You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Syntorial NotesDocument13 pagesSyntorial NotesdanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Penawaran Pekerjaan Fire Fighting (Upah + Material)Document3 pagesPenawaran Pekerjaan Fire Fighting (Upah + Material)vixer ndi100% (6)
- Product Data SummaryDocument11 pagesProduct Data SummaryLê CôngNo ratings yet
- Over Current & Earth Fault RelayDocument2 pagesOver Current & Earth Fault RelayDave Chaudhury67% (6)
- Zoran Krilov, Boris Kaved Ija, Tomislav BukovacDocument12 pagesZoran Krilov, Boris Kaved Ija, Tomislav BukovacLê CôngNo ratings yet
- Us2016033163 IasrDocument2 pagesUs2016033163 IasrLê CôngNo ratings yet
- DFS14-007. Benvis-Pds-EnDocument1 pageDFS14-007. Benvis-Pds-EnLê CôngNo ratings yet
- Driscal D™: Product Data Sheet (PDS)Document1 pageDriscal D™: Product Data Sheet (PDS)Lê CôngNo ratings yet
- Review On Chemical Stimulation Techniques in Oil IDocument35 pagesReview On Chemical Stimulation Techniques in Oil IJesseNo ratings yet
- Clay Guard: Product Data Sheet (PDS)Document1 pageClay Guard: Product Data Sheet (PDS)Lê CôngNo ratings yet
- Acid Corrosion Inhibitor (Se-Ci 1021) : Product Data SheetDocument2 pagesAcid Corrosion Inhibitor (Se-Ci 1021) : Product Data SheetLê CôngNo ratings yet
- Scale Dissolver: Product Data Sheet (PDS)Document1 pageScale Dissolver: Product Data Sheet (PDS)Lê CôngNo ratings yet
- Synthetic Lubricants & Engineered Fluids: Smooth Operations To Improve Your Bottom LineDocument12 pagesSynthetic Lubricants & Engineered Fluids: Smooth Operations To Improve Your Bottom LineLê CôngNo ratings yet
- Kemelix ™ D501: A DemulsifierDocument1 pageKemelix ™ D501: A DemulsifierLê CôngNo ratings yet
- Flowsolve ™ 150: An Asphaltene InhibitorDocument1 pageFlowsolve ™ 150: An Asphaltene InhibitorLê CôngNo ratings yet
- PDS Potassium Formate 75 PCNT Eng-2165Document1 pagePDS Potassium Formate 75 PCNT Eng-2165Lê CôngNo ratings yet
- Energies: Development of Selective Acidizing Technology For An Oil Field in The Zechstein Main DolomiteDocument18 pagesEnergies: Development of Selective Acidizing Technology For An Oil Field in The Zechstein Main DolomiteLê CôngNo ratings yet
- Neoflo 1-58: Olefin & Paraffin Drilling FluidsDocument4 pagesNeoflo 1-58: Olefin & Paraffin Drilling FluidsLê CôngNo ratings yet
- US20120196836A1Document5 pagesUS20120196836A1Lê CôngNo ratings yet
- Sulfate Reducing Bacteria, Nitrate Reducing Bacteria and Their Interactions in A Souring Offshore Oil Reservoir SystemDocument282 pagesSulfate Reducing Bacteria, Nitrate Reducing Bacteria and Their Interactions in A Souring Offshore Oil Reservoir SystemUmar FarouqNo ratings yet
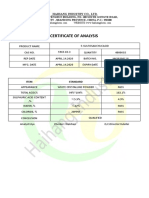
- Certificate of Analysis: Haihang Industry Co., LTDDocument1 pageCertificate of Analysis: Haihang Industry Co., LTDLê CôngNo ratings yet
- The Use of Alcohol in Gas Well StimulationDocument13 pagesThe Use of Alcohol in Gas Well StimulationLê CôngNo ratings yet
- Synergistic Effect of Copper Sulfate With Some Traditional Biocides For Killing The Sulfate Reducing Bacteria in Oil FieldsDocument11 pagesSynergistic Effect of Copper Sulfate With Some Traditional Biocides For Killing The Sulfate Reducing Bacteria in Oil FieldsLê CôngNo ratings yet
- Lubrizol Well Stimulation: Acidizing Additives Application GuideDocument2 pagesLubrizol Well Stimulation: Acidizing Additives Application GuideLê CôngNo ratings yet
- DFS09-002. Megalube Pro-Pds-EnDocument1 pageDFS09-002. Megalube Pro-Pds-EnLê CôngNo ratings yet
- Global Oilfield Solutions: Performance Chemicals For ProductionDocument6 pagesGlobal Oilfield Solutions: Performance Chemicals For ProductionLê CôngNo ratings yet
- Study On The Mechanism of Nanoemulsion Removal of WaterDocument10 pagesStudy On The Mechanism of Nanoemulsion Removal of WaterLê CôngNo ratings yet
- Neoflo 1 58 bản tiếng anhDocument17 pagesNeoflo 1 58 bản tiếng anhLê CôngNo ratings yet
- SPE 124688 Produced Water Management in Mature Field OperationDocument5 pagesSPE 124688 Produced Water Management in Mature Field OperationLê CôngNo ratings yet
- PDS Potassium Formate 75 PCNT Eng-2165Document1 pagePDS Potassium Formate 75 PCNT Eng-2165Lê CôngNo ratings yet
- Engine d28 Wp4 Chemicalstimulation Dhma 052007Document34 pagesEngine d28 Wp4 Chemicalstimulation Dhma 052007bhargav103No ratings yet
- MSDS Potassium Formate 75 PCNT Eng-3610Document9 pagesMSDS Potassium Formate 75 PCNT Eng-3610Lê CôngNo ratings yet
- MSDS Potassium Formate 75 PCNT Eng-3610Document9 pagesMSDS Potassium Formate 75 PCNT Eng-3610Lê CôngNo ratings yet
- Diwali Pujan BookletDocument10 pagesDiwali Pujan Bookletman_ishkumarNo ratings yet
- Noxim MANUALDocument5 pagesNoxim MANUALSAI NRUSIMHA DEEPAK BURRA SAI NRUSIMHA DEEPAK BURRANo ratings yet
- EQ Cheat SheetDocument7 pagesEQ Cheat SheetGabrielNo ratings yet
- Data Sheet: W-Series WSI 6/LD 10-36V DC/ACDocument12 pagesData Sheet: W-Series WSI 6/LD 10-36V DC/ACLUIS FELIPE LIZCANO MARINNo ratings yet
- Chuyên Đề ConjunctionDocument5 pagesChuyên Đề ConjunctionKhánh Linh TrịnhNo ratings yet
- 2003 Nissan Altima 2.5 Serivce Manual RSUDocument12 pages2003 Nissan Altima 2.5 Serivce Manual RSUAndy Dellinger100% (1)
- Guide To Greyhawk PDFDocument108 pagesGuide To Greyhawk PDFAnonymous PtMxUHm9RoNo ratings yet
- Civil Engineering Topics V4Document409 pagesCivil Engineering Topics V4Ioannis MitsisNo ratings yet
- Scientific American Psychology 2nd Edition Licht Test BankDocument44 pagesScientific American Psychology 2nd Edition Licht Test Bankpurelychittra3ae3100% (24)
- An Appraisal of The Literature On Centric Relation. Part II: ReviewDocument11 pagesAn Appraisal of The Literature On Centric Relation. Part II: ReviewManjulika TysgiNo ratings yet
- The Failed Rotator CuffDocument307 pagesThe Failed Rotator Cufforthofitness2017No ratings yet
- Wic ReflectionDocument3 pagesWic Reflectionapi-307029735No ratings yet
- Novel Image Enhancement Technique Using CLAHE and Wavelet TransformsDocument5 pagesNovel Image Enhancement Technique Using CLAHE and Wavelet TransformsInnovative Research PublicationsNo ratings yet
- Magneto-Convective Non-Newtonian Nanofluid With Momentum and Temperature Dependent Slip Flow From A Permeable Stretching Sheet With Porous Medium and Chemical ReactionDocument18 pagesMagneto-Convective Non-Newtonian Nanofluid With Momentum and Temperature Dependent Slip Flow From A Permeable Stretching Sheet With Porous Medium and Chemical ReactionIOSRjournalNo ratings yet
- Theology of Work and Practical ImplicationsDocument28 pagesTheology of Work and Practical ImplicationsVinicius CardosoNo ratings yet
- AVR Brosure Basler Decs 100Document2 pagesAVR Brosure Basler Decs 100NikolayNo ratings yet
- 1.1 - Selectividad Acti9Document34 pages1.1 - Selectividad Acti9Bladimir MichelNo ratings yet
- Complicaciones Postoperatorias en Esofagectomía Por Cáncer. Evaluación de 215 Casos Según Definiciones Del Grupo de Consenso InternacionalDocument7 pagesComplicaciones Postoperatorias en Esofagectomía Por Cáncer. Evaluación de 215 Casos Según Definiciones Del Grupo de Consenso InternacionalPaulo RoseroNo ratings yet
- 173 EvidenceDocument6 pages173 EvidenceSantiago RubianoNo ratings yet
- University of Engineering and Technology TaxilaDocument5 pagesUniversity of Engineering and Technology TaxilagndfgNo ratings yet
- Flash Memoir RevisedDocument3 pagesFlash Memoir Revisedapi-511179803No ratings yet
- Sotero 05activity EnvironmetnDocument3 pagesSotero 05activity Environmetnbernadette soteroNo ratings yet
- Coastal Management NotesDocument2 pagesCoastal Management Notesapi-330338837No ratings yet
- Taper Lock BushesDocument4 pagesTaper Lock BushesGopi NathNo ratings yet
- AdPoe The Hunting of The HareDocument2 pagesAdPoe The Hunting of The HarePI CubingNo ratings yet
- Celly BoostbkDocument15 pagesCelly BoostbknomikabNo ratings yet
- EASA - Design OrganisationsDocument30 pagesEASA - Design Organisationsyingqi.yangNo ratings yet