You might also like
- The Business Case for Energy EfficiencyDocument8 pagesThe Business Case for Energy Efficiencybonginkosi mathunjwaNo ratings yet
- LG Ceiling SuspendedDocument3 pagesLG Ceiling Suspendedbonginkosi mathunjwaNo ratings yet
- Sugar Cane Mills Control PDFDocument25 pagesSugar Cane Mills Control PDFJun Burias PadillaNo ratings yet
- WEG 132kW SpecificationDocument8 pagesWEG 132kW Specificationbonginkosi mathunjwaNo ratings yet
- Cold Storage of Fruits and VegetablesDocument3 pagesCold Storage of Fruits and Vegetablesunforgiven66100% (1)
- Swaziland Action AgendaDocument68 pagesSwaziland Action Agendabonginkosi mathunjwaNo ratings yet
- Conditioning of Steam & Air NotesDocument22 pagesConditioning of Steam & Air Notesbonginkosi mathunjwaNo ratings yet
- Swaziland Power SectorDocument39 pagesSwaziland Power SectorEd ChikuniNo ratings yet
- Sample Project Status ReportDocument4 pagesSample Project Status ReportSekar Purtiantari100% (1)
- 2011 VUSSC Intro-to-Entrepreneurship PDFDocument129 pages2011 VUSSC Intro-to-Entrepreneurship PDFAndriono E. YuniartoNo ratings yet
- Management Information System & Data Processing Tutorial Notes BFN 311 & BUS 307Document3 pagesManagement Information System & Data Processing Tutorial Notes BFN 311 & BUS 307bonginkosi mathunjwaNo ratings yet
- Cross-National Educational Research MethodsDocument7 pagesCross-National Educational Research Methodsbonginkosi mathunjwaNo ratings yet
- 2500 TCDDocument96 pages2500 TCDMohan Raj100% (1)
- A Literature Review Os School FAUBERTDocument35 pagesA Literature Review Os School FAUBERTAgustin ClausNo ratings yet
- Basic Research-Anil SirDocument9 pagesBasic Research-Anil Sirbonginkosi mathunjwaNo ratings yet
- Meaning of Qualitative ResearchDocument12 pagesMeaning of Qualitative Researchbonginkosi mathunjwaNo ratings yet
- Review of Energy Management at NoodsbergDocument3 pagesReview of Energy Management at Noodsbergbonginkosi mathunjwaNo ratings yet
- Aceptación de Cañas Facturadas en Komati Mill PDFDocument3 pagesAceptación de Cañas Facturadas en Komati Mill PDFJuan Altamirano RojasNo ratings yet
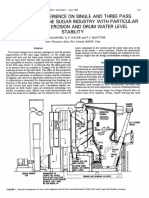
- Operating Experience On Single and Three Pass BoilersDocument7 pagesOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaNo ratings yet
- Reducing Boiler Fuel CostsDocument4 pagesReducing Boiler Fuel Costsbonginkosi mathunjwaNo ratings yet
- Approaches of ResearchDocument5 pagesApproaches of Researchbonginkosi mathunjwaNo ratings yet
- 1995 Energy Consequences of Diffusion Versus Milling PDFDocument3 pages1995 Energy Consequences of Diffusion Versus Milling PDFbonginkosi mathunjwaNo ratings yet
- Aceptación de Cañas Facturadas en Komati Mill PDFDocument3 pagesAceptación de Cañas Facturadas en Komati Mill PDFJuan Altamirano RojasNo ratings yet
- Bagasse Avalanche Screws at Amatikulu Sugar MillDocument3 pagesBagasse Avalanche Screws at Amatikulu Sugar Millbonginkosi mathunjwaNo ratings yet
- Underground Installation Guide PDFDocument2 pagesUnderground Installation Guide PDFbonginkosi mathunjwaNo ratings yet
- 1977 Calorific Values of South African Bagasse PDFDocument5 pages1977 Calorific Values of South African Bagasse PDFbonginkosi mathunjwaNo ratings yet
- Carliell - Swinging Bagasse PloughsDocument2 pagesCarliell - Swinging Bagasse Ploughsbonginkosi mathunjwaNo ratings yet
- 1979 Survey of Cane Yard Equipment and Operation PDFDocument4 pages1979 Survey of Cane Yard Equipment and Operation PDFbonginkosi mathunjwaNo ratings yet
- Ravno - Continuous Weighing of BagasseDocument5 pagesRavno - Continuous Weighing of Bagassebonginkosi mathunjwaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Basic InverterDocument26 pagesBasic InverterFatwa Mulya SariNo ratings yet
- Gas Lift Methods ExplainedDocument261 pagesGas Lift Methods Explainedkumar abhishek singhNo ratings yet
- Prix Du Kit 500W Type A PDFDocument1 pagePrix Du Kit 500W Type A PDFbourbiaNo ratings yet
