You might also like
- Gaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-TipsDocument4 pagesGaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-Tipsdnageshm4n244No ratings yet
- PIPING INTERVIEW QUESTIONSDocument7 pagesPIPING INTERVIEW QUESTIONSChandra Asiah WNo ratings yet
- Piping QA Quiz Answers for Fluor Daniel ProjectsDocument13 pagesPiping QA Quiz Answers for Fluor Daniel Projectssairam2234100% (1)
- 006 Ip Practiceexam PDFDocument40 pages006 Ip Practiceexam PDFZahid Nisar KhanNo ratings yet
- Concrete Pressure Pipe - Repair GuideDocument23 pagesConcrete Pressure Pipe - Repair GuideLudi D. LunarNo ratings yet
- Tube-To-tubesheet Joints - ASME (Mechanical) Code Issues - Eng-TipsDocument4 pagesTube-To-tubesheet Joints - ASME (Mechanical) Code Issues - Eng-Tipsagniva dattaNo ratings yet
- PIPING Questions and AnswersDocument3 pagesPIPING Questions and AnswersNam Dang50% (2)
- Pressure Vessel Dimension InspectionDocument6 pagesPressure Vessel Dimension Inspectionsatya_chaganti100% (1)
- Typical Questions For Piping Engineers Knowledge Testing With AnswersDocument5 pagesTypical Questions For Piping Engineers Knowledge Testing With AnswersAnonymous rjs9SOrNo ratings yet
- General Question For Pipe: 1. What Is Pipe? AnswerDocument19 pagesGeneral Question For Pipe: 1. What Is Pipe? AnswermohamedqcNo ratings yet
- Piping QuizDocument3 pagesPiping QuizAnji Reddy DNo ratings yet
- API 510 Open Book Q&ADocument138 pagesAPI 510 Open Book Q&AMohammed Shakil25% (4)
- ASME B31.3 Body of Knowledge ExamDocument7 pagesASME B31.3 Body of Knowledge Examjacquesmayol100% (2)
- Typical Questions For Piping EngineerDocument6 pagesTypical Questions For Piping EngineerVenkataratnam Gollapalli100% (1)
- (done) Basic questions asked in piping engineerDocument4 pages(done) Basic questions asked in piping engineerFerinoviardiNo ratings yet
- Piping - Interview-Power PlantDocument4 pagesPiping - Interview-Power Plantbao nguyen phanNo ratings yet
- JTL Book Common Plumbing ProcessesDocument40 pagesJTL Book Common Plumbing Processesbendeni100% (1)
- Questions Related To CodesDocument10 pagesQuestions Related To CodesMayur Mandrekar100% (1)
- Pressure Vessel Dimension Inspection: Home About Services Contact What's New! Privacy PolicyDocument15 pagesPressure Vessel Dimension Inspection: Home About Services Contact What's New! Privacy PolicymuthuinchristNo ratings yet
- Serbco WP Training Manual For PPR Pipes and FittingsDocument16 pagesSerbco WP Training Manual For PPR Pipes and FittingsDewald Tjatjarag BurzynskiNo ratings yet
- Piping QuizDocument20 pagesPiping QuizAlex CarreraNo ratings yet
- Piping QuizDocument20 pagesPiping QuizMuhammad Tamanna ButhaNo ratings yet
- Manual de Doblez TubingDocument76 pagesManual de Doblez TubingJose F. MandujanoNo ratings yet
- Bus Bar k0186 MC 10 Busbar Systems 2013 IinfoDocument47 pagesBus Bar k0186 MC 10 Busbar Systems 2013 IinfoManish ThakurNo ratings yet
- Pressure Vessel Dimension InspectionDocument10 pagesPressure Vessel Dimension InspectionYetkin ErdoğanNo ratings yet
- Difference Between A Pipe Elbow and A Pipe BendDocument13 pagesDifference Between A Pipe Elbow and A Pipe BendYaneYangNo ratings yet
- Interview Mech Piping SuperDocument17 pagesInterview Mech Piping SuperUdayakumarNo ratings yet
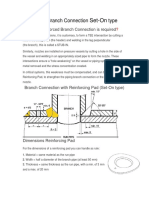
- Reinforced Branch Connection in A Piping System - Set-On TypeDocument2 pagesReinforced Branch Connection in A Piping System - Set-On TypeRajendra LabadeNo ratings yet
