You might also like
- The New Anglo Platinum Converting Project: P Viviers and K HinesDocument8 pagesThe New Anglo Platinum Converting Project: P Viviers and K HinesHabram Miranda AlcantaraNo ratings yet
- ProOil-278 20,000 BPD Refinery PresentationDocument12 pagesProOil-278 20,000 BPD Refinery PresentationM Alim Ur RahmanNo ratings yet
- Turboexpanders: CompressorsDocument4 pagesTurboexpanders: Compressorsdhanu_aquaNo ratings yet
- Duel Feed Cracker Unit Associated UnitDocument37 pagesDuel Feed Cracker Unit Associated UnitRamesh mudunuri55% (11)
- Acid Gas TreatmentDocument10 pagesAcid Gas TreatmentasdasdasdasdasdasdasdNo ratings yet
- Rice-Husk Generation in NIckerie, SurinameDocument33 pagesRice-Husk Generation in NIckerie, Surinamerottra5756100% (2)
- The Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFDocument28 pagesThe Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFLawrensiaNo ratings yet
- Air Liquide Presentation (Siddhartha Mukherjee) Rev 0Document48 pagesAir Liquide Presentation (Siddhartha Mukherjee) Rev 0sara25dec689288100% (1)
- Natural Gas: Operations and Transport: A Handbook for Students of the Natural Gas IndustryFrom EverandNatural Gas: Operations and Transport: A Handbook for Students of the Natural Gas IndustryNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995From EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Rating: 5 out of 5 stars5/5 (1)
- Relief Design For Laboratories and Pilot PlantsDocument3 pagesRelief Design For Laboratories and Pilot PlantsNattapong Pongboot100% (1)
- 6FA DLN 2.6 Extended Interval Combustion System - GEA17898Document1 page6FA DLN 2.6 Extended Interval Combustion System - GEA17898leninweblbNo ratings yet
- DHDS Block OperationsDocument77 pagesDHDS Block Operationsmujeebmehar67% (3)
- Oil Processing PDFDocument65 pagesOil Processing PDFsegunoyesNo ratings yet
- Size Control Valves For Lab-Scale Laminar Flow: Fluids and Solids HandlingDocument5 pagesSize Control Valves For Lab-Scale Laminar Flow: Fluids and Solids HandlingNattapong PongbootNo ratings yet
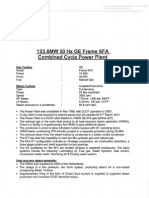
- Frame 6 FA Combined Cycle PlantDocument2 pagesFrame 6 FA Combined Cycle PlantTufan MaityNo ratings yet
- Turbo ExpanderDocument47 pagesTurbo Expandervenkeeku100% (3)
- Introduction To GTL Process: Yassir Abdulkareem Department of Chemical Engineering University of Technology 2021Document33 pagesIntroduction To GTL Process: Yassir Abdulkareem Department of Chemical Engineering University of Technology 2021ياسرشلالالحسني100% (1)
- Lin AssistDocument4 pagesLin AssistSynyster Patar SulivanNo ratings yet
- NGL Recovery Project at Badak LNG Plant: 23 World Gas Conference 5-9 June 2006 Amsterdam - The NetherlandsDocument20 pagesNGL Recovery Project at Badak LNG Plant: 23 World Gas Conference 5-9 June 2006 Amsterdam - The NetherlandsnefoussiNo ratings yet
- Turbo ExpanderDocument47 pagesTurbo ExpanderJetul PatelNo ratings yet
- Plant Experience - Molecular Sieve Dehydration of Gas Containing OxygenDocument23 pagesPlant Experience - Molecular Sieve Dehydration of Gas Containing OxygenHoang-Vu BuiNo ratings yet
- Integrated Gasification Combined CycleDocument10 pagesIntegrated Gasification Combined CyclemicmechNo ratings yet
- Shams Dubai Consultants and Contractor 20171217Document3 pagesShams Dubai Consultants and Contractor 20171217Greefield JasonNo ratings yet
- Gas Processing UnitsDocument5 pagesGas Processing UnitsBashirNo ratings yet
- Enhanced Cryogenic Air SeparationDocument38 pagesEnhanced Cryogenic Air SeparationОскар ЛинаресNo ratings yet
- Environmental Control Systems DESOX and DENOXDocument20 pagesEnvironmental Control Systems DESOX and DENOXPetros IosifidisNo ratings yet
- Advanced Gas Processing: A. Shahsavand A. Shahsavand A. Shahsavand A. ShahsavandDocument47 pagesAdvanced Gas Processing: A. Shahsavand A. Shahsavand A. Shahsavand A. Shahsavandgad480No ratings yet
- OverviewDocument41 pagesOverviewSumitAggarwalNo ratings yet
- Hydrocom Specification Petronor NP HISA V1 - 0Document33 pagesHydrocom Specification Petronor NP HISA V1 - 0Nattapong Pongboot100% (1)
- Introduction of Dung Quat RefineryDocument67 pagesIntroduction of Dung Quat RefineryKamejoku NguyenNo ratings yet
- Production of LNG Using Dual Independent Expander Refrigeration Cycles - Jorge H Foglietta (ABB Lumnus)Document19 pagesProduction of LNG Using Dual Independent Expander Refrigeration Cycles - Jorge H Foglietta (ABB Lumnus)Joe Wong100% (1)
- 1 MW Pilot Testing and Scale-Up of The Carbonate Looping Process in The SCARLET ProjectDocument3 pages1 MW Pilot Testing and Scale-Up of The Carbonate Looping Process in The SCARLET ProjectMuhammad Adnan LaghariNo ratings yet
- Prism Cryogenic Oxygen Generators: Reliable On-Site SupplyDocument4 pagesPrism Cryogenic Oxygen Generators: Reliable On-Site SupplyEdwin RosasNo ratings yet
- Oxyfuel For Power Plants PraxDocument9 pagesOxyfuel For Power Plants Praxcryovikas1975No ratings yet
- Gas Turbine Improvements Enhance IGCC ViabilityDocument16 pagesGas Turbine Improvements Enhance IGCC Viabilityherysyam1980No ratings yet
- Technology Scan On Integrated Gasification Combined Cycle (Igcc)Document10 pagesTechnology Scan On Integrated Gasification Combined Cycle (Igcc)hmgamehmNo ratings yet
- Aeroderivative Gas Turbine FinalDocument16 pagesAeroderivative Gas Turbine Finaldylan_dearing@hotmail.comNo ratings yet
- MG Air Separation PlantsDocument10 pagesMG Air Separation PlantsHatem AbdelnabiNo ratings yet
- Air Products Pressure Swing Adsorption 2014Document9 pagesAir Products Pressure Swing Adsorption 2014Михаил ПолковниковNo ratings yet
- Pre-Combustion Technology For Coal-Fired Power Plants: Thomas F. EdgarDocument23 pagesPre-Combustion Technology For Coal-Fired Power Plants: Thomas F. Edgaranon_938213605No ratings yet
- Fuel Gas NGL (C3+) Recovery by Twister JTX ProcessDocument21 pagesFuel Gas NGL (C3+) Recovery by Twister JTX Processotis-a6866No ratings yet
- PO 58 El Hadi S PDFDocument18 pagesPO 58 El Hadi S PDFhyoung65No ratings yet
- Gtl-Main ImageDocument23 pagesGtl-Main Imagedeepak diliNo ratings yet
- Troubleshooting of ADGAS' Benfield HiPure Plant of Natural Gas Sweetening Using Process SimulationDocument15 pagesTroubleshooting of ADGAS' Benfield HiPure Plant of Natural Gas Sweetening Using Process SimulationBRUCE QUARENo ratings yet
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument6 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanksaegean227No ratings yet