- Workshop Manual. VW Polo Estate 1998 4-Cyl. Injection Engine (4 Valve), Mechanics (APE, AUA) - Edition 11.1999, 00056407620Document162 pagesWorkshop Manual. VW Polo Estate 1998 4-Cyl. Injection Engine (4 Valve), Mechanics (APE, AUA) - Edition 11.1999, 00056407620Аргос GNo ratings yet
- CA12000202-A Pump Starter With ProfibusDocument1 pageCA12000202-A Pump Starter With Profibusnickname12345No ratings yet
- Electrical and Thermal Conduction in SolidsDocument81 pagesElectrical and Thermal Conduction in SolidsAniket Sujay100% (1)
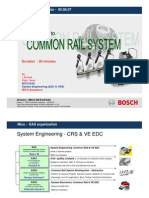
- CRS Theory 1 by Naik NDocument38 pagesCRS Theory 1 by Naik NHardik Gupta100% (1)
- Multi Stage Centrifugal Pump Experiment No. 5Document6 pagesMulti Stage Centrifugal Pump Experiment No. 5anil kumarNo ratings yet
- Paneles Canadian Solar-Datasheet-HiKu CS3N-MS en 410WpDocument2 pagesPaneles Canadian Solar-Datasheet-HiKu CS3N-MS en 410WpManuel Fombuena SánchezNo ratings yet
- Blasting & Drilling EquipmentsDocument23 pagesBlasting & Drilling EquipmentsHamsa Hegade100% (1)
- Per Phase VD Calculation-Cable Schedule - R3-04Document1 pagePer Phase VD Calculation-Cable Schedule - R3-04Ahmed BoraeyNo ratings yet
- Buy Emerson 0.65-168 (KVA-VAH) Interactive UPS Online - GeMDocument4 pagesBuy Emerson 0.65-168 (KVA-VAH) Interactive UPS Online - GeMArun Chand C VNo ratings yet
- History of Electrochemistry Electrolysis Cells/galvanic Cells Electrode/Electrochemical Process Anode/Cathode Anions/CationsDocument8 pagesHistory of Electrochemistry Electrolysis Cells/galvanic Cells Electrode/Electrochemical Process Anode/Cathode Anions/Cationslapenoenriquez1No ratings yet
- Robin Roy Sustainable InnovationDocument9 pagesRobin Roy Sustainable InnovationMouzzammil KurreemunNo ratings yet
- Jesko Twin Turbo V8 EngineDocument2 pagesJesko Twin Turbo V8 EngineBionick CharlesNo ratings yet
- Building Form and Orientation For Sun and WindDocument3 pagesBuilding Form and Orientation For Sun and Windsusmita sethi0% (1)
- Physical Quantum MechanicsDocument33 pagesPhysical Quantum MechanicsJerome ColicoNo ratings yet
- MAPÚA UNIVERSITY WRITTEN REPORT ON PNEUMATICSDocument14 pagesMAPÚA UNIVERSITY WRITTEN REPORT ON PNEUMATICSAndreNo ratings yet
- Density 1.5 Specific Gravity 1.0 Specific Weight 1.0 Specific Volume 1.5 Pressure 3.0 Surface Tension 1.5 Viscosity 2.0 Fluid Flow 2.5 Continuity Equation 3.0 Bernoulli's Equation 3.0 20.00Document2 pagesDensity 1.5 Specific Gravity 1.0 Specific Weight 1.0 Specific Volume 1.5 Pressure 3.0 Surface Tension 1.5 Viscosity 2.0 Fluid Flow 2.5 Continuity Equation 3.0 Bernoulli's Equation 3.0 20.00Ma Eloisa E BuenafeNo ratings yet
- Petroleum Refining For The Nontechnical Person 2nd Ed. Leffler 1985Document179 pagesPetroleum Refining For The Nontechnical Person 2nd Ed. Leffler 1985AlexTseytlin100% (3)
- Manual de Serviço DL200Document697 pagesManual de Serviço DL200Marcelo Lana100% (1)
- Iron Roughneck Service ManualDocument42 pagesIron Roughneck Service ManualGiorgiana RosuNo ratings yet
- Thermodynamic PotentialsDocument9 pagesThermodynamic Potentialshariz syazwanNo ratings yet
- Detroit Motor Katalog Rez DelovaDocument544 pagesDetroit Motor Katalog Rez DelovaStefan BabicNo ratings yet
- StringpapertpDocument20 pagesStringpapertpapi-237181799No ratings yet
- FR2165 Installation ManualDocument92 pagesFR2165 Installation ManualEdwin NyangeNo ratings yet
- Calculate Mass of Air, Pressure at Pool Bottom, Breathing UnderwaterDocument2 pagesCalculate Mass of Air, Pressure at Pool Bottom, Breathing UnderwaterHaffiz AtingNo ratings yet
- 4 Online Monitoring of GasDocument24 pages4 Online Monitoring of GasM Ahmad Tauqeer0% (1)
- Bio-Modified Bitumen Performance CharacteristicsDocument39 pagesBio-Modified Bitumen Performance CharacteristicsSai KumarNo ratings yet
- Maxiva-ULX DatasheetDocument5 pagesMaxiva-ULX DatasheetMaxiva ULXNo ratings yet