You might also like
- Understanding Autodesk Inventor Frame GeneratorDocument19 pagesUnderstanding Autodesk Inventor Frame GeneratorJesus RomanNo ratings yet
- Tekla Structures Basic TrainingDocument20 pagesTekla Structures Basic Trainingsaisssms9116100% (1)
- Solidworks 2018 Learn by Doing - Part 3: DimXpert and RenderingFrom EverandSolidworks 2018 Learn by Doing - Part 3: DimXpert and RenderingNo ratings yet
- Introduction To TuningDocument50 pagesIntroduction To Tuningbuktooth1No ratings yet
- SolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)From EverandSolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)Rating: 4.5 out of 5 stars4.5/5 (5)
- Part Numbering Standards WP ENSDocument13 pagesPart Numbering Standards WP ENSTamaraGarzaNo ratings yet
- SolidWorks 2016 Learn by doing 2016 - Part 3From EverandSolidWorks 2016 Learn by doing 2016 - Part 3Rating: 3.5 out of 5 stars3.5/5 (3)
- Rzbiconda Arerdusite Bayuitopek 239z382133e-1a110 - 11Document15 pagesRzbiconda Arerdusite Bayuitopek 239z382133e-1a110 - 11rpal2014No ratings yet
- Learn Excel Functions: Count, Countif, Sum and SumifFrom EverandLearn Excel Functions: Count, Countif, Sum and SumifRating: 5 out of 5 stars5/5 (4)
- ME0423Document40 pagesME0423Dinesh Kumar JdNo ratings yet
- Sharp Electronics Corporation: XEA 201 & XEA 401 Quick Programming GuideDocument13 pagesSharp Electronics Corporation: XEA 201 & XEA 401 Quick Programming GuidedereksopNo ratings yet
- A Good C LabDocument3 pagesA Good C LabFaizan MohsinNo ratings yet
- Tekla Structure - Lesson 08 - NumberingAndReports2Document23 pagesTekla Structure - Lesson 08 - NumberingAndReports2Kresno N SoetomoNo ratings yet
- Formatting C PreviewDocument9 pagesFormatting C PreviewgordanaNo ratings yet
- Phase Numbering: 1. Purpose and DescriptionDocument3 pagesPhase Numbering: 1. Purpose and DescriptionNico InfanteNo ratings yet
- An Introduction To ESPRIT Post ProcessorDocument22 pagesAn Introduction To ESPRIT Post ProcessorЦветан Калдъшев100% (1)
- Lesson 4 Extrusions: ObjectivesDocument28 pagesLesson 4 Extrusions: ObjectivesGuru PrasadNo ratings yet
- Practice Workbook: Single Line DiagramDocument9 pagesPractice Workbook: Single Line DiagramSachu George MathewNo ratings yet
- This Term We Will Ask Every Two Groups Work TogetherDocument5 pagesThis Term We Will Ask Every Two Groups Work TogetherMd Aziq Md RaziNo ratings yet
- Engineer Installation and Program ConfigurationDocument15 pagesEngineer Installation and Program ConfigurationCristina BarascuNo ratings yet
- TUTODocument12 pagesTUTOCirilo Armando Solano PinedaNo ratings yet
- 20 Guided-3D Knuckle Pin JointDocument19 pages20 Guided-3D Knuckle Pin Jointashoku2No ratings yet
- Analisis Dan Visualisasi Data - Chapter 4-1Document53 pagesAnalisis Dan Visualisasi Data - Chapter 4-1Delvin LeonardNo ratings yet
- Workbench IO Configuration ManualDocument37 pagesWorkbench IO Configuration ManualIlaiyaa RajaNo ratings yet
- A Tutorial On Creating A Custom SPICE Component For Multisim - Apr 8th 2011Document5 pagesA Tutorial On Creating A Custom SPICE Component For Multisim - Apr 8th 2011Volodya SmolyakNo ratings yet
- AP0140 Understanding Design AnnotationDocument28 pagesAP0140 Understanding Design AnnotationdrakenhavenNo ratings yet