- B31.1 and Code ANSI B31.3Document16 pagesB31.1 and Code ANSI B31.3PraveenNo ratings yet
- Piping Quiz & Ans (Fluor Daniel) PDFDocument13 pagesPiping Quiz & Ans (Fluor Daniel) PDFaslam.ambNo ratings yet
- Hot TapingDocument61 pagesHot TapingMuzaffar100% (1)
- 5 6327619470013497823Document4 pages5 6327619470013497823shaijukvNo ratings yet
- API 570 Part 1 - Pipe ComponentsDocument41 pagesAPI 570 Part 1 - Pipe Componentspeach5100% (18)
- Telltale HoleDocument3 pagesTelltale HoleAMALENDU PAULNo ratings yet
- 510 Open ExamDocument17 pages510 Open Examariyamanjula2914100% (1)
- Important Process Piping QuestionsDocument12 pagesImportant Process Piping Questionspratap biswas100% (1)
- ASME (Mechanical) Code Issues - Bolting Requirements in CodeDocument3 pagesASME (Mechanical) Code Issues - Bolting Requirements in Codemithunjobs0% (2)
- Reinforced Branch Connection Set-On TypeDocument3 pagesReinforced Branch Connection Set-On Typeedgar paglinawanNo ratings yet
- General information on hose fitting part numbers, thread types and dimensionsDocument6 pagesGeneral information on hose fitting part numbers, thread types and dimensionsFelix RanillaNo ratings yet
- Piping Q & ADocument8 pagesPiping Q & AvenkateshNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 3) - Welding & NDTDocument13 pagesSummary of ASME BPVC Section VIII Div 1 (Part 3) - Welding & NDTTin Aung KyiNo ratings yet
- SP3D Interview Q PDFDocument4 pagesSP3D Interview Q PDFabdulsonaNo ratings yet
- Hot Tapping PDFDocument32 pagesHot Tapping PDFSreenivas Kamachi Chettiar100% (1)
- Piping QuestonaryDocument25 pagesPiping QuestonarySanjay Kumar yadav100% (3)
- A FEDS Structural BoltsDocument6 pagesA FEDS Structural BoltsCrimsonPoshNo ratings yet
- Stub Onin ConnectionsDocument4 pagesStub Onin ConnectionsMehman NasibovNo ratings yet
- Saudi Aramco Piping Standards and Hydrotest ChecklistDocument12 pagesSaudi Aramco Piping Standards and Hydrotest ChecklistJoseph Peter100% (1)
- Threaded Fittings General - Definition and Details - ASME B16.11 and ASME B1.20Document3 pagesThreaded Fittings General - Definition and Details - ASME B16.11 and ASME B1.20abhay_patil_22No ratings yet
- Boiler Technical TermsDocument44 pagesBoiler Technical Termskeerthi dayarathnaNo ratings yet
- ESAB - PipelinesDocument65 pagesESAB - PipelinesLigia114100% (2)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Eswar Enterprises RT offer list detailsDocument3 pagesEswar Enterprises RT offer list detailsEswar Enterprises QcNo ratings yet
- Final Schedule-06.01.2023Document2 pagesFinal Schedule-06.01.2023Eswar Enterprises QcNo ratings yet
- Weld DataDocument7 pagesWeld DataEswar Enterprises QcNo ratings yet
- Distillation Column ScheduleDocument5 pagesDistillation Column ScheduleEswar Enterprises QcNo ratings yet
- Radiography offer list for steel pipe weldsDocument1 pageRadiography offer list for steel pipe weldsEswar Enterprises QcNo ratings yet
- RT Offer L-Seam-14.01.2023Document1 pageRT Offer L-Seam-14.01.2023Eswar Enterprises QcNo ratings yet
- RT Film Details-22.09.2022Document2 pagesRT Film Details-22.09.2022Eswar Enterprises QcNo ratings yet
- NEIS RT OFFER BGR 20 thk-19.12.2022Document1 pageNEIS RT OFFER BGR 20 thk-19.12.2022Eswar Enterprises QcNo ratings yet
- L-Seam Joint Details ReportDocument9 pagesL-Seam Joint Details ReportEswar Enterprises QcNo ratings yet
- Piping Fabrication SpecificationDocument23 pagesPiping Fabrication SpecificationEswar Enterprises QcNo ratings yet
