You might also like
- Hydraulic PumpsDocument35 pagesHydraulic PumpsMohammed Al-Odat100% (1)
- Electrokinetic Sedimentation ReviewDocument19 pagesElectrokinetic Sedimentation ReviewRocío RiveroNo ratings yet
- Sop'methDocument4 pagesSop'methAndrew Arciosa CalsoNo ratings yet
- Gravity Separation by Falcon Concentrator An Over Review - CompressedDocument21 pagesGravity Separation by Falcon Concentrator An Over Review - CompressedSaghar FarajzadehNo ratings yet
- Responsible Gold Mining Principles enDocument16 pagesResponsible Gold Mining Principles enTuğçe Gazi Osman ÖzNo ratings yet
- A New Kind of Invisible Gold in Pyrite Hosted in Deformation-Related DislocationsDocument5 pagesA New Kind of Invisible Gold in Pyrite Hosted in Deformation-Related DislocationsEduardo RecaldeNo ratings yet
- High-Sulphidation Epithermal Quartz-Alunite Gold Silver DepositsDocument10 pagesHigh-Sulphidation Epithermal Quartz-Alunite Gold Silver DepositsMohammad Wildan ArifinNo ratings yet
- Effects of Sample Mass On Gravity Recoverable Gold Test Results in Low-Grade OresDocument23 pagesEffects of Sample Mass On Gravity Recoverable Gold Test Results in Low-Grade Oresjose hernandezNo ratings yet
- Mercury WorkshopDocument13 pagesMercury Workshopahmadpujiardi99No ratings yet
- Research and Application of A Knelson Concentrator A - 2020 - Minerals EngineerDocument15 pagesResearch and Application of A Knelson Concentrator A - 2020 - Minerals EngineerpHNo ratings yet
- Mercury-Free Gold Mining Technologies: Possibilities For Adoption in The GuianasDocument7 pagesMercury-Free Gold Mining Technologies: Possibilities For Adoption in The GuianasQuea ApurimacNo ratings yet
- Cohesive Energy 1Document5 pagesCohesive Energy 1kalloliNo ratings yet
- How To Formulate An Effective Ore Comminution Characterization ProgramDocument24 pagesHow To Formulate An Effective Ore Comminution Characterization ProgramRenzo Pinto Muñoz100% (1)
- Sodium CarbonateDocument6 pagesSodium CarbonateLihini NimsaraNo ratings yet
- BanToxics The Price of Gold PDFDocument54 pagesBanToxics The Price of Gold PDFRichard BalaisNo ratings yet
- Microsoft OneNote 2013Document15 pagesMicrosoft OneNote 2013Shonit MittalNo ratings yet
- The Principles of Gravity Concentration-RevisiDocument27 pagesThe Principles of Gravity Concentration-Revisinadya zulfaniNo ratings yet
- TriboElectric SeriesDocument3 pagesTriboElectric SeriesApurwand JfrNo ratings yet
- 14impc 932bradshawsubmittedDocument25 pages14impc 932bradshawsubmittedfaouzi rachidNo ratings yet
- Effectiveness of Gravity Separation of Low Grade NDocument8 pagesEffectiveness of Gravity Separation of Low Grade NMarcelino Vargas QueaNo ratings yet
- MINE292-Lecture10-Gravity Separation-2014 PDFDocument34 pagesMINE292-Lecture10-Gravity Separation-2014 PDFraliaga59No ratings yet
- HCL CL2 Leach W Asorbtion in PolymerDocument5 pagesHCL CL2 Leach W Asorbtion in Polymergorfman6154No ratings yet
- Mineral Liberation by High Voltage Pulses and Conventional Comminution With Same Specific Energy Levels PDFDocument9 pagesMineral Liberation by High Voltage Pulses and Conventional Comminution With Same Specific Energy Levels PDFMonica Ulloa LamasNo ratings yet
- Oxy-Acetylene Welding and CuttingDocument96 pagesOxy-Acetylene Welding and CuttingGutenberg.orgNo ratings yet
- Ionization RangeDocument6 pagesIonization RangeMichael Bowles100% (1)
- Lec# 03 Ionization and TypesDocument17 pagesLec# 03 Ionization and TypesVishal MeghwarNo ratings yet
- Goldrecoveryfromarefractory Ore From Zealand: J.G. Dunnl and J Graham2Document8 pagesGoldrecoveryfromarefractory Ore From Zealand: J.G. Dunnl and J Graham2Simon ThaiNo ratings yet