- Formatting Numbers With C++ Output StreamsDocument9 pagesFormatting Numbers With C++ Output StreamsVladNo ratings yet
- Instruction Trnsys 16 Exercises 2007Document12 pagesInstruction Trnsys 16 Exercises 2007Juan MateoNo ratings yet
- Browsing Values From The Data Expression Window: Getting Ready How To Do It..Document4 pagesBrowsing Values From The Data Expression Window: Getting Ready How To Do It..Harik CNo ratings yet
- Unit 4: Basic CAD Drawing Techniques: Section 1: Setting Display Format and Precision (UNITS and DDUNITS)Document4 pagesUnit 4: Basic CAD Drawing Techniques: Section 1: Setting Display Format and Precision (UNITS and DDUNITS)MukeshwaranNo ratings yet
- Creating Surface Set Out Notes: What You Will LearnDocument35 pagesCreating Surface Set Out Notes: What You Will Learnrusli geologistNo ratings yet
- Basic Autocad Start UpDocument22 pagesBasic Autocad Start UpuntoniNo ratings yet
- Step Indexer 2.2 Readme: New FunctionalityDocument4 pagesStep Indexer 2.2 Readme: New FunctionalityValdeleyLimaNo ratings yet
- Chapter 04Document14 pagesChapter 04Gatyo GatevNo ratings yet
- Lab: N S Q (10 Points) : Laboratory Number Systems and QuantizationDocument7 pagesLab: N S Q (10 Points) : Laboratory Number Systems and QuantizationmrithyunjaysivNo ratings yet
- Manualpartprogramming11 180925055825 PDFDocument43 pagesManualpartprogramming11 180925055825 PDFvaijanath patilNo ratings yet
- Cargar DTW SAP Release 9Document24 pagesCargar DTW SAP Release 9Fredy Gomez100% (1)
- MinitabDocument19 pagesMinitabM ImranNo ratings yet
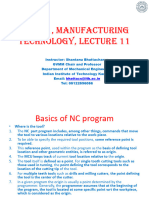
- Manufacturing Technology (ME461) Lecture11Document15 pagesManufacturing Technology (ME461) Lecture11candypop8725No ratings yet
- System IdentificationDocument23 pagesSystem IdentificationSantiago Garrido Bullón100% (2)
- Job Costing SampleDocument37 pagesJob Costing SampleAnsaf AskyNo ratings yet
- Master Data - Bill of MaterialDocument69 pagesMaster Data - Bill of Materialbalu4indiansNo ratings yet
- Railway Curves 13Document15 pagesRailway Curves 13vpmohammedNo ratings yet
- MarkerMaking Users AEDocument57 pagesMarkerMaking Users AEJorge Espinosa100% (1)
- Survey Controller With Total StationDocument12 pagesSurvey Controller With Total StationAlfredo Sto. DomingoNo ratings yet
- An Introduction To Pro/MANUFACTURINGDocument7 pagesAn Introduction To Pro/MANUFACTURINGtonicasNo ratings yet
- Chain Drive Patterned Datum Points Top-Down Modeling (Review) Release Creo 2.0 Level 7 ContinuedDocument9 pagesChain Drive Patterned Datum Points Top-Down Modeling (Review) Release Creo 2.0 Level 7 ContinuedJosephi_abbasNo ratings yet
- CutViewer Mill Assignment by Sumit Singal and Parkash RaghavDocument16 pagesCutViewer Mill Assignment by Sumit Singal and Parkash RaghavandljnnjdsNo ratings yet
- SP 08Document33 pagesSP 08Anjan TanejaNo ratings yet
- Group TechnologyDocument57 pagesGroup TechnologynarsaiahNo ratings yet
- Office 365 TCO Tool v3 User GuideDocument20 pagesOffice 365 TCO Tool v3 User GuideSant.santiNo ratings yet
- Settings For Advanced Bar Codes: GS1-128 (EAN - UCC 128) Bar CodeDocument15 pagesSettings For Advanced Bar Codes: GS1-128 (EAN - UCC 128) Bar Coderpal2014No ratings yet
- RDCAM V6.0 User ManualDocument58 pagesRDCAM V6.0 User ManualOdirlei Prado MacedoNo ratings yet
