You might also like
- ACI 301 Specifications For Structural Concrete For Buildings - tcm45-346207Document3 pagesACI 301 Specifications For Structural Concrete For Buildings - tcm45-346207msohaibaziz50% (4)
- (2017) Ac308Document71 pages(2017) Ac308Sofía Córdoba Sáenz100% (2)
- Crsi Manual of Standard Practice - Google SearchDocument2 pagesCrsi Manual of Standard Practice - Google SearchShane13% (8)
- C955 09Document4 pagesC955 09jacr27No ratings yet
- SP4 05Document1 pageSP4 05CY LeeNo ratings yet
- Fence Fittings: Standard Specification ForDocument5 pagesFence Fittings: Standard Specification ForEnriqueVe100% (1)
- Astm e 1155 14Document8 pagesAstm e 1155 14Adán Vera GoNo ratings yet
- Manual of Standard Practice - DefaultDocument1 pageManual of Standard Practice - DefaultShane0% (4)
- Contact Ultrasonic Testing of Weldments: Standard Practice ForDocument24 pagesContact Ultrasonic Testing of Weldments: Standard Practice ForJlaraneda Santiago100% (6)
- Ac178 PDFDocument7 pagesAc178 PDFBhavik Dhami100% (1)
- Minimum Structural Design Loading For Monolithic or Sectional Precast Concrete Water and Wastewater StructuresDocument5 pagesMinimum Structural Design Loading For Monolithic or Sectional Precast Concrete Water and Wastewater StructuresLucas100% (1)
- Aashto M 199Document3 pagesAashto M 199Jaganraj Sesuraj0% (1)
- 506.6T-17 Visual Shotcrete Core Quality Evaluation TechnoteDocument4 pages506.6T-17 Visual Shotcrete Core Quality Evaluation TechnoteAmr HamedNo ratings yet
- Can/csa-S269.3-M92 (R2008)Document1 pageCan/csa-S269.3-M92 (R2008)zidaaan0% (2)
- M55.1-12-Specification For Grouting of Post-Tensioned Structures-Addendum 1-130617Document4 pagesM55.1-12-Specification For Grouting of Post-Tensioned Structures-Addendum 1-130617Vipin Kumar ParasharNo ratings yet
- BUILD YOUR OWN SHIPPING CONTAINER HOME 3rd EdDocument217 pagesBUILD YOUR OWN SHIPPING CONTAINER HOME 3rd EdAlejandro Mata89% (9)
- Steel Stud Assemblies For Shear Reinforcement of ConcreteDocument5 pagesSteel Stud Assemblies For Shear Reinforcement of ConcreteDarwin DarmawanNo ratings yet
- C1513 PDFDocument4 pagesC1513 PDFByron Paiz AragonNo ratings yet
- Aci 355.4-11 PDFDocument5 pagesAci 355.4-11 PDFMauricio Riquelme50% (2)
- ASTM E330-14 STD - Test Method For Structural Performance of Windows, Doors, Skylights and Curtain WallsDocument7 pagesASTM E330-14 STD - Test Method For Structural Performance of Windows, Doors, Skylights and Curtain WallsRey RapayNo ratings yet
- ACI 301 Section 4 Concrete Mixtures GuidanceDocument50 pagesACI 301 Section 4 Concrete Mixtures GuidanceAbderrahmaneTemhachetNo ratings yet
- Conducting Transverse and Concentrated Load Tests On Panels Used in Floor and Roof ConstructionDocument6 pagesConducting Transverse and Concentrated Load Tests On Panels Used in Floor and Roof ConstructionAdán Cogley Canto100% (1)
- ACI Code 315-14Document22 pagesACI Code 315-14murad_ce0% (3)
- Steel Deck Institute Diaphragm Design Manual - Third EditionDocument295 pagesSteel Deck Institute Diaphragm Design Manual - Third Editioneurose91100% (5)
- E488 15Document20 pagesE488 15picott100% (1)
- Astm F2656 07Document16 pagesAstm F2656 07Ahmed M Amin50% (2)
- Astm C90Document4 pagesAstm C90carlos100% (1)
- ACI 355.4-19 (Preview)Document6 pagesACI 355.4-19 (Preview)JustaUser20% (2)
- PCI MNL-116-99 Structural QC ManualDocument328 pagesPCI MNL-116-99 Structural QC ManualWawanALKhatiry100% (3)
- Astm c1513Document4 pagesAstm c1513Ramón RocaNo ratings yet
- ASTM E 736 - 00 Standard Test Method For Cohesion-Adhesion of Sprayed Fire-Resistve Maaterials Applied To Structural Members PDFDocument3 pagesASTM E 736 - 00 Standard Test Method For Cohesion-Adhesion of Sprayed Fire-Resistve Maaterials Applied To Structural Members PDFKanapol KaewdangNo ratings yet
- Astm A1064 - A1064m-09Document10 pagesAstm A1064 - A1064m-09Oscar Leonardo100% (1)
- Astm A47 - A47m 99 PDFDocument5 pagesAstm A47 - A47m 99 PDFJavier Ricardo Romero BohorquezNo ratings yet
- Designing, Modeling and Manufacturing of Wire Meshing MachineDocument64 pagesDesigning, Modeling and Manufacturing of Wire Meshing MachineAbid Hussain0% (1)
- A 615 A615M-96aDocument5 pagesA 615 A615M-96aipkm123No ratings yet
- E580e580m-16 4.06Document10 pagesE580e580m-16 4.06Luis Fernando Manrique ChavezNo ratings yet
- Astm D1752-18Document3 pagesAstm D1752-18zaid100% (1)
- Strength and Protective Coatings On Steel Industrial Fence FrameworkDocument7 pagesStrength and Protective Coatings On Steel Industrial Fence FrameworkAdán Cogley Canto100% (1)
- ASTM A325 - Structural Bolts, Steel, Heat Treated, 120-105 Ksi Minimum Tensile Strength PDFDocument8 pagesASTM A325 - Structural Bolts, Steel, Heat Treated, 120-105 Ksi Minimum Tensile Strength PDFChemical Engineer100% (1)
- WRI Slab On Ground TF - 700-R-03 UpdateDocument8 pagesWRI Slab On Ground TF - 700-R-03 Updatebobwhite2000No ratings yet
- ASTM C1019-14 Sampling and Testing GroutDocument5 pagesASTM C1019-14 Sampling and Testing GroutBobNo ratings yet
- Astm A116 PDFDocument7 pagesAstm A116 PDFbanglvhNo ratings yet
- C595Document6 pagesC595Duyanh NguyenNo ratings yet
- ASTM A615-A615M-06aDocument6 pagesASTM A615-A615M-06aNadhiraNo ratings yet
- Previews-ACI 301 10 PreDocument4 pagesPreviews-ACI 301 10 PreAroldo Vega Urriola40% (5)
- Sae J429Document8 pagesSae J429David Lay IINo ratings yet
- Aluminum Design Manual 2015Document505 pagesAluminum Design Manual 2015Marcin KrólNo ratings yet
- Astm F 2329Document5 pagesAstm F 2329haharameshNo ratings yet
- Rap 2Document5 pagesRap 2mkhibosNo ratings yet
- Rebound Number of Hardened Concrete: Standard Test Method ForDocument3 pagesRebound Number of Hardened Concrete: Standard Test Method ForSNOWTOOSNo ratings yet
- Astm A 780-01Document5 pagesAstm A 780-01ermizeNo ratings yet
- Astm A572Document4 pagesAstm A572Kaushal KishoreNo ratings yet
- C1107Document4 pagesC1107Pankaj PaulNo ratings yet
- Reshoring Aci 3472R - 05 PDFDocument22 pagesReshoring Aci 3472R - 05 PDFEdwin Ramos Policarpio100% (1)
- ASTM A185 Standard Specification For Steel Welded Wire Reinforcement, Plain, For ConcreteDocument2 pagesASTM A185 Standard Specification For Steel Welded Wire Reinforcement, Plain, For ConcreteAmanda Ariesta ApriliaNo ratings yet
- ASTM-A970MDocument7 pagesASTM-A970MKarma AlgorithmNo ratings yet
- Steel Welded Wire Reinforcement, Deformed, For ConcreteDocument6 pagesSteel Welded Wire Reinforcement, Deformed, For ConcreteLeonardo GomideNo ratings yet
- Steel Welded Wire Reinforcement, Plain, For ConcreteDocument6 pagesSteel Welded Wire Reinforcement, Plain, For ConcreteHéctor BrunaNo ratings yet
- Weldable BarsDocument1 pageWeldable BarsILSEN N. DAETNo ratings yet
- Steel Wire, Deformed, For Concrete ReinforcementDocument5 pagesSteel Wire, Deformed, For Concrete ReinforcementKhwanas LuqmanNo ratings yet
- Installation of Load Bearing (Transverse and Axial) Steel Studs and Related AccessoriesDocument4 pagesInstallation of Load Bearing (Transverse and Axial) Steel Studs and Related Accessoriesmohammed ;arasnehNo ratings yet
- A500 PDFDocument5 pagesA500 PDFGuilherme SchenkelNo ratings yet
- Steel Welded Wire Reinforcement, Plain, For ConcreteDocument5 pagesSteel Welded Wire Reinforcement, Plain, For ConcreteSamuel PeterNo ratings yet
- Si Units PDFDocument4 pagesSi Units PDFசெல்வ குமார்No ratings yet
- Structural Steel With Low Yield To Tensile Ratio For Use in BuildingsDocument3 pagesStructural Steel With Low Yield To Tensile Ratio For Use in Buildingsjulian ramirezNo ratings yet
