300379X MainPradita FirmansyahNo ratings yet
- The Effects of The Generating Pin Size and Placement On The Curvature A N D Displacement of Epitrochoidal Gerotors E. BeardtDocument17 pagesThe Effects of The Generating Pin Size and Placement On The Curvature A N D Displacement of Epitrochoidal Gerotors E. BeardtEbru AnaNo ratings yet
- Rahnejat Gohar DesignofprofiledtaperrollerbearingDocument8 pagesRahnejat Gohar DesignofprofiledtaperrollerbearingAakashAbhaniNo ratings yet
- Calculation of Rotor Interference in Screw CompresDocument9 pagesCalculation of Rotor Interference in Screw CompresAdrian SetyadharmaNo ratings yet
- NC Maching Efficiency For Marine Propellers Kuo2002Document7 pagesNC Maching Efficiency For Marine Propellers Kuo2002장영훈No ratings yet
- 71 FeDocument17 pages71 FeEric21No ratings yet
- Torsion of Crankshafts: Imoshenko Hiladelphia ADocument15 pagesTorsion of Crankshafts: Imoshenko Hiladelphia ALahiru Prabhatha AmarasenaNo ratings yet
- 2004-Using Sweep To Extend The Stall-Free Operational Range in Axial Fan RotorsDocument11 pages2004-Using Sweep To Extend The Stall-Free Operational Range in Axial Fan RotorsJianbo JiangNo ratings yet
- Opportunities For Variable Rotor Lead in Screw Compressors Depending On Dimensionless NumbersDocument10 pagesOpportunities For Variable Rotor Lead in Screw Compressors Depending On Dimensionless NumbersMike GeorgiouNo ratings yet
- 31528-Article Text-113309-1-10-20220830Document11 pages31528-Article Text-113309-1-10-20220830Aissa AMOURNo ratings yet
- National Advisory Committee For AeronauticsDocument26 pagesNational Advisory Committee For Aeronauticscepheid_luNo ratings yet
- Choice of Blade Profile, Pitch and ChordDocument6 pagesChoice of Blade Profile, Pitch and Chordapi-27135468260% (5)
- Apex Seal Vibration Analysis of Limacon PDFDocument9 pagesApex Seal Vibration Analysis of Limacon PDFtakiya genjiNo ratings yet
- HarringtonDocument26 pagesHarringtonMaximNo ratings yet
- Design of Axial Flow Compressors: Proper Integration of Mild Compression Stages !!!Document19 pagesDesign of Axial Flow Compressors: Proper Integration of Mild Compression Stages !!!bhaskarNo ratings yet
- Wang1996 Design and Performance Prediction PDFDocument14 pagesWang1996 Design and Performance Prediction PDFalper yeterNo ratings yet
- Rotary Tiller Desing Parameters Part 1 PDFDocument7 pagesRotary Tiller Desing Parameters Part 1 PDFJonathan Gonzalez Camargo100% (1)
- SIMBOLOS DE GLAURET Bose, N. - The Autogyro For Ship Propulsion (1983)Document8 pagesSIMBOLOS DE GLAURET Bose, N. - The Autogyro For Ship Propulsion (1983)Mariela TisseraNo ratings yet
- 1 s2.0 S0042207X18317767 MainDocument8 pages1 s2.0 S0042207X18317767 MainMihaela ConstantinNo ratings yet
- Thompson Proto US1425810Document4 pagesThompson Proto US1425810apoorva singhNo ratings yet
- Vane PumpDocument8 pagesVane Pumpramchandra rao deshpande100% (1)
- Wind Tunnel Tests On A 12 FT Diameter Helicopter Rotor Squire 1953 Arc-Rm-2695Document21 pagesWind Tunnel Tests On A 12 FT Diameter Helicopter Rotor Squire 1953 Arc-Rm-2695Mariela TisseraNo ratings yet
- Open-Water Thrust and Torque Predictions of A Ducted PropellerDocument12 pagesOpen-Water Thrust and Torque Predictions of A Ducted Propellersyclops3No ratings yet
- Uncertainty Quantification of Leakages in A Multistage Simulation and Comparison With ExperimentsDocument9 pagesUncertainty Quantification of Leakages in A Multistage Simulation and Comparison With Experimentsbigsteve9088No ratings yet
- Geometric Design For A Gerotor Pump With High Area EfficiencyDocument9 pagesGeometric Design For A Gerotor Pump With High Area Efficiencykanteron6443No ratings yet
- Case Due Rotor-Stator: StudyDocument9 pagesCase Due Rotor-Stator: StudyTrần Phước TrungNo ratings yet
- AAE 372 Sample Final ExamDocument8 pagesAAE 372 Sample Final Examvball8288No ratings yet
- 1 s2.0 S0094114X07001103 MainDocument17 pages1 s2.0 S0094114X07001103 MainMihaela ConstantinNo ratings yet
