You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Wood Polish Varnish and PaintsDocument14 pagesWood Polish Varnish and Paintsmanoj bisht100% (2)
- Lime Kiln Principles and OperationsDocument0 pagesLime Kiln Principles and OperationsDaniel Alexander Osorio MartinezNo ratings yet
- NSNSNSN SNJSJDocument53 pagesNSNSNSN SNJSJMayank VisalparaNo ratings yet
- Carbon Carbon CompositesDocument4 pagesCarbon Carbon CompositesHuzaifa ShabbirNo ratings yet
- Protein Electrophoresis GEDocument82 pagesProtein Electrophoresis GEIsa Ribeiro100% (1)
- DPPH ReviewDocument11 pagesDPPH Reviewbhuttoaijaz2008No ratings yet
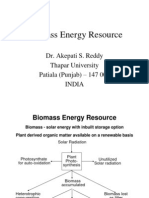
- Biomass Energy ResourcesDocument24 pagesBiomass Energy ResourcesDr. Akepati Sivarami ReddyNo ratings yet
- DESIGN of Sodium Carbonate PRODUCTION PLANT Comprehensive Design Project PDFDocument149 pagesDESIGN of Sodium Carbonate PRODUCTION PLANT Comprehensive Design Project PDFMayank Visalpara80% (5)
- Material Balance PDFDocument5 pagesMaterial Balance PDFMayank VisalparaNo ratings yet
- Material Balance PDFDocument5 pagesMaterial Balance PDFMayank VisalparaNo ratings yet
- Material Balance PDFDocument5 pagesMaterial Balance PDFMayank VisalparaNo ratings yet
- Ch2ref1 PDFDocument22 pagesCh2ref1 PDFMayank VisalparaNo ratings yet
- NSSNDocument6 pagesNSSNMayank VisalparaNo ratings yet
- Mayank Visalpara: ContactDocument1 pageMayank Visalpara: ContactMayank VisalparaNo ratings yet
- Ch2ref1 PDFDocument22 pagesCh2ref1 PDFMayank VisalparaNo ratings yet
- Apply For Scholarships in Engineering & MedicineDocument2 pagesApply For Scholarships in Engineering & MedicineMayank VisalparaNo ratings yet
- Ch2ref1 PDFDocument22 pagesCh2ref1 PDFMayank VisalparaNo ratings yet
- 5.9 Attractive Forces Between ParticlesDocument10 pages5.9 Attractive Forces Between ParticlesIvy Joyce BuanNo ratings yet
- Formulation of Regular Humidifier Using Bamboo Scent Fragrance OilDocument6 pagesFormulation of Regular Humidifier Using Bamboo Scent Fragrance OilChristian MartinNo ratings yet
- SBCOC by Bharat Panchal Class 11Document13 pagesSBCOC by Bharat Panchal Class 11kumarNo ratings yet
- Soldaduras Certificadas LR A Febrero 2020Document41 pagesSoldaduras Certificadas LR A Febrero 2020Manuel Tabares SantosNo ratings yet
- Haloalkanes and HaloarenesDocument2 pagesHaloalkanes and HaloarenesVisakh Suku SNo ratings yet
- As 2738-2000Document29 pagesAs 2738-2000Sherry PorlayaganNo ratings yet
- Dissolution ApparatusDocument29 pagesDissolution ApparatusGANESH KUMAR JELLA75% (4)
- Manganese (MN) and Zinc (ZN) For Citrus TreesDocument5 pagesManganese (MN) and Zinc (ZN) For Citrus TreesmajdytNo ratings yet
- Bluesil BP 9400Document3 pagesBluesil BP 9400hector mauricio paez cantorNo ratings yet
- Nexans Olex TPL September2013Document16 pagesNexans Olex TPL September2013Reza KühnNo ratings yet
- BKI Vol VI Rules For Welding (2019)Document348 pagesBKI Vol VI Rules For Welding (2019)Anonymous EdfJOH100% (1)
- Kewaunee Kemresin Brochure 2-18Document4 pagesKewaunee Kemresin Brochure 2-18Ahmad HamdounNo ratings yet
- Dispensing 1 note-WPS OfficeDocument6 pagesDispensing 1 note-WPS OfficeIfeanyichukwu HenryNo ratings yet
- 22HS Term 2 G12 Chemistry RSDocument5 pages22HS Term 2 G12 Chemistry RSSarah Bin RashidNo ratings yet
- 07 - Classification of MatterDocument5 pages07 - Classification of MatterPicci ChaiNo ratings yet
- Barium Chloride 2h2o LRG MsdsDocument3 pagesBarium Chloride 2h2o LRG MsdsAnas GiselNo ratings yet
- Analysis of Elements in An Alloy by ColorimetryDocument4 pagesAnalysis of Elements in An Alloy by ColorimetryScop KushaalNo ratings yet
- 45 D01537 en PDFDocument4 pages45 D01537 en PDFKpm MuthuNo ratings yet
- Study Material Practical Manual Fundamental of Plant Biochemistry BiotechnologyDocument47 pagesStudy Material Practical Manual Fundamental of Plant Biochemistry BiotechnologySanket kharsadeNo ratings yet
- PMHDocument1 pagePMHMohammed AltahirNo ratings yet
- Potassium NitrateDocument2 pagesPotassium NitratestevenharveyNo ratings yet
- 1 HydrocarbonsDocument10 pages1 HydrocarbonsJuan Miguel Sebasian OrilleNo ratings yet
- FeS in Amine System-PyrophoricDocument31 pagesFeS in Amine System-PyrophoricwaheedNo ratings yet
- Project Report On: Quality Control of Microbial Quality of WaterDocument31 pagesProject Report On: Quality Control of Microbial Quality of WaterAmit SinghNo ratings yet