You might also like
- Alpha XS CNC Tutorial-ENGLISHDocument141 pagesAlpha XS CNC Tutorial-ENGLISHEugen NaydyonNo ratings yet
- CHooks Supplied With MastercamDocument4 pagesCHooks Supplied With MastercamVictor BarraganNo ratings yet
- Tax Invoice: TÜV Rheinland (India) Pvt. LTDDocument2 pagesTax Invoice: TÜV Rheinland (India) Pvt. LTDHansraj GargNo ratings yet
- Pestel Analysis On IndiGo AirlinesDocument20 pagesPestel Analysis On IndiGo AirlinesHarshil Hirpara100% (1)
- Manual de Referencia Rápida CNC Fagor8020Document9 pagesManual de Referencia Rápida CNC Fagor8020facu6116261No ratings yet
- Syntec InfoDocument14 pagesSyntec InfoGeorgi HelyanNo ratings yet
- FADAL SpecificationsDocument44 pagesFADAL Specificationspopious_j_pitoNo ratings yet
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryFrom EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNo ratings yet
- SolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)From EverandSolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)Rating: 4.5 out of 5 stars4.5/5 (5)
- Tecumseh Model Tvs90 43000a Parts ListDocument7 pagesTecumseh Model Tvs90 43000a Parts ListCalo2773No ratings yet
- SolidCAM 2017 2.5D Milling Training Course PDFDocument320 pagesSolidCAM 2017 2.5D Milling Training Course PDFAdnan MustafićNo ratings yet
- 3-Axis Flowline FinishingDocument4 pages3-Axis Flowline FinishingCristian MartinezNo ratings yet
- CNC Programming Handbook Smid 195 - 293Document99 pagesCNC Programming Handbook Smid 195 - 293Răzvan Iordache100% (2)
- Operation Manual: Vertical Machining CenterDocument27 pagesOperation Manual: Vertical Machining CenterAmauriGarciaNo ratings yet
- G Codes CommandsDocument45 pagesG Codes CommandsordamNo ratings yet
- Working With OOTB MACH Simulation ExamplesDocument56 pagesWorking With OOTB MACH Simulation ExamplesAlex ongNo ratings yet
- Katalog-SA CA IQDocument16 pagesKatalog-SA CA IQVictor Godoy100% (1)
- Artist 29L0239625G - Rev01Document73 pagesArtist 29L0239625G - Rev01Carlos Jadán100% (1)
- Doosan Puma 2600yDocument24 pagesDoosan Puma 2600ybaumgconradoNo ratings yet
- DDCS Expert User's Manual V1 (Part1)Document82 pagesDDCS Expert User's Manual V1 (Part1)เปี๊ยก คนเดิมNo ratings yet
- Catalogo Holders TungaloyDocument156 pagesCatalogo Holders Tungaloyabsalon_jarvNo ratings yet
- Advanced CSDocument192 pagesAdvanced CSbilly dillpickerNo ratings yet
- NC P PDFDocument129 pagesNC P PDFrikiivoNo ratings yet
- Tutoriales Mastercam V8 6-11Document128 pagesTutoriales Mastercam V8 6-11Eduardo Felix Ramirez PalaciosNo ratings yet
- Live Tool Drill TapDocument25 pagesLive Tool Drill TapRA Javier100% (1)
- Matsuura Mam72 63vDocument12 pagesMatsuura Mam72 63vsagarpatil47No ratings yet
- Vericut CAM InterfacesDocument2 pagesVericut CAM InterfacessivakumarsambandamNo ratings yet
- Siemens PLM NX CAD CAM Turning Foundation Fs Tcm1023 118147Document4 pagesSiemens PLM NX CAD CAM Turning Foundation Fs Tcm1023 118147rasgeetsinghNo ratings yet
- Fanuc21tb en CDocument96 pagesFanuc21tb en CPedro BarataNo ratings yet
- 3 Axis Mill Machining in CATIA TutorialDocument24 pages3 Axis Mill Machining in CATIA TutorialAlexandru PrecupNo ratings yet
- Grbl-Panel Wiki GitHubDocument3 pagesGrbl-Panel Wiki GitHubMarky Maypo100% (1)