- EAM Config 6Document37 pagesEAM Config 6Vignesh VNo ratings yet
- Number Range ConceptDocument10 pagesNumber Range Conceptkiran reddyNo ratings yet
- Conjoint Analysis For Product Design: Welcome To Powerpoint Slides ForDocument24 pagesConjoint Analysis For Product Design: Welcome To Powerpoint Slides ForParth Rajesh ShethNo ratings yet
- Exel Background - Senario and SensitivityDocument95 pagesExel Background - Senario and SensitivityoscastillosanzNo ratings yet
- Interpretation Algorithms - SAP EBSDocument4 pagesInterpretation Algorithms - SAP EBSLeonardoCunhaNo ratings yet
- 4.6. Standard Anchor Bolts: Zamil Steel Buildings Design ManualDocument2 pages4.6. Standard Anchor Bolts: Zamil Steel Buildings Design ManualHai NguyenNo ratings yet
- ARK Nmark Ommand: PDMS - Syntax LibraryDocument1 pageARK Nmark Ommand: PDMS - Syntax LibraryvuvandanNo ratings yet
- PDMS - SYNTAX - LIBRARY - V1.1 - 2012 Markus Ambros Page 6 of 35Document1 pagePDMS - SYNTAX - LIBRARY - V1.1 - 2012 Markus Ambros Page 6 of 35vuvandanNo ratings yet
- DD Emove Ommand: PDMS - Syntax LibraryDocument1 pageDD Emove Ommand: PDMS - Syntax LibraryvuvandanNo ratings yet
- ID Ommand: PDMS - Syntax LibraryDocument1 pageID Ommand: PDMS - Syntax LibraryvuvandanNo ratings yet
- Zamil Steel Buildings Design Manual: PrefaceDocument1 pageZamil Steel Buildings Design Manual: PrefacevuvandanNo ratings yet
- Zamil Steel Buildings Design Manual: 1.5. Skylight PanelsDocument1 pageZamil Steel Buildings Design Manual: 1.5. Skylight PanelsvuvandanNo ratings yet
- Zamil Steel Buildings Design Manual: Design Engineer's ResponsibilitiesDocument1 pageZamil Steel Buildings Design Manual: Design Engineer's ResponsibilitiesvuvandanNo ratings yet
- Epresentation: PDMS - Syntax LibraryDocument1 pageEpresentation: PDMS - Syntax LibraryvuvandanNo ratings yet
- Ontents: PDMS - Syntax LibraryDocument1 pageOntents: PDMS - Syntax LibraryvuvandanNo ratings yet
- Olours: PDMS - Syntax LibraryDocument1 pageOlours: PDMS - Syntax LibraryvuvandanNo ratings yet
- Development of The Offshore Wind Turbine FoundationsDocument1 pageDevelopment of The Offshore Wind Turbine FoundationsvuvandanNo ratings yet
- Esign 2.1 G S: Eneral YntaxDocument1 pageEsign 2.1 G S: Eneral YntaxvuvandanNo ratings yet
- Pdms Syntax Library v1.1 2012Document35 pagesPdms Syntax Library v1.1 2012seenu189100% (1)
- Distribution of Foundation Types For Offshore Wind Turbines Until The End of 2014Document1 pageDistribution of Foundation Types For Offshore Wind Turbines Until The End of 2014vuvandanNo ratings yet
- Norsok Standard C-002: Edition 3, June 2006Document99 pagesNorsok Standard C-002: Edition 3, June 2006Peng Yao ChenNo ratings yet
- Top Part of Base ConstructionDocument1 pageTop Part of Base ConstructionvuvandanNo ratings yet
- Three Types of Turbine Foundations Monopile A Jacket B and Gravity Based CDocument1 pageThree Types of Turbine Foundations Monopile A Jacket B and Gravity Based CvuvandanNo ratings yet
- XL Monopiles PDFDocument1 pageXL Monopiles PDFvuvandanNo ratings yet
- TripodDocument1 pageTripodvuvandanNo ratings yet
- Type of Support Structure According To The Water DephtDocument1 pageType of Support Structure According To The Water DephtvuvandanNo ratings yet