- Radiography offer list for steel pipe weldsDocument1 pageRadiography offer list for steel pipe weldsEswar Enterprises QcNo ratings yet
- RT Film Details-22.09.2022Document2 pagesRT Film Details-22.09.2022Eswar Enterprises QcNo ratings yet
- Lot Pancake No Drawing No Quantity Name Sub - Assembly Panel Length Panel WeightDocument12 pagesLot Pancake No Drawing No Quantity Name Sub - Assembly Panel Length Panel WeightEswar Enterprises QcNo ratings yet
- New Microsoft Office Excel WorksheetDocument2 pagesNew Microsoft Office Excel WorksheetEswar Enterprises QcNo ratings yet
- Handrail: SL No Lot LE. Doc. No LTHE Doc. No Sub - Assembly Size QuantityDocument1 pageHandrail: SL No Lot LE. Doc. No LTHE Doc. No Sub - Assembly Size QuantityEswar Enterprises QcNo ratings yet
- Book 1Document1 pageBook 1Eswar Enterprises QcNo ratings yet
- Handrail Parts ListDocument1 pageHandrail Parts ListEswar Enterprises QcNo ratings yet
- HOLE TYPE IQI (Penetrameter)Document5 pagesHOLE TYPE IQI (Penetrameter)Eswar Enterprises Qc100% (1)
- Piping Design QuestionariesDocument8 pagesPiping Design QuestionariesRajkumar ANo ratings yet
- Welding DictionaryDocument18 pagesWelding DictionaryEswar Enterprises QcNo ratings yet
- Welding GlossoryDocument9 pagesWelding GlossoryEswar Enterprises QcNo ratings yet
- Welding of Stainless SteelsDocument3 pagesWelding of Stainless SteelsEswar Enterprises QcNo ratings yet
- IQI (Penetrameter) Selection Wire TypeDocument5 pagesIQI (Penetrameter) Selection Wire TypeEswar Enterprises Qc100% (1)
- Ansi-B18 2 3 5m-1979 PDFDocument20 pagesAnsi-B18 2 3 5m-1979 PDFeGnEsToMcNo ratings yet
- CUSTOMER INSPECTION REPORTDocument2 pagesCUSTOMER INSPECTION REPORTEswar Enterprises QcNo ratings yet
- S Andhya Enterpris Es: Incoming Material Inspection ReportDocument1 pageS Andhya Enterpris Es: Incoming Material Inspection ReportEswar Enterprises Qc100% (1)
- BGR Energy Systems Limited: Oil & Gas Equipment Division Procedure Qualification Record (PQR) - Aws D1.1Document2 pagesBGR Energy Systems Limited: Oil & Gas Equipment Division Procedure Qualification Record (PQR) - Aws D1.1Eswar Enterprises QcNo ratings yet
- BGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Document1 pageBGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Eswar Enterprises QcNo ratings yet
- Welder and Welding Operator Performance Qualification RecordDocument1 pageWelder and Welding Operator Performance Qualification RecordAsif HameedNo ratings yet
- Tax Invoice: XYZ Corporation Private LimitedDocument57 pagesTax Invoice: XYZ Corporation Private Limitedshreeji entNo ratings yet
- Music Appreciation Quiz #1Document3 pagesMusic Appreciation Quiz #1KristinNo ratings yet
- JSF 2 - MykongDocument97 pagesJSF 2 - MykongSanthiPippallaNo ratings yet
- HCL - Acid Regeneration Plant: Tyasa I E VDocument107 pagesHCL - Acid Regeneration Plant: Tyasa I E Vjose santiago vazquezNo ratings yet
- Analisis SWOT Strategi Pengembangan Sekolah Unggul: January 2019Document12 pagesAnalisis SWOT Strategi Pengembangan Sekolah Unggul: January 2019Zulaikha FitriyantiNo ratings yet
- Precog's IEM Ranking List-7Document6 pagesPrecog's IEM Ranking List-7RubenNo ratings yet
- Kamranmahar O3O4 1797633: 15. Which Type of Computers Uses The 8-Bit Code Called Ebcdic?Document26 pagesKamranmahar O3O4 1797633: 15. Which Type of Computers Uses The 8-Bit Code Called Ebcdic?AmirSaeedNo ratings yet
- Group-6 ATHARV CHAUHAN (172013) NITESH PANDA (172032) RAGHAV AGGARWAL (172038)Document16 pagesGroup-6 ATHARV CHAUHAