You might also like
- GRAPAS CMDocument1 pageGRAPAS CMjm467191No ratings yet
- Catalogo Acoplamientos LovejoyDocument1 pageCatalogo Acoplamientos Lovejoythejuanvi84No ratings yet
- 1054-Tube Fittings 2011 WebDocument34 pages1054-Tube Fittings 2011 WebAli KianersiNo ratings yet
- Accessories MuellerDocument3 pagesAccessories MuellerFabio Moacir KorndoerferNo ratings yet
- Dimensiuni NPTDocument2 pagesDimensiuni NPTGrosu CosminNo ratings yet
- Rotary Turbine Vibrator Series OT 4Document1 pageRotary Turbine Vibrator Series OT 4Kalaimadasamy SubramanianNo ratings yet
- Pages From CatelogDocument21 pagesPages From CatelogMoAmen AtlamNo ratings yet
- Ficha Tecnica GrampasDocument1 pageFicha Tecnica GrampasValentina VelosoNo ratings yet
- Hoja de Metrados: Proyecto: Etapa: 0 #Parcial Partida Descripcion Cant. Veces Long. 1/4Document25 pagesHoja de Metrados: Proyecto: Etapa: 0 #Parcial Partida Descripcion Cant. Veces Long. 1/4Aldo Eduardo Orocaja MoránNo ratings yet
- Eye Bolt StandardsDocument5 pagesEye Bolt Standardsnilesh tadhaNo ratings yet
- CT-REINFORCING STEEL CUT LISTDocument1 pageCT-REINFORCING STEEL CUT LISTJonathan MartinezNo ratings yet
- Dimensions of Sockolets Pressure Class 3000 and 6000 Lbs MSS SP97 PDFDocument3 pagesDimensions of Sockolets Pressure Class 3000 and 6000 Lbs MSS SP97 PDFmarkoredsNo ratings yet
- MBRF10200CT SangdestmicroelectronicsDocument7 pagesMBRF10200CT SangdestmicroelectronicsАлексей ГомоновNo ratings yet
- M - Stainless Steel Take Up FramesDocument4 pagesM - Stainless Steel Take Up FramesKyriakos MichalakiNo ratings yet
- Asc Instrumentation Catalogue PDFDocument59 pagesAsc Instrumentation Catalogue PDFAmardeep Steel SalesNo ratings yet
- I01 Series Output Power ChokesDocument2 pagesI01 Series Output Power ChokesPaul TurnetNo ratings yet
- Ind. Hyd - Adator Thread Data PDFDocument3 pagesInd. Hyd - Adator Thread Data PDFlangkanNo ratings yet
- Volume DM Plant FinalDocument28 pagesVolume DM Plant Finalkrisyanto krisyantoNo ratings yet
- Borewell Submersible PumpsDocument26 pagesBorewell Submersible PumpsAshokNo ratings yet
- How To Calculate Filler Metal ConsumptionDocument3 pagesHow To Calculate Filler Metal ConsumptionASHIL PRABHAKAR100% (2)
- WRC 329 1987 Accuracy of Stress Intensification Factors For Branch Connections Part3 PDFDocument11 pagesWRC 329 1987 Accuracy of Stress Intensification Factors For Branch Connections Part3 PDFHarsh MatoliyaNo ratings yet
- 45° Flare Fittings: Copper Flare Bonnets and GasketsDocument9 pages45° Flare Fittings: Copper Flare Bonnets and GasketsMinh VănNo ratings yet
- Project: Cadangan Klinik Kesihatan 4 Dengan Kuarters, Pengkalan Hulu, Hulu Perak, Perak (Ibs Sepenuhnya)Document5 pagesProject: Cadangan Klinik Kesihatan 4 Dengan Kuarters, Pengkalan Hulu, Hulu Perak, Perak (Ibs Sepenuhnya)faiz salimNo ratings yet
- Optimize the CHUMACERA CATALOG title to 40 characters or lessDocument37 pagesOptimize the CHUMACERA CATALOG title to 40 characters or lessGilberto Garcia100% (1)
- Hydradine o RingDocument1 pageHydradine o RingRomankoNo ratings yet
- Alc-10030c Alcotec Alloy Selection BrochureDocument2 pagesAlc-10030c Alcotec Alloy Selection BrochurefogdartNo ratings yet
- Dewpoint Copper DPC-0118-C Product CatalogueDocument2 pagesDewpoint Copper DPC-0118-C Product Cataloguemye ryeNo ratings yet
- Ancla Mecanica DylDocument1 pageAncla Mecanica Dyljose guzmanNo ratings yet
- Handtool AigoDocument10 pagesHandtool AigoDennis SetiawanNo ratings yet
- Descripcion: EstructurasDocument31 pagesDescripcion: EstructurasRenzo Vidalon NoriegasNo ratings yet
- Weatherproof cable gland dimensions and specificationsDocument1 pageWeatherproof cable gland dimensions and specificationsAkil VohraNo ratings yet
- 3"-48" Ductile Iron Mechanical Joint Fittings Class 350Document11 pages3"-48" Ductile Iron Mechanical Joint Fittings Class 350MIGUEL MIGUEL RIVAS SALCEDONo ratings yet
- DODGE Bearing PDFDocument39 pagesDODGE Bearing PDFFATHYNo ratings yet
- Autoclave DimensionsDocument1 pageAutoclave DimensionsAttila SolyomNo ratings yet
- Identification MarkingDocument13 pagesIdentification Markingsai harshaNo ratings yet
- HaydroDocument4 pagesHaydroyakob mesheshaNo ratings yet
- 2 Resorte Anchor Lamina Pulgadas PDFDocument16 pages2 Resorte Anchor Lamina Pulgadas PDFJhon Jairo VásquezNo ratings yet
- VDTE101016Document1 pageVDTE101016QA TEAMNo ratings yet
- Ficha TecnicaDocument1 pageFicha TecnicaDaniel VillalbaNo ratings yet
- 250-AF IomDocument2 pages250-AF IomyogitatanavadeNo ratings yet
- Straight Fittings: Male ConnectorsDocument1 pageStraight Fittings: Male ConnectorsdeckyirawansusantoNo ratings yet
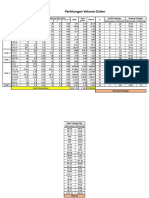
- Volume GutterDocument2 pagesVolume GutterAnnisaNo ratings yet
- Section 1 Section 1: General InformationDocument1 pageSection 1 Section 1: General InformationNikNo ratings yet
- Form Work NO Length Width Area: 1 0.8 0.6 0.48 Axis F14, C11Document117 pagesForm Work NO Length Width Area: 1 0.8 0.6 0.48 Axis F14, C11halieyNo ratings yet
- (Inch) (MM) (Per Inch) (Per CM) (Kcmil) (MM ) ( /KM) ( /KFTDocument6 pages(Inch) (MM) (Per Inch) (Per CM) (Kcmil) (MM ) ( /KM) ( /KFTMuhammad Reihan IskandarNo ratings yet
- Bare copper conductor data and standardsDocument1 pageBare copper conductor data and standardsDiana AkmaliahNo ratings yet
- Zapata Solado Muros DetalleDocument28 pagesZapata Solado Muros DetalleErick Vasquez GutierrezNo ratings yet
- 02 Wear ChartDocument2 pages02 Wear ChartRIAN NOFENDRINo ratings yet
- HTL Nut Splitters: Features and BenefitsDocument2 pagesHTL Nut Splitters: Features and BenefitsJeffNo ratings yet
- SCI Bronze FittingsDocument10 pagesSCI Bronze Fittingsfire123123123No ratings yet
- Mil DTL 25995e - Amendment 1Document15 pagesMil DTL 25995e - Amendment 1Tejaswini DawareNo ratings yet
- Proposed pilot plant for pharmaceutical calcium carbonateDocument1 pageProposed pilot plant for pharmaceutical calcium carbonateHenry DiyokeNo ratings yet
- NEW Inverter Light: Samsung Slim 1-Way CassetteDocument2 pagesNEW Inverter Light: Samsung Slim 1-Way CassetteDinesh GuptaNo ratings yet
- Bar Bending Schedule LPG Area - CommentDocument1 pageBar Bending Schedule LPG Area - CommentRezkyNo ratings yet
- Tech Tips: Fitting Torque ChartDocument7 pagesTech Tips: Fitting Torque ChartAnthony David Martínez VallejoNo ratings yet
- Oval Flage DimensionsDocument2 pagesOval Flage DimensionsAnkit LonareNo ratings yet
- MVE 500/15E-40A0 Electric Motor SpecsDocument1 pageMVE 500/15E-40A0 Electric Motor SpecsAmol SarinNo ratings yet
- 19075.8.5 DS Generators Electrical 1Document2 pages19075.8.5 DS Generators Electrical 1Tran Thi DungNo ratings yet
- MOH Ratnapura02Document29 pagesMOH Ratnapura02isurupushNo ratings yet
- SW Synthetics Catalog PDFDocument27 pagesSW Synthetics Catalog PDFLC ChongNo ratings yet
- Suncor Catalog PDFDocument166 pagesSuncor Catalog PDFLC ChongNo ratings yet
- SW Synthetics Catalog PDFDocument27 pagesSW Synthetics Catalog PDFLC ChongNo ratings yet
- Grease Pump LAGG 18AE SKFDocument3 pagesGrease Pump LAGG 18AE SKFLC ChongNo ratings yet
- SennheisserDocument1 pageSennheisserLC ChongNo ratings yet
- Anchor Marine Page 19 PDFDocument1 pageAnchor Marine Page 19 PDFLC ChongNo ratings yet
- Usha Martin Wirerope HandbookDocument72 pagesUsha Martin Wirerope Handbookhaydarburedah100% (2)
- SW Synthetics Catalog PDFDocument27 pagesSW Synthetics Catalog PDFLC ChongNo ratings yet
- Anchor Marine Page 19Document1 pageAnchor Marine Page 19LC ChongNo ratings yet
- Chart Suggestions - A Thought-StarterDocument1 pageChart Suggestions - A Thought-StarterDoc AllaínNo ratings yet
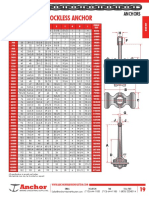
- Standard Stockless Anchor Dimensions ChartDocument1 pageStandard Stockless Anchor Dimensions ChartLC ChongNo ratings yet
- R091952 PDFDocument5 pagesR091952 PDFLC ChongNo ratings yet
- Anchor DesignDocument1 pageAnchor DesignLC ChongNo ratings yet
- Anchor Marine Design 190 PDFDocument1 pageAnchor Marine Design 190 PDFLC ChongNo ratings yet
- Anchor Marine 190 PDFDocument1 pageAnchor Marine 190 PDFLC ChongNo ratings yet
- 01 Rail Track PDFDocument2 pages01 Rail Track PDFLC ChongNo ratings yet
- ZaDocument2 pagesZaLC ChongNo ratings yet
- D 471 - 06 PDFDocument13 pagesD 471 - 06 PDFLC Chong100% (1)
- Busbar System PDFDocument4 pagesBusbar System PDFLC ChongNo ratings yet
- AsdfDocument3 pagesAsdfLC ChongNo ratings yet
- R09414 PDFDocument9 pagesR09414 PDFLC ChongNo ratings yet
- SadDocument2 pagesSadLC ChongNo ratings yet
- SDS for LGGB 2 lubricantDocument6 pagesSDS for LGGB 2 lubricantLC ChongNo ratings yet
- Copper Alloy Continuous Castings: Standard Specification ForDocument9 pagesCopper Alloy Continuous Castings: Standard Specification ForLC ChongNo ratings yet
- Hoop StressDocument9 pagesHoop Stressalexintel100% (1)
- General Requirements For Copper Alloy CastingsDocument6 pagesGeneral Requirements For Copper Alloy CastingsLC Chong100% (1)
- Bolt Tightening TorqueDocument10 pagesBolt Tightening Torquekb7401100% (1)
- AAR M-201 - Norma Fundido para TremDocument66 pagesAAR M-201 - Norma Fundido para TremFlavioNocelliNo ratings yet
- List of ManufacturersDocument12 pagesList of Manufacturerswalid abou kachfeNo ratings yet
- Client: Hindustan Petroleum Corporation Limited Project: Vizag Refinery Modernization Project (VRMP)Document53 pagesClient: Hindustan Petroleum Corporation Limited Project: Vizag Refinery Modernization Project (VRMP)jaganNo ratings yet
- OSHJ-CoP-07 Management of Hot Work Version 1 EnglishDocument11 pagesOSHJ-CoP-07 Management of Hot Work Version 1 EnglishsajinNo ratings yet
- Catalogo Proteccciones PVC Antibacterial 2023 Arfen Sercion GuatemalaDocument14 pagesCatalogo Proteccciones PVC Antibacterial 2023 Arfen Sercion Guatemalaalvaradolu85No ratings yet
- Series: C80/C89 C70/C74Document12 pagesSeries: C80/C89 C70/C74Anupam MehraNo ratings yet
- RACK Industrial Rack Storage Solutions by RFLDocument12 pagesRACK Industrial Rack Storage Solutions by RFLbelal545No ratings yet
- Astm B 316 Acero InoxidableDocument9 pagesAstm B 316 Acero InoxidableMajo BárcenasNo ratings yet
- Casting Notes MechanicalDocument21 pagesCasting Notes MechanicalKharbal AkashNo ratings yet
- HCW June 2020Document52 pagesHCW June 2020Anoop G PillaiNo ratings yet
- Diamond EssentialsDocument260 pagesDiamond EssentialsBergen100% (1)
- Capstan LatheDocument18 pagesCapstan LatheAditya SatopeNo ratings yet
- BST Gen Cns Mos Aip 10003 10002 00 Pin BrazingDocument67 pagesBST Gen Cns Mos Aip 10003 10002 00 Pin BrazingRao DharmaNo ratings yet
- Final VD 2015Document138 pagesFinal VD 2015VinayAgrawalNo ratings yet
- Purge Gas vs Backing Flux for Stainless Steel Pipe WeldsDocument3 pagesPurge Gas vs Backing Flux for Stainless Steel Pipe Weldshareesh13hNo ratings yet
- 606 Universal Shelving System Price ListDocument4 pages606 Universal Shelving System Price ListArtemis PapachristouNo ratings yet
- 1.2.4 HDG - Painting Issues PDFDocument2 pages1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0No ratings yet
- MIL-F-5509D - Fittings, Flared Tube, Fluid ConnectionDocument18 pagesMIL-F-5509D - Fittings, Flared Tube, Fluid ConnectionthomasNo ratings yet
- Htpro: Low-Temperature Surface Hardening of Stainless Steel: Christiansen, Thomas Lundin Somers, Marcel A. JDocument3 pagesHtpro: Low-Temperature Surface Hardening of Stainless Steel: Christiansen, Thomas Lundin Somers, Marcel A. Jsabounchimarzieh1995No ratings yet
- Pressure Gauge: Aschroft or EqualDocument1 pagePressure Gauge: Aschroft or EqualRendy AlfasyahNo ratings yet
- High-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)Document4 pagesHigh-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)indityoNo ratings yet
- Radiographic Examination Report of Pipeline WeldsDocument1 pageRadiographic Examination Report of Pipeline WeldsMd Ashikur RahmanNo ratings yet
- Switch de Presion BARKSDALEDocument2 pagesSwitch de Presion BARKSDALEEduardoMiullerNo ratings yet
- Post Head Damage Repair ProcedureDocument12 pagesPost Head Damage Repair Procedureddfp enerlandNo ratings yet
- Microvia: Microvias Are Used As The Interconnects Between Layers in High Density Interconnect (HDI) Substrates andDocument3 pagesMicrovia: Microvias Are Used As The Interconnects Between Layers in High Density Interconnect (HDI) Substrates andMadhusudanan AshokNo ratings yet
- Die-Materials classEDITDocument45 pagesDie-Materials classEDITSatya AsatyaNo ratings yet
- Konsport... (Broșură) - IndustrialDocument30 pagesKonsport... (Broșură) - IndustrialVieru DumitruNo ratings yet
- ASHLOKDocument4 pagesASHLOKevolve energyNo ratings yet
- TN28B Brick Veneer Steel Stud WallsDocument15 pagesTN28B Brick Veneer Steel Stud WallsKen SuNo ratings yet
- Hexalobular Metric Thread Forming ScrewsDocument3 pagesHexalobular Metric Thread Forming ScrewsRodrigo AugustoNo ratings yet
- Mcqs FitterDocument64 pagesMcqs FitterdaasapNo ratings yet