- Savonius Blade Profile PDFDocument21 pagesSavonius Blade Profile PDFTushar KarekarNo ratings yet
- Axisymmetric Analysis and Design of Ducted Rotors: MIT Aero & Astro Dept. Aerocraft, IncDocument20 pagesAxisymmetric Analysis and Design of Ducted Rotors: MIT Aero & Astro Dept. Aerocraft, IncIman SaberiNo ratings yet
- Comparision of The Flow in Co-Rotating and Counter-Rotating Twinscrew PDFDocument5 pagesComparision of The Flow in Co-Rotating and Counter-Rotating Twinscrew PDFChauNo ratings yet
- Comparision of The Flow in Co-Rotating and Counter-Rotating Twin-Screw ExtrudersDocument5 pagesComparision of The Flow in Co-Rotating and Counter-Rotating Twin-Screw ExtrudersHaresh BhanushaliNo ratings yet
- Design of Air Bearing For High Speed Micro Gas Turbine: M.MuruganandamDocument10 pagesDesign of Air Bearing For High Speed Micro Gas Turbine: M.MuruganandamChandu SunagNo ratings yet
- 1 s2.0 S221282711731168X MainDocument6 pages1 s2.0 S221282711731168X MainMinn Thu SweNo ratings yet
- Developing A Method To Design and Simulation of A Very Low HeadDocument11 pagesDeveloping A Method To Design and Simulation of A Very Low HeadSoheil FazelNo ratings yet
- Vortex Behaviour of An Unbaffled Surface Aerator PDFDocument6 pagesVortex Behaviour of An Unbaffled Surface Aerator PDFjbsantoNo ratings yet
- E.I. ZS: Else ADocument5 pagesE.I. ZS: Else ABelay ShibruNo ratings yet
- Cam AppDocument9 pagesCam Appmanoj kumarNo ratings yet
- Review: Turbine and Related Flowmeters: !. Industrial PracticeDocument15 pagesReview: Turbine and Related Flowmeters: !. Industrial PracticemohmehrNo ratings yet
- Free Wake 2Document13 pagesFree Wake 2Fab MorlandoNo ratings yet
- Basic Concept of Mechanical EnggDocument8 pagesBasic Concept of Mechanical EnggAsad Bin Ala QatariNo ratings yet
- Earl Logan Jr. Handbook of Turbomachinery 2003-3Document3 pagesEarl Logan Jr. Handbook of Turbomachinery 2003-3irctcsbt6bimblikipil0% (1)
- New York Power Authority Niagara Power Project RM Scaled Model of A Francis Turbine With GeneratorDocument30 pagesNew York Power Authority Niagara Power Project RM Scaled Model of A Francis Turbine With GeneratorwaqasNo ratings yet
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Tufail Chemical & Surfactant: Purchase OrderDocument1 pageTufail Chemical & Surfactant: Purchase OrderSyed Ali KhanNo ratings yet
- SunnyA18 InstructionsDocument18 pagesSunnyA18 InstructionsSyed Ali KhanNo ratings yet
- Application Data: SMART Pulse Width Modulation Capacity ControllerDocument8 pagesApplication Data: SMART Pulse Width Modulation Capacity ControllerSyed Ali KhanNo ratings yet
- Dimension Out DoorDocument1 pageDimension Out DoorSyed Ali KhanNo ratings yet
- ControlsDocument2 pagesControlsSyed Ali KhanNo ratings yet
- Trane MieDocument56 pagesTrane MieSyed Ali KhanNo ratings yet
- Technical Q: Depth of VacuumDocument2 pagesTechnical Q: Depth of VacuumSyed Ali KhanNo ratings yet
- Aircraft Onboard Documents (Index) AP - : AIRBUS A320-214Document12 pagesAircraft Onboard Documents (Index) AP - : AIRBUS A320-214Syed Ali KhanNo ratings yet
- PerfelDocument1 pagePerfelSyed Ali KhanNo ratings yet
- Installation, Start-Up and Service Instructions: Hermetic, Water-CooledDocument20 pagesInstallation, Start-Up and Service Instructions: Hermetic, Water-CooledSyed Ali KhanNo ratings yet
- Instructions: Page 1 of 2 Instruction Sheet NumberDocument2 pagesInstructions: Page 1 of 2 Instruction Sheet NumberSyed Ali KhanNo ratings yet
- Instructions: Hot Gas Bypass ApplicationDocument10 pagesInstructions: Hot Gas Bypass ApplicationSyed Ali KhanNo ratings yet
- Air-Cooled Rotary Screw Chillers: Product ManualDocument92 pagesAir-Cooled Rotary Screw Chillers: Product ManualSyed Ali KhanNo ratings yet
- Instructions: 06D Capacity Control Accessory PackagesDocument6 pagesInstructions: 06D Capacity Control Accessory PackagesSyed Ali KhanNo ratings yet
- Connections : S Standard, Evaluated Per EN 13345. M Medium, Evaluated Per EN 13345. H High, Evaluated Per EN 13345Document2 pagesConnections : S Standard, Evaluated Per EN 13345. M Medium, Evaluated Per EN 13345. H High, Evaluated Per EN 13345Syed Ali KhanNo ratings yet