- Me 445 Integrated Manufacturing Technologies Experiment 2 "Process Planning in Turning Machine"Document8 pagesMe 445 Integrated Manufacturing Technologies Experiment 2 "Process Planning in Turning Machine"Sunil SharmaNo ratings yet
- Hot Wire CNC Foam CutterDocument12 pagesHot Wire CNC Foam CutterrevildaNo ratings yet
- Post Processor ReferenceDocument437 pagesPost Processor Referencennn765100% (1)
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocument7 pagesTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupNo ratings yet
- G M Codes All CNCDocument24 pagesG M Codes All CNCParveen Kumar50% (2)
- CAMplete TruePath - MasterCAM - Using MasterCAM To Export Cycle 262Document4 pagesCAMplete TruePath - MasterCAM - Using MasterCAM To Export Cycle 262MX100No ratings yet
- ISO Commands in Pitagora ENGDocument2 pagesISO Commands in Pitagora ENGCarlos Jadán100% (1)
- Mastercam 2017 Interface TutorialDocument90 pagesMastercam 2017 Interface TutorialSơn Đặng100% (3)
- Mil-Turn Machine Tool ConfigurationDocument45 pagesMil-Turn Machine Tool Configurationsaotinhyeu307783No ratings yet
- NC ProgrammingDocument23 pagesNC ProgrammingAkash Byju100% (1)
- Introduction CNC PlasmaDocument2 pagesIntroduction CNC PlasmaHaziq PazliNo ratings yet
- FUSION 360 Beginners Intermediate Users Guide (SUNDAY, SEYI) (Z-Library)Document631 pagesFUSION 360 Beginners Intermediate Users Guide (SUNDAY, SEYI) (Z-Library)Correo ColeguitasNo ratings yet
- Fusion 360 CAM 1 Tool Library StepsDocument10 pagesFusion 360 CAM 1 Tool Library Stepsnitishhdesai100% (1)
- CNC Turn-Mill G and M CodesDocument51 pagesCNC Turn-Mill G and M CodespptmnltNo ratings yet
- Lab 6 - Face Milling On CNC MachineDocument5 pagesLab 6 - Face Milling On CNC MachineHaris NaveedNo ratings yet
- MC v9 Moldplus Application GuideDocument126 pagesMC v9 Moldplus Application Guidechicho6404100% (2)
- FeatureCAM Reference ManualDocument2,359 pagesFeatureCAM Reference Manualdududadamike100% (2)
- Eng - DNM Ii - 1401 - Su - E20Document20 pagesEng - DNM Ii - 1401 - Su - E20Nikolat840% (1)
- EdgeCAM SimulatorDocument21 pagesEdgeCAM SimulatorDulis DulisNo ratings yet
- VoluMill For GibbsCAMDocument15 pagesVoluMill For GibbsCAMAndres Cano SalvatierraNo ratings yet
- Android OpenGL 2.0 PDFDocument14 pagesAndroid OpenGL 2.0 PDFdalaran34100% (1)
- English - Mill NGC - Operator's Manual - 2020Document536 pagesEnglish - Mill NGC - Operator's Manual - 2020Sermchart PakumNo ratings yet
- Fusion 360 Robust ModelingDocument17 pagesFusion 360 Robust ModelingHossein NajafzadehNo ratings yet
- Doosan G76Document17 pagesDoosan G76Pham LongNo ratings yet
- Mach4 G and M Code Reference ManualDocument81 pagesMach4 G and M Code Reference ManualMegi Setiawan SNo ratings yet
- 5 Axis Post Processor PDFDocument9 pages5 Axis Post Processor PDFmatic91No ratings yet
- Mastercam 2017 Mill Advanced Training Tutorial SAMPLE PDFDocument36 pagesMastercam 2017 Mill Advanced Training Tutorial SAMPLE PDFsekhon875115No ratings yet
- G Code CommandsDocument6 pagesG Code CommandsFida HussainNo ratings yet
- NetworkingDocument3 pagesNetworkingFida HussainNo ratings yet
- Mechanical Properties Material and Desig PDFDocument7 pagesMechanical Properties Material and Desig PDFFida HussainNo ratings yet