- Support Structure Foundation Options For OWTs A Gravity B Monopile C MonopileDocument1 pageSupport Structure Foundation Options For OWTs A Gravity B Monopile C MonopilevuvandanNo ratings yet
- Review Monopile DesignDocument1 pageReview Monopile DesignvuvandanNo ratings yet
- Zamil Steel Design ManualDocument282 pagesZamil Steel Design ManualAyubkhan289% (35)
- TP0XY6-GS51-G0100-BD003 - 001-Layout 1Document1 pageTP0XY6-GS51-G0100-BD003 - 001-Layout 1vuvandanNo ratings yet
- Lesson 01 - BasicModeling1 - Steel - Precast PDFDocument50 pagesLesson 01 - BasicModeling1 - Steel - Precast PDFmihai_purcaru1888No ratings yet
- Monopile Foundation 4C Offshore LTD 2016Document1 pageMonopile Foundation 4C Offshore LTD 2016vuvandanNo ratings yet
- Monopile Foundation Wwwwind Energy The FactsorgDocument1 pageMonopile Foundation Wwwwind Energy The FactsorgvuvandanNo ratings yet
- TP0XY6-GS51-G0100-BD002 - 001-Layout 1Document1 pageTP0XY6-GS51-G0100-BD002 - 001-Layout 1vuvandanNo ratings yet
- HP ManualDocument127 pagesHP ManualEverson BrandãoNo ratings yet
- CT Analyzer Article Testing CTs by 50 Hertz Company OMICRON Magazine 2011 ENU PDFDocument2 pagesCT Analyzer Article Testing CTs by 50 Hertz Company OMICRON Magazine 2011 ENU PDFPraveen ChandranNo ratings yet
- Post Paid Plan AIRTEL - 2011ITC - RT2Document2 pagesPost Paid Plan AIRTEL - 2011ITC - RT2Raja ShekharNo ratings yet
- Multimeter ReportDocument15 pagesMultimeter Reportapi-244226518No ratings yet
- Django RuDocument241 pagesDjango RuМаксим ЧервяковNo ratings yet
- Bco 1102 Information Systems For Business Practice Data Base TestDocument3 pagesBco 1102 Information Systems For Business Practice Data Base TestjohnNo ratings yet
- Glorifire - Release - Notes - For Stakeholder - B - MayDocument12 pagesGlorifire - Release - Notes - For Stakeholder - B - MayHemant soniNo ratings yet
- h616 User Manual v1.0 PDFDocument831 pagesh616 User Manual v1.0 PDFVast GsmNo ratings yet
- Price List SocomecDocument28 pagesPrice List Socomecqwkerbk090909100% (18)
- Laundry Catalogue - 2021Document242 pagesLaundry Catalogue - 2021rocksteady nickelNo ratings yet
- HP Storageworks Msa San Switch 2/8: Installation GuideDocument72 pagesHP Storageworks Msa San Switch 2/8: Installation GuidenetfinityfrNo ratings yet
- Lh621 Specification Sheet EnglishDocument9 pagesLh621 Specification Sheet EnglishDaniel SepulvedaNo ratings yet
- A VHDL Design of A JPEG Still Image Compression Standard DecoderDocument280 pagesA VHDL Design of A JPEG Still Image Compression Standard DecoderDer BraNo ratings yet
- Agile ScrumDocument75 pagesAgile ScrumAj L.No ratings yet
- Strings and String OperationsDocument10 pagesStrings and String OperationsMridula BvsNo ratings yet
- G5Baim Artificial Intelligence Methods: Graham KendallDocument51 pagesG5Baim Artificial Intelligence Methods: Graham KendallAltamash100% (1)
- George Berkowski - How To Build A Billion Dollar App PDFDocument399 pagesGeorge Berkowski - How To Build A Billion Dollar App PDFPriyansh Aggarwal100% (9)
- M35205EN - PDF Syringe Pump PDFDocument45 pagesM35205EN - PDF Syringe Pump PDFKroumson Ben AboubacarNo ratings yet
- Savvy Interface Panel InstallationDocument10 pagesSavvy Interface Panel InstallationAndresNo ratings yet
- Top 10 Best Kubernetes Books 2023 (Updated Publications) : by - Feb 7, 2023Document8 pagesTop 10 Best Kubernetes Books 2023 (Updated Publications) : by - Feb 7, 2023Llauca XavierNo ratings yet