- Si Units PDFDocument4 pagesSi Units PDFசெல்வ குமார்No ratings yet
- A1041a1041m PDFDocument3 pagesA1041a1041m PDFMarcos Verissimo Juca de PaulaNo ratings yet
- Deformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete ReinforcementDocument5 pagesDeformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete Reinforcementjulian ramirezNo ratings yet
- Making Roller-Compacted Concrete in Cylinder Molds Using A Vibrating TableDocument4 pagesMaking Roller-Compacted Concrete in Cylinder Molds Using A Vibrating TableLam Tang VanNo ratings yet
- Product Manual: BarrettDocument52 pagesProduct Manual: Barrettbrajendra1020No ratings yet
- 2015 Metallurgica Powders ScreenDocument6 pages2015 Metallurgica Powders ScreenthuanNo ratings yet
- BS 06622-2007Document60 pagesBS 06622-2007Thanh DangNo ratings yet
- List of Welding CodesDocument10 pagesList of Welding CodesBharath KumarNo ratings yet
- GROHE BathBook PDFDocument143 pagesGROHE BathBook PDFVincent JavateNo ratings yet
- Jinan Hensgrand Instrument Co., Ltd. ProfileDocument27 pagesJinan Hensgrand Instrument Co., Ltd. ProfileGMAR ComercializadoraNo ratings yet
- Design and Evaluation of Biomass FurnaceDocument18 pagesDesign and Evaluation of Biomass FurnaceChie ChieNo ratings yet
- BS 970-3-91Document38 pagesBS 970-3-91Alok NayarNo ratings yet
- GVI-flow MeterDocument12 pagesGVI-flow MeterAr JunNo ratings yet
- Jamaluddin 2019. Cooling Rapid MartensiteDocument8 pagesJamaluddin 2019. Cooling Rapid MartensiteHabybur RahmanNo ratings yet
- Steel Grade 9SMnPb28 DatasheetDocument3 pagesSteel Grade 9SMnPb28 DatasheetVipul SharmaNo ratings yet
- Standards Referenced NS1 A4Document3 pagesStandards Referenced NS1 A4islam atifNo ratings yet
- Cost Efficient Dual Shredder For Paper A PDFDocument9 pagesCost Efficient Dual Shredder For Paper A PDFjozsef laszloNo ratings yet
- E ClipDocument2 pagesE CliprajuhaveriNo ratings yet
- Technology of Machine Tools: Special Milling OperationsDocument37 pagesTechnology of Machine Tools: Special Milling OperationsAnibal DazaNo ratings yet
- National Cyber Security Center Qatar Project DetailsDocument1 pageNational Cyber Security Center Qatar Project Detailsmohamed haniNo ratings yet
- Hindalco Company ProfileDocument12 pagesHindalco Company ProfileRahul NairNo ratings yet
- Toshiba AC RAS 16 Service ManualDocument108 pagesToshiba AC RAS 16 Service ManualCiortan TiberiuNo ratings yet
- BS 417-1 - 1964 Specification For Galvanized Mild Steel Cisterns and Covers Tanks and CylindersDocument30 pagesBS 417-1 - 1964 Specification For Galvanized Mild Steel Cisterns and Covers Tanks and Cylinderspaul reyesNo ratings yet
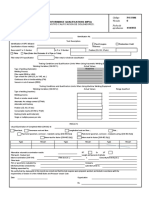
- WPQ 2Document1 pageWPQ 2FirozNo ratings yet
- Refractory Materials IntroductionDocument25 pagesRefractory Materials IntroductionTaha KhanNo ratings yet
- Pharma Pathway SopDocument350 pagesPharma Pathway SopDinesh Senathipathi100% (1)
- FO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresDocument4 pagesFO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresRodolfoNo ratings yet
- Pro Clubline Counter-Balanced Smith MachineDocument1 pagePro Clubline Counter-Balanced Smith MachineDavid LynxNo ratings yet
- 321 Stainless Steel: UK Supplier of Sheet, Plate & BarDocument3 pages321 Stainless Steel: UK Supplier of Sheet, Plate & BarDeepak SinghNo ratings yet
- Technical Drawings: Commercial Vehicle EngineeringDocument14 pagesTechnical Drawings: Commercial Vehicle EngineeringAleks SenaNo ratings yet
- PT6T ENGINES SERIES BASIC COURSE HOT SECTION OVERVIEWDocument65 pagesPT6T ENGINES SERIES BASIC COURSE HOT SECTION OVERVIEWmotores4297No ratings yet