- GT2002 30014Document7 pagesGT2002 30014ME THE BESTNo ratings yet
- RajatvermapptDocument54 pagesRajatvermapptVinay MauryaNo ratings yet
- Praxair Optimelt Plus PresentationDocument17 pagesPraxair Optimelt Plus PresentationMirac B KayaNo ratings yet
- 1400 - Symonds RobertSECDocument16 pages1400 - Symonds RobertSECbryan lillibridgeNo ratings yet
- Operating Experience of Ansaldo V94.2 K Gas Turbine Fed by Steelworks GasDocument6 pagesOperating Experience of Ansaldo V94.2 K Gas Turbine Fed by Steelworks GasMorteza YazdizadehNo ratings yet
- Flue Gas Side Heat Duty CalculationDocument3 pagesFlue Gas Side Heat Duty Calculationatul bansalNo ratings yet
- R&T 2007 - CO2 Issues - HalseyDocument18 pagesR&T 2007 - CO2 Issues - Halseyheymaldo1No ratings yet
- Tim Hieu Qua Trinh Loc Tach Dau KhiDocument838 pagesTim Hieu Qua Trinh Loc Tach Dau KhiNem Chua RánNo ratings yet
- Ds Carboflex Nitrogen 2020 View Tcm17-117885Document2 pagesDs Carboflex Nitrogen 2020 View Tcm17-117885napqeukknxwspgtwvgNo ratings yet
- TUPRAS Residuum Upgrading Project at Izmit Refinery Aka TUPRAS DCU Galveston 2019Document15 pagesTUPRAS Residuum Upgrading Project at Izmit Refinery Aka TUPRAS DCU Galveston 2019Dnyanehswar KinhalkarNo ratings yet
- Technical Evalution of SruDocument22 pagesTechnical Evalution of SrumvdeoleNo ratings yet
- Development of An Ultra-Low Nox Gaseous Fuel Burner For Otsg ApplicationsDocument15 pagesDevelopment of An Ultra-Low Nox Gaseous Fuel Burner For Otsg ApplicationsAnonymous KzJcjGCJbNo ratings yet
- q4 HoneywellDocument7 pagesq4 HoneywellimtinanNo ratings yet
- CO2 Capture From SRUDocument6 pagesCO2 Capture From SRUMustafaNo ratings yet
- Kleenheat Presentation 2014Document32 pagesKleenheat Presentation 2014scata1117No ratings yet
- FGD Limestone PresentationDocument19 pagesFGD Limestone PresentationChonTicha'No ratings yet
- Oxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitDocument22 pagesOxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitMkhagramNo ratings yet
- EGR With CO2 SequestrationDocument29 pagesEGR With CO2 SequestrationInnobaPlusNo ratings yet
- Design and Exergy Analysis For A Combined Cycle of Liquidsolid CO2 ProductDocument13 pagesDesign and Exergy Analysis For A Combined Cycle of Liquidsolid CO2 ProductVăn Trường BùiNo ratings yet
- Unconventional Gas Monetisation: GTL - An Attractive Option?Document7 pagesUnconventional Gas Monetisation: GTL - An Attractive Option?ahmalisha2No ratings yet
- Hydrogen Production With Integrated CO Capture: TCCS-10 June 2019Document13 pagesHydrogen Production With Integrated CO Capture: TCCS-10 June 2019Nattapong PongbootNo ratings yet
- 1 5176889214771396650 PDFDocument10 pages1 5176889214771396650 PDFNattapong PongbootNo ratings yet
- 1 5177100351068700806 PDFDocument6 pages1 5177100351068700806 PDFNattapong PongbootNo ratings yet
- Corrosion AstroCosmosDocument11 pagesCorrosion AstroCosmosNattapong PongbootNo ratings yet
- Welding CS Bush PDFDocument8 pagesWelding CS Bush PDFNattapong PongbootNo ratings yet
- Z&J Technologies GMBH: Conversion Table of EN - Materials vs. US Materials (Assorted by ASTM No.)Document1 pageZ&J Technologies GMBH: Conversion Table of EN - Materials vs. US Materials (Assorted by ASTM No.)Nattapong PongbootNo ratings yet
- Gasoline Properties FAQ 100 PagesDocument99 pagesGasoline Properties FAQ 100 PagesNattapong PongbootNo ratings yet
- Hydrogen Cracking in Specialty Steels: Knolls Atomic Power Laboratory Schenectady, New YorkDocument23 pagesHydrogen Cracking in Specialty Steels: Knolls Atomic Power Laboratory Schenectady, New YorkNattapong PongbootNo ratings yet
- 4 PCCC3 6 Rigby PDFDocument31 pages4 PCCC3 6 Rigby PDFNattapong PongbootNo ratings yet
- Hydrogen-Induced Blister Cracking of Linepipe Steel: Central R&D Bureau Nippon Steel Corporation Tokyo, JapanDocument26 pagesHydrogen-Induced Blister Cracking of Linepipe Steel: Central R&D Bureau Nippon Steel Corporation Tokyo, JapanNattapong PongbootNo ratings yet
- Fast Pyrolysis NRELDocument2 pagesFast Pyrolysis NRELNattapong PongbootNo ratings yet
- Hydrogen Effects in High Strength SteelsDocument36 pagesHydrogen Effects in High Strength SteelsNattapong PongbootNo ratings yet
- Htdrocom Operation and Safety 4.01Document14 pagesHtdrocom Operation and Safety 4.01Nattapong PongbootNo ratings yet
- Hydroprocessing Pilot PlantsDocument4 pagesHydroprocessing Pilot PlantsNattapong PongbootNo ratings yet
- Written Report of The ClientDocument10 pagesWritten Report of The ClientNattapong PongbootNo ratings yet
- Don't Let The Door Hit You On The Way Out" Door Swings in LaboratoriesDocument3 pagesDon't Let The Door Hit You On The Way Out" Door Swings in LaboratoriesNattapong PongbootNo ratings yet
- Expunits Jrsu ZDDocument40 pagesExpunits Jrsu ZDNattapong PongbootNo ratings yet
- Vapor Phase Upgrading With NREL's Davison Circulating Riser (DCR)Document2 pagesVapor Phase Upgrading With NREL's Davison Circulating Riser (DCR)Nattapong PongbootNo ratings yet
- Thermochemical conversion-NRELDocument2 pagesThermochemical conversion-NRELNattapong PongbootNo ratings yet
- YARWAY Three Way ValveDocument10 pagesYARWAY Three Way ValveNattapong PongbootNo ratings yet
- Gasket Klinger CAFDocument4 pagesGasket Klinger CAFNattapong PongbootNo ratings yet
- Pilot Plants of Membrane Technology in Industry ChallengesDocument12 pagesPilot Plants of Membrane Technology in Industry ChallengesNattapong Pongboot100% (1)
- Hydrocom General Description 4.01Document18 pagesHydrocom General Description 4.01Nattapong PongbootNo ratings yet
- Can I Put A Pilot Plant in A LaboratoryDocument3 pagesCan I Put A Pilot Plant in A LaboratoryNattapong PongbootNo ratings yet
- Performance Analysis of Small Size Pilot Plant and Laboratory Relief ValvesDocument4 pagesPerformance Analysis of Small Size Pilot Plant and Laboratory Relief ValvesNattapong PongbootNo ratings yet
- Modular Pilot Plant ConstructionDocument4 pagesModular Pilot Plant ConstructionNattapong PongbootNo ratings yet
- Barrel PumpDocument5 pagesBarrel PumpNattapong PongbootNo ratings yet
- Ci Projects Questionnaire 2Document1 pageCi Projects Questionnaire 2Parmod KumarNo ratings yet
- Adelphi - International Overview - Certification of Clean and Green HydrogenDocument27 pagesAdelphi - International Overview - Certification of Clean and Green Hydrogenleosu0726No ratings yet
- New ALMM ListDocument50 pagesNew ALMM ListPradeep khojaNo ratings yet
- Promoting Greener Stanford:: Biodegradable TablewareDocument16 pagesPromoting Greener Stanford:: Biodegradable TablewaresahibnarangNo ratings yet