- Activator - Createinstance (Typeof (Kkryczka) ) : Datetime Controls in Pi Processbook DisplayDocument7 pagesActivator - Createinstance (Typeof (Kkryczka) ) : Datetime Controls in Pi Processbook DisplayIgo Rafael Alves SilvaNo ratings yet
- Social Media Cyberspace Bangalore UniversityDocument43 pagesSocial Media Cyberspace Bangalore UniversityRupesh Kumar SinhaNo ratings yet
- A Literature Review of The Use of Web 2.0 Tools in Higher Education by Conole - Alevizou - 2010Document111 pagesA Literature Review of The Use of Web 2.0 Tools in Higher Education by Conole - Alevizou - 2010Kangdon LeeNo ratings yet
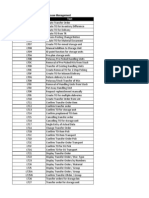
- Warehouse Management TransactionsDocument4 pagesWarehouse Management TransactionsstarimpactNo ratings yet
- Tourism Management SystemDocument93 pagesTourism Management Systemmayur malviya67% (3)
- E-Portfolio: by José Gabriel Mejia MarquezDocument15 pagesE-Portfolio: by José Gabriel Mejia MarquezGabriel MarquezNo ratings yet
- Exchange 2010 Q&ADocument87 pagesExchange 2010 Q&Akunwar_sdNo ratings yet
- Sun NFS Overview: Network File System (NFS) Is A Protocol Originally Developed byDocument4 pagesSun NFS Overview: Network File System (NFS) Is A Protocol Originally Developed byJothi KumarNo ratings yet
- Rishabh Mehta Resume UpdatedDocument1 pageRishabh Mehta Resume UpdatedNehal ShamsNo ratings yet
- KATAPULT BRAND COMM PLAN BRILLIANCE PRODUCTIONS FinalDocument16 pagesKATAPULT BRAND COMM PLAN BRILLIANCE PRODUCTIONS FinalDae FloresNo ratings yet
- MANUAL eBOX WIFIDocument2 pagesMANUAL eBOX WIFIAlejandro Alberto PratNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Quantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsFrom EverandQuantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsRating: 4.5 out of 5 stars4.5/5 (3)
- A Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormFrom EverandA Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormRating: 5 out of 5 stars5/5 (5)
- Build a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.From EverandBuild a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.Rating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- Mathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingFrom EverandMathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingRating: 4.5 out of 5 stars4.5/5 (21)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyFrom EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyRating: 1.5 out of 5 stars1.5/5 (2)
- Calculus Workbook For Dummies with Online PracticeFrom EverandCalculus Workbook For Dummies with Online PracticeRating: 3.5 out of 5 stars3.5/5 (8)
- Mental Math Secrets - How To Be a Human CalculatorFrom EverandMental Math Secrets - How To Be a Human CalculatorRating: 5 out of 5 stars5/5 (3)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- Strategies for Problem Solving: Equip Kids to Solve Math Problems With ConfidenceFrom EverandStrategies for Problem Solving: Equip Kids to Solve Math Problems With ConfidenceNo ratings yet
- Who Tells the Truth?: Collection of Logical Puzzles to Make You ThinkFrom EverandWho Tells the Truth?: Collection of Logical Puzzles to Make You ThinkRating: 5 out of 5 stars5/5 (1)