You might also like
- The Polygamous Sex - Esther VilarDocument205 pagesThe Polygamous Sex - Esther VilarFederico Deambrosi Algorta100% (1)
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Internship at Darson Industries (PVT) LimitedDocument48 pagesInternship at Darson Industries (PVT) LimitedFuRqan HameEd67% (3)
- Introduction To The Philosophy of Social ResearchDocument240 pagesIntroduction To The Philosophy of Social ResearchRob Londs100% (1)
- Elasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyFrom EverandElasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyNo ratings yet
- Energy and Entropy (Alekseev, G. N.) (1986) (208p)Document208 pagesEnergy and Entropy (Alekseev, G. N.) (1986) (208p)Lucas Kiel100% (2)
- Polyurea EbookDocument39 pagesPolyurea EbookJesus De la Rosa100% (1)
- Tankguard Storage: Technical Data SheetDocument5 pagesTankguard Storage: Technical Data SheetEngTamerNo ratings yet
- Film Quality ControlDocument30 pagesFilm Quality ControlShubham KumarNo ratings yet
- (Cambridge Studies in Italian History and Culture) Anthony L. Cardoza-Aristocrats in Bourgeois Italy - The Piedmontese Nobility, 1861-1930-Cambridge University Press (1998)Document263 pages(Cambridge Studies in Italian History and Culture) Anthony L. Cardoza-Aristocrats in Bourgeois Italy - The Piedmontese Nobility, 1861-1930-Cambridge University Press (1998)agalassiNo ratings yet
- SAM+ Guidance DocumentDocument23 pagesSAM+ Guidance DocumentLaura Rosero0% (1)
- Jotun Tankguard HBDocument5 pagesJotun Tankguard HBrheriNo ratings yet
- MetallizationDocument18 pagesMetallizationShubham KumarNo ratings yet
- Dvorchak Harbourne Clouser AEROSPACE UV Cured Coatings RADTECH 2020 PresentationDocument21 pagesDvorchak Harbourne Clouser AEROSPACE UV Cured Coatings RADTECH 2020 PresentationMichael DvorchakNo ratings yet
- Fluid Resistant Epoxy Primer Lead and Cadmium Free: Technical Data SheetDocument4 pagesFluid Resistant Epoxy Primer Lead and Cadmium Free: Technical Data SheetFrancisco RodríguezNo ratings yet
- Tankguard StorageDocument5 pagesTankguard StorageBiju_PottayilNo ratings yet
- Interspec: Bridge SpecificationDocument7 pagesInterspec: Bridge SpecificationruloNo ratings yet
- Coatings Products List by Specification CustodianDocument18 pagesCoatings Products List by Specification CustodianMuluken TesfayeNo ratings yet
- Interior Fluid Resistant Epoxy Primer: Technical Data SheetDocument5 pagesInterior Fluid Resistant Epoxy Primer: Technical Data SheetPannha LangNo ratings yet
- Tankguard SF: Technical Data SheetDocument5 pagesTankguard SF: Technical Data SheetRifki ArifinNo ratings yet
- TDS - Tankguard SF - Issued 04.08.2014Document5 pagesTDS - Tankguard SF - Issued 04.08.2014Arya Kemal Pratama PutraNo ratings yet
- Jotafloor Glass Flake: Technical Data SheetDocument3 pagesJotafloor Glass Flake: Technical Data SheetAye Min TunNo ratings yet
- الطبقة الثالثة جوتنDocument6 pagesالطبقة الثالثة جوتنSERT-QA/QC- BUZNo ratings yet
- TDS AF33 4 16 19 W MetricsDocument3 pagesTDS AF33 4 16 19 W Metricsjeanpaul.var.valNo ratings yet
- Tankguard DW Jotun PaintDocument6 pagesTankguard DW Jotun PaintGurdeep Sungh AroraNo ratings yet
- TDS 9440 Tankguard DW Euk GBDocument6 pagesTDS 9440 Tankguard DW Euk GBSajjad k. AmhawiNo ratings yet
- Datasheet Jotun-Tankguard StorageDocument5 pagesDatasheet Jotun-Tankguard Storagebudi handoyoNo ratings yet
- Jotun - Technical Data Sheet - Tankguard Storage - 09.2019Document5 pagesJotun - Technical Data Sheet - Tankguard Storage - 09.2019Victor PomboNo ratings yet
- Technical Data Sheet: Epoguard EnamelDocument3 pagesTechnical Data Sheet: Epoguard Enameltrường phạmNo ratings yet