- Continuous Gravity Concentration in Gold Grinding CircuitsDocument5 pagesContinuous Gravity Concentration in Gold Grinding CircuitsTarek AounNo ratings yet
- Some Considerations in The Use of Gravity Concentration For The Recovery of GoldDocument4 pagesSome Considerations in The Use of Gravity Concentration For The Recovery of GoldMohamed DraaNo ratings yet
- Electron Ionization Electron Ionization (EI, Formerly Known As Electron Impact) Is An Ionization MethodDocument12 pagesElectron Ionization Electron Ionization (EI, Formerly Known As Electron Impact) Is An Ionization MethodDiego RibeiroNo ratings yet
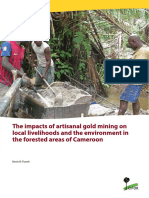
- The Impacts of Artisanal Gold Mining On Local Livelihoods and The Environment in The Forested Areas of CameroonDocument54 pagesThe Impacts of Artisanal Gold Mining On Local Livelihoods and The Environment in The Forested Areas of CameroonTuğçe Gazi Osman ÖzNo ratings yet
- Algal Micro FarmsDocument18 pagesAlgal Micro FarmsBrent BrownellNo ratings yet
- Cyclones: (Adapted From Air Pollution Control by C. D. Cooper & F.C - Alley, 1986)Document9 pagesCyclones: (Adapted From Air Pollution Control by C. D. Cooper & F.C - Alley, 1986)ePuL69No ratings yet
- SPC QuizDocument18 pagesSPC QuizPradeep MahalikNo ratings yet
- Drag EquationDocument4 pagesDrag EquationRafaelNo ratings yet
- Forecasting Gold Price.Document6 pagesForecasting Gold Price.MisLibrosNo ratings yet
- Pareto OptimizationDocument7 pagesPareto OptimizationeandreimariusNo ratings yet
- Gear Motors: Achieving The Perfect Motor & Gearbox MatchDocument16 pagesGear Motors: Achieving The Perfect Motor & Gearbox MatchJohn LeeNo ratings yet
- Conceptos de MineriaDocument18 pagesConceptos de MineriaJhovany Max Carlos CossioNo ratings yet
- EC - A1P Language Test 4BDocument4 pagesEC - A1P Language Test 4BOliwia KilanNo ratings yet
- Alyansa Tigil Mina - The People's Mining Sector - ReportDocument36 pagesAlyansa Tigil Mina - The People's Mining Sector - ReportmagliardoNo ratings yet
- 14.mag Prop of Gold ClustersDocument12 pages14.mag Prop of Gold ClustersEdward Anand ENo ratings yet
- Roleof Gravity ConcentrationDocument10 pagesRoleof Gravity ConcentrationDEGAGA AMENUNo ratings yet
- UFO Ground Effect Cases in RussiaDocument6 pagesUFO Ground Effect Cases in RussiaIguazuNo ratings yet
- Increasing Efficiency by Selective Comminution PDFDocument15 pagesIncreasing Efficiency by Selective Comminution PDFMarco Castro OrtechoNo ratings yet
- Robotics SurgeryDocument12 pagesRobotics SurgeryZainabRajaNo ratings yet
- Ionization PotentialsDocument1 pageIonization PotentialsJoshua SeñarosaNo ratings yet
- Microbubble Preparation and Characterisation TechnologiesDocument14 pagesMicrobubble Preparation and Characterisation Technologiesketan.pancholi3543100% (1)
- E 480: Reliability and Failure Analysis: Presented By: Nur Hamidah Abdul HalimDocument49 pagesE 480: Reliability and Failure Analysis: Presented By: Nur Hamidah Abdul HalimAshraf YusofNo ratings yet
- Gold Exploration in NigeriaDocument14 pagesGold Exploration in NigeriaJonathanLiscanoNo ratings yet
- A New Look at Mineral Maps and The Potential Relationships of PDFDocument4 pagesA New Look at Mineral Maps and The Potential Relationships of PDFDaniel Valdes JamettNo ratings yet
- Reactive Oxygen SpeciesDocument29 pagesReactive Oxygen SpeciesVimuvimNo ratings yet
- Flying Alligator SkinDocument2 pagesFlying Alligator Skinalan galvez malpartidaNo ratings yet
- Recovery of Ultra FinesDocument28 pagesRecovery of Ultra FinesBelen TapiaNo ratings yet
- Utkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsDocument26 pagesUtkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsUtkarsh SankrityayanNo ratings yet
- Effect of Frother On Initial Bubble Shape and VelocityDocument6 pagesEffect of Frother On Initial Bubble Shape and Velocityakbarul muttaqinNo ratings yet
- Basics of CentrifugationDocument7 pagesBasics of CentrifugationFauzi OkiNo ratings yet
- How To Make Metal RustDocument59 pagesHow To Make Metal RustsivanNo ratings yet
- Agglomeration HandbookDocument52 pagesAgglomeration HandbookJoao CoelhoNo ratings yet
- 2006 Advances in ComminutionDocument21 pages2006 Advances in ComminutionDirceu NascimentoNo ratings yet
- Revised Stokes Law Sedimentationand Settling DesignDocument5 pagesRevised Stokes Law Sedimentationand Settling DesignUghamadu ChikeNo ratings yet
- Mineral Liberation AnalyzerDocument16 pagesMineral Liberation Analyzernasho89No ratings yet
- Preg-Robbing Phenomena in The Cyanidation of Sulphide Gold Ores PDFDocument20 pagesPreg-Robbing Phenomena in The Cyanidation of Sulphide Gold Ores PDFboanerges wino pattyNo ratings yet
- Why Ionization Energy of Sodium Is Higher Than PotassiumDocument2 pagesWhy Ionization Energy of Sodium Is Higher Than PotassiumShakilaJaved50% (2)
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaFrom EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyNo ratings yet
- GPCS324 Staff Awareness BTDocument6 pagesGPCS324 Staff Awareness BTIppiNo ratings yet
- Types of Gated Communities: Jill - Grant@dal - CaDocument18 pagesTypes of Gated Communities: Jill - Grant@dal - CaManvith Reddy VenkatNo ratings yet
- QuinsyDocument10 pagesQuinsyAmr ElmarasyNo ratings yet
- Soal Soal TOEFLDocument9 pagesSoal Soal TOEFLbolukojo100% (1)
- User Manual Touch Lux 4 EN PDFDocument88 pagesUser Manual Touch Lux 4 EN PDFRebird555No ratings yet
- Mass Infotech Society - Nai ManzilDocument8 pagesMass Infotech Society - Nai ManzilKumar UditNo ratings yet
- Asprs Lidar Data Exchange Format (Las)Document6 pagesAsprs Lidar Data Exchange Format (Las)bocioroaga_marian7333No ratings yet
- Advanced Training Institute, DGT, MSDE, Mumbai - MCQ Test 4 - POT / ETDocument4 pagesAdvanced Training Institute, DGT, MSDE, Mumbai - MCQ Test 4 - POT / ETpriyanka lariyaNo ratings yet
- Installing Oracle® Solaris 11 Systems E21798Document204 pagesInstalling Oracle® Solaris 11 Systems E21798lordndkNo ratings yet
- Case Study JetstarDocument5 pagesCase Study JetstarVosarogo Sera0% (1)
- Empower 2 Feature Release 5 Release NotesDocument32 pagesEmpower 2 Feature Release 5 Release NotesMaheshNo ratings yet
- Activity 1 (My Invention)Document3 pagesActivity 1 (My Invention)Caziel CagangNo ratings yet
- Open Term 2Document58 pagesOpen Term 2ernsteins0% (1)
- RG Audit Assurance Alert CSAE 3000 3001 Feb 2020Document15 pagesRG Audit Assurance Alert CSAE 3000 3001 Feb 2020Daniel HurtadoNo ratings yet
- Microprocessor & InterfacingDocument20 pagesMicroprocessor & InterfacingShreyash SillNo ratings yet
- Biochemical and Functional Properties ofDocument347 pagesBiochemical and Functional Properties ofValeria OlmedoNo ratings yet
- Wind Power PDFDocument13 pagesWind Power PDF3319826No ratings yet
- DecembersdDocument54 pagesDecembersdVivek ChauhanNo ratings yet
- Eee Internal II BcmeDocument1 pageEee Internal II BcmecbeprabhugmailNo ratings yet
- (Robert Beard) Lexeme-Morpheme Base Morphology A PDFDocument471 pages(Robert Beard) Lexeme-Morpheme Base Morphology A PDFIvan RochaNo ratings yet
- Biography of RA KartiniDocument3 pagesBiography of RA KartiniArista AlvinaNo ratings yet
- AHP Steps and Consistensy PDFDocument1 pageAHP Steps and Consistensy PDFvitrahulNo ratings yet
- Bio DataDocument1 pageBio DataDendi Jayapal ReddyNo ratings yet
- ObjectivesDocument5 pagesObjectivesLeann VictorianoNo ratings yet