- Resume PDFDocument15 pagesResume PDFFida HussainNo ratings yet
- Citizen's Charter HandbookDocument57 pagesCitizen's Charter HandbookKim ZeNo ratings yet
- Corporate AccountingDocument4 pagesCorporate AccountingMohamed RaaziqNo ratings yet
- Journal of Business Strategy: Article InformationDocument10 pagesJournal of Business Strategy: Article InformationAland MediaNo ratings yet
- Revised PAO Operations Manual As of 20170214 v1 - 1Document50 pagesRevised PAO Operations Manual As of 20170214 v1 - 1marjNo ratings yet
- Major Components of An IPS: Risk & Return On The IPSDocument2 pagesMajor Components of An IPS: Risk & Return On The IPSRosa Estefany EspinozaNo ratings yet
- Resume - Brennda Natalia FaylnnDocument2 pagesResume - Brennda Natalia Faylnnwesternfood1619No ratings yet
- Aditya Gilang Ramadhan, S.T. (CV)Document1 pageAditya Gilang Ramadhan, S.T. (CV)AGR - Aditya Gilang RNo ratings yet
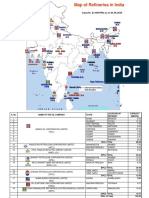
- RefineriesMap PDFDocument2 pagesRefineriesMap PDFMayur MandrekarNo ratings yet
- MOHAMMED SOBAN 09 Mar NEW 2023Document3 pagesMOHAMMED SOBAN 09 Mar NEW 2023Saif SamNo ratings yet
- VP 3K9FHMKS InvoicesDocument2 pagesVP 3K9FHMKS InvoicessamarNo ratings yet
- Upside Down Management: Talking PointDocument1 pageUpside Down Management: Talking Pointsuzanna@umk.edu.myNo ratings yet
- UpdatedDocument15 pagesUpdatedPuneet BajpaiNo ratings yet
- SB Bonifacio G. GalayDocument3 pagesSB Bonifacio G. GalayJeorel QuiapoNo ratings yet
- Account Management PlaybookDocument116 pagesAccount Management PlaybookJorge Luis SerranoNo ratings yet
- Activity 5Document2 pagesActivity 5Juan Raúl Valverde TiradoNo ratings yet
- Co. Profile - Master Rev Apr 12Document63 pagesCo. Profile - Master Rev Apr 12Niño Nathaniel CaguladaNo ratings yet
- Human Resources Workforce Plan Milestone TwoDocument7 pagesHuman Resources Workforce Plan Milestone TwoKennedy WashikaNo ratings yet
- Unemployment Resource Guide in PennsylvaniaDocument20 pagesUnemployment Resource Guide in PennsylvaniaJesse WhiteNo ratings yet
- Barriers To Effective Communication in Your OrganizationDocument11 pagesBarriers To Effective Communication in Your OrganizationTawhidul Alam96% (25)
- Lania Boone InfoDocument8 pagesLania Boone InfoTyler EstepNo ratings yet
- Consulting Industry: Facts & Recent TrendsDocument4 pagesConsulting Industry: Facts & Recent Trendsaaks25No ratings yet
- Receivable Financing IllustrationDocument3 pagesReceivable Financing IllustrationVatchdemonNo ratings yet
- Research Report Preparation and PresentationDocument10 pagesResearch Report Preparation and Presentationnaveen_akgim448663% (8)
- M&M First Draft CommentsDocument43 pagesM&M First Draft CommentsGedionNo ratings yet
- Singapore Employment Act - 2013Document18 pagesSingapore Employment Act - 2013Ei HninNo ratings yet
- Dragons' Den Application Form 2023Document10 pagesDragons' Den Application Form 2023leoNo ratings yet
- GPlex City Bank Contact Center Upgradation Project DocumentationDocument13 pagesGPlex City Bank Contact Center Upgradation Project DocumentationTMNo ratings yet
- The Role of IMF in Public Policy MakingDocument4 pagesThe Role of IMF in Public Policy Makingantara nodiNo ratings yet