- SSP G8: Info PackageDocument30 pagesSSP G8: Info PackageSyed Ali KhanNo ratings yet
- MCS-SERI-G-J-K-L Spec SheetsDocument1 pageMCS-SERI-G-J-K-L Spec SheetsSyed Ali KhanNo ratings yet
- Ac 500 EqDocument1 pageAc 500 EqSyed Ali KhanNo ratings yet
- MCS-CT300 Spec SheetDocument1 pageMCS-CT300 Spec SheetSyed Ali KhanNo ratings yet
- TR200 Series VFD - Catálogo de Producto (Inglés)Document24 pagesTR200 Series VFD - Catálogo de Producto (Inglés)Syed Ali KhanNo ratings yet
- Design and Construction of A Mobile Air Conditioning Test Facility For Transient StudiesDocument208 pagesDesign and Construction of A Mobile Air Conditioning Test Facility For Transient StudiesSyed Ali KhanNo ratings yet
- MCS-SEH-P Spec SheetDocument1 pageMCS-SEH-P Spec SheetSyed Ali KhanNo ratings yet
- 30gtn 1pd UpdateDocument100 pages30gtn 1pd UpdateSyed Ali KhanNo ratings yet
- Tufail Chemical Industries Limited: Purchase OrderDocument1 pageTufail Chemical Industries Limited: Purchase OrderSyed Ali KhanNo ratings yet
- MCS-SEHI-175 Spec SheetsDocument1 pageMCS-SEHI-175 Spec SheetsSyed Ali KhanNo ratings yet
- Magnum N +12 BrochureDocument8 pagesMagnum N +12 BrochureSyed Ali KhanNo ratings yet
- 6B-03 - A. Alekseev (Linde)Document29 pages6B-03 - A. Alekseev (Linde)CehanNo ratings yet
- Design, Installation & Servicing InstructionsDocument24 pagesDesign, Installation & Servicing InstructionsIonut StavaracheNo ratings yet
- Pink & Blue Energy DrinkDocument37 pagesPink & Blue Energy DrinkUsman KhawajaNo ratings yet
- PIV Velocity Field Measurements of Flow Around A KRISO 3600TEU Container Ship ModelDocument12 pagesPIV Velocity Field Measurements of Flow Around A KRISO 3600TEU Container Ship ModelDileep SakalabhaktulaNo ratings yet
- Annexure - 2 Capacitors 5000kVAR BOQDocument2 pagesAnnexure - 2 Capacitors 5000kVAR BOQpsvsridharNo ratings yet
- IIT Madras - Smart City - Frame Work Energy and Electric VehicleDocument13 pagesIIT Madras - Smart City - Frame Work Energy and Electric VehicleMukundMikkilineniChowdaryNo ratings yet
- Gravity DamDocument64 pagesGravity DamsubxaanalahNo ratings yet
- Flowmeter 2Document3 pagesFlowmeter 2Spiriidione PuzzarNo ratings yet
- Centrifugal Pumps CatalogDocument24 pagesCentrifugal Pumps Cataloghebert perezNo ratings yet
- Instruction Manual: Deckma Hamburg GMBHDocument14 pagesInstruction Manual: Deckma Hamburg GMBHMiroslaw LabudaNo ratings yet
- Compresor de Pistón Ac. ATLAS COPCODocument6 pagesCompresor de Pistón Ac. ATLAS COPCOEduardo ParedesNo ratings yet
- Single Phase AC To AC Conversion Without Frequency RestrictionsDocument4 pagesSingle Phase AC To AC Conversion Without Frequency RestrictionsTaniyaNo ratings yet
- KT124 Global CS Center of SAMSUNGElectronics EngDocument14 pagesKT124 Global CS Center of SAMSUNGElectronics EngYassine BeroualNo ratings yet
- Sudarshan GujarDocument5 pagesSudarshan GujarNitin GhotekarNo ratings yet
- (PRL) Pakistan Refinery LimitedDocument16 pages(PRL) Pakistan Refinery LimitedHammad Naeem0% (1)
- 12.stirling BoilerDocument3 pages12.stirling BoilerawsdotcdotawsNo ratings yet
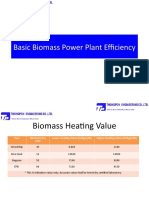
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyRoger Antonio Urbina VallejosNo ratings yet
- FibonacciDocument144 pagesFibonacciudhaya kumarNo ratings yet
- IGCSE 2004-2008 PhysicsDocument373 pagesIGCSE 2004-2008 PhysicsashokNo ratings yet
- Libroflng2014 PDFDocument2 pagesLibroflng2014 PDFmchavez_579229No ratings yet
- CH - 4 Motion in A PlaneDocument41 pagesCH - 4 Motion in A PlaneishayanarahtNo ratings yet
- Anyhertz Drive8157666Document6 pagesAnyhertz Drive8157666Jose EspinozaNo ratings yet
- Chery QQ Maintenance Manual 465 Engine Mechanical SystemDocument53 pagesChery QQ Maintenance Manual 465 Engine Mechanical SystemAngel Pulido UrreaNo ratings yet
- Global Cleantech Innovation Programme IndiaDocument122 pagesGlobal Cleantech Innovation Programme Indiaficisid ficisidNo ratings yet