- CRC Galvanizado en FrioDocument2 pagesCRC Galvanizado en Friojedd021873No ratings yet
- Marathon: Technical Data SheetDocument5 pagesMarathon: Technical Data SheetOkinawa TeakNo ratings yet
- Technical Data Sheet for Epoxy CoatingDocument5 pagesTechnical Data Sheet for Epoxy CoatingPablo Ahumada G.No ratings yet
- The Progress of Newly Developed Fluoro-Polymer Topcoat SystemsDocument25 pagesThe Progress of Newly Developed Fluoro-Polymer Topcoat SystemsSatt PaingNo ratings yet
- 58 - Series - TDS ENAMEL X-503Document7 pages58 - Series - TDS ENAMEL X-503Manuel ArteroNo ratings yet
- Jet Engine Fan Blade Coatings: Tungsten Carbide Extends Service LifeDocument4 pagesJet Engine Fan Blade Coatings: Tungsten Carbide Extends Service LifeDeviprasad MNo ratings yet
- Hardtop XP Alu: Technical Data SheetDocument5 pagesHardtop XP Alu: Technical Data SheetargaNo ratings yet
- P68 M13 Painting Documents PDFDocument708 pagesP68 M13 Painting Documents PDFJohn TerryNo ratings yet
- GREENTECH - ISOLATEK Type M-II - TDSDocument2 pagesGREENTECH - ISOLATEK Type M-II - TDSRANo ratings yet
- TDS 1531 Hardtop Flexi Euk GBDocument5 pagesTDS 1531 Hardtop Flexi Euk GBEnergía Metal Raid PeruNo ratings yet
- Paint Schedule HELIDECKDocument24 pagesPaint Schedule HELIDECKAsongwe HansNo ratings yet
- Tankguard HB ClassicDocument5 pagesTankguard HB ClassicMuhammad Iqbal Al HaidarNo ratings yet
- TDS 574 Marathon Euk GBDocument5 pagesTDS 574 Marathon Euk GBsbry.anwrNo ratings yet
- Astm D2621 2005Document26 pagesAstm D2621 2005Marc PaduNo ratings yet
- (7.3) AkzoNobel Polyurethane Topcoat 24F40 Series TDSDocument4 pages(7.3) AkzoNobel Polyurethane Topcoat 24F40 Series TDSBowser DoskaNo ratings yet
- FLEXICOAT PU (I) LatestDocument3 pagesFLEXICOAT PU (I) Latestmathewsujith31No ratings yet
- Hardtop XP Alu PDFDocument5 pagesHardtop XP Alu PDFBiju_PottayilNo ratings yet
- 01 Fir TheoryDocument2 pages01 Fir TheoryTrịnh Minh KhoaNo ratings yet
- Hardtop XP AluDocument5 pagesHardtop XP AluAsebaho BadrNo ratings yet
- An Evaluation of Surface Hardness, Roughness and Wear of RestorativeDocument5 pagesAn Evaluation of Surface Hardness, Roughness and Wear of RestorativeMiguel AraizaNo ratings yet
- Impact Damage Evaluation of Glass-Fiber Reinforced Polymer (GFRP) Using The Drop Test Rig - An Experimental Based ApproachDocument14 pagesImpact Damage Evaluation of Glass-Fiber Reinforced Polymer (GFRP) Using The Drop Test Rig - An Experimental Based ApproachRahul BalaNo ratings yet
- Reflective Materials ReportDocument21 pagesReflective Materials Reportdwimukh360No ratings yet
- AnodizingDocument14 pagesAnodizingvikeshmNo ratings yet
- Technical Data Sheet for Tankguard Storage CoatingDocument5 pagesTechnical Data Sheet for Tankguard Storage Coatingabdulgafoor54No ratings yet
- Tankguard Special Ultra Jotun PaintDocument5 pagesTankguard Special Ultra Jotun PaintGurdeep Sungh AroraNo ratings yet
- Thermal Insulation and Corrosion Controls Coating: Kevin KimDocument37 pagesThermal Insulation and Corrosion Controls Coating: Kevin KimPuding SutraNo ratings yet
- Hardtop AX K: Technical Data SheetDocument4 pagesHardtop AX K: Technical Data SheetaragornpeNo ratings yet
- 24T3 Series TDSDocument5 pages24T3 Series TDSFernando CarmonaNo ratings yet
- Bipropellant ThrustersDocument6 pagesBipropellant ThrustersEduard Diaz ColinaNo ratings yet
- TDS 2920 Penguard Express ZP Eng USDocument5 pagesTDS 2920 Penguard Express ZP Eng USnatig samedovNo ratings yet
- A/D Firefilm Iii C: Selection & Specification DataDocument5 pagesA/D Firefilm Iii C: Selection & Specification DatavasotermiNo ratings yet
- Futura Classic: Technical Data SheetDocument4 pagesFutura Classic: Technical Data SheetAdi QCNo ratings yet
- Tds Eclipse Gloss en October 2023 Supersedes March 2023Document7 pagesTds Eclipse Gloss en October 2023 Supersedes March 2023irawan.hans20No ratings yet
- RMS Airport Brochure ENDocument12 pagesRMS Airport Brochure ENJelian Grace Gonti�asNo ratings yet
- An Investigation On Changes in Chemical Properties of Pure Ethylene-Propylene-Diene Rubber in Aqueous Acidic EnvironmentsDocument9 pagesAn Investigation On Changes in Chemical Properties of Pure Ethylene-Propylene-Diene Rubber in Aqueous Acidic EnvironmentsIsha MeshramNo ratings yet
- Jotatemp 540 Zinc Technical Data SheetDocument5 pagesJotatemp 540 Zinc Technical Data SheetGurdeep Sungh AroraNo ratings yet
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Markov Analysis of Students Performance and AcadeDocument13 pagesMarkov Analysis of Students Performance and AcadeCross LapenzonaNo ratings yet
- Competitive Club Soccer: Parents' Assessments of Children's Early and Later Sport Specialization - PDocument12 pagesCompetitive Club Soccer: Parents' Assessments of Children's Early and Later Sport Specialization - PAodhan Jane MooneyNo ratings yet
- 10 Power Phrases To Master Your Next ArgumentDocument6 pages10 Power Phrases To Master Your Next ArgumentshaiannnicolebNo ratings yet
- Pravesh 5Document3 pagesPravesh 5VIVEK SHAKYANo ratings yet
- C1990-EH(HC)ver 1 0英文Document6 pagesC1990-EH(HC)ver 1 0英文顏健軒No ratings yet
- ABB - ACS880 - Drive Modules - Catalog PDFDocument104 pagesABB - ACS880 - Drive Modules - Catalog PDFvsimongNo ratings yet
- 4.sisgp Eligible Master Programmes 2024 2025-UaDocument74 pages4.sisgp Eligible Master Programmes 2024 2025-UaRuddro IslamNo ratings yet
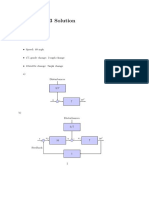
- Homework 3 Solution: Problem 1Document3 pagesHomework 3 Solution: Problem 1Gustavo Felicio PerruciNo ratings yet
- Plato - The RepublicDocument4 pagesPlato - The Republicanon_709158140No ratings yet
- Planning Commentary OfficialDocument7 pagesPlanning Commentary Officialapi-550981792No ratings yet
- Wilhelmy Plate - WikipediaDocument2 pagesWilhelmy Plate - Wikipediaprecious omokhaiyeNo ratings yet
- The Subject of Phonology and its SubdivisionsDocument62 pagesThe Subject of Phonology and its SubdivisionsMasha BerestianskaNo ratings yet
- Annotated BibliographyDocument3 pagesAnnotated Bibliographyapi-257546604No ratings yet
- ThermodynamicasDocument21 pagesThermodynamicasTom Psy100% (1)
- Group 7 - English For TOEFL PreparationDocument26 pagesGroup 7 - English For TOEFL PreparationNindySJaNo ratings yet
- Laser Shock Forging-A Novel in Situ Method DesignedDocument16 pagesLaser Shock Forging-A Novel in Situ Method DesignedEstefania CovarrubiasNo ratings yet
- Definition of FamilyDocument6 pagesDefinition of FamilyKeana DacayanaNo ratings yet
- PS 5.1.2 Enthalpy CalculationsDocument3 pagesPS 5.1.2 Enthalpy Calculationsrichard.gross62No ratings yet
- Roots of EquationsDocument31 pagesRoots of EquationsGzim RamadaniNo ratings yet
- Feature Writing 2022Document51 pagesFeature Writing 2022lovelymae.madaliNo ratings yet
- Math 5 - Pack 5Document42 pagesMath 5 - Pack 5Aneeza IftikharNo ratings yet
- Westergaard Method For Rigid PavementDocument18 pagesWestergaard Method For Rigid PavementAnonymous MklNL77No ratings yet
- Physics Investigatory Project on Young's Double Slit ExperimentDocument9 pagesPhysics Investigatory Project on Young's Double Slit ExperimentAISHA AHAMMEDNo ratings yet
- 24160-Article Text-39228-1-10-20220603Document10 pages24160-Article Text-39228-1-10-20220603pandji pridjantoNo ratings yet