- Philippine Biofuel ProducersDocument1 pagePhilippine Biofuel ProducersAl BorjaNo ratings yet
- Non-Conventional Energy Sources (Semester - 8) : CS/B.TECH (ME) /SEM-8/ME-806/09Document6 pagesNon-Conventional Energy Sources (Semester - 8) : CS/B.TECH (ME) /SEM-8/ME-806/09Krishna Prakash KPNo ratings yet
- Making A Four Stroke Engine Run On Water, Instead of GasolineDocument1 pageMaking A Four Stroke Engine Run On Water, Instead of Gasolinecvelle951No ratings yet
- Demand Side ManagementDocument1 pageDemand Side ManagementMayank SharmaNo ratings yet
- MH EV Policy Presentation - 13 JulyDocument10 pagesMH EV Policy Presentation - 13 JulyGaurav satraNo ratings yet
- LG Leaflet Linear Compressor (20201204 165059)Document2 pagesLG Leaflet Linear Compressor (20201204 165059)alexis sanchezNo ratings yet
- Schematic Electrical Power PlantDocument1 pageSchematic Electrical Power PlantEdi Santoni NababanNo ratings yet
- Hse Horizon Scanning Short Report Compressed Air Energy Storage 1. IssueDocument2 pagesHse Horizon Scanning Short Report Compressed Air Energy Storage 1. IssueRauf HuseynovNo ratings yet
- TM L - Fans and BlowersDocument30 pagesTM L - Fans and BlowersHimanshu DiwakarNo ratings yet
- Conservation of EnergyDocument15 pagesConservation of EnergySreemanth C ReddyNo ratings yet
- EGR 334 Thermodynamics Chapter 9: Sections 7-8: Reheat and Intercooling of Gas Turbine SystemsDocument19 pagesEGR 334 Thermodynamics Chapter 9: Sections 7-8: Reheat and Intercooling of Gas Turbine SystemsEdgar Rojas ZAcariasNo ratings yet
- Indrivetec AG ReferencesDocument21 pagesIndrivetec AG ReferenceshermantoNo ratings yet
- Unit 9 Cities of The Future Lesson 1 Getting StartedDocument22 pagesUnit 9 Cities of The Future Lesson 1 Getting StartedPham Thi Thanh ThaoNo ratings yet
- "Smarter and Cleaner Electricity For Better Life": 2019 IERE-PLN Bali WorkshopDocument17 pages"Smarter and Cleaner Electricity For Better Life": 2019 IERE-PLN Bali WorkshopChico Hermanu BrillianNo ratings yet
- Cogeneration CHP BrochureDocument6 pagesCogeneration CHP BrochureAvram Cosmin GeorgianNo ratings yet
- Aspen Plus Simulation of Biomass Integrated Gasification Combined Cycle Systems at Corn Ethanol PlantsDocument14 pagesAspen Plus Simulation of Biomass Integrated Gasification Combined Cycle Systems at Corn Ethanol PlantsMugdho HossainNo ratings yet
- AS LG Solar 6 Page Brochure - CS6 - CompressedDocument2 pagesAS LG Solar 6 Page Brochure - CS6 - CompressedMayur HiwarkarNo ratings yet
- Praxair CO2EmissionsReductionCapture WhitepaperDocument10 pagesPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliNo ratings yet
- BATERIASDocument6 pagesBATERIASraver144No ratings yet
- Why EVs Are The Future of TransportDocument7 pagesWhy EVs Are The Future of Transportanas.amr.abdullahNo ratings yet
- EventsmedialibraryresourcesesES 2023 Final Program PDFDocument52 pagesEventsmedialibraryresourcesesES 2023 Final Program PDFRobert Michael CorpusNo ratings yet
- Application of ASME Performance Test Codes To Geothermal Plant Performance TestingDocument18 pagesApplication of ASME Performance Test Codes To Geothermal Plant Performance Testingmrizalygani99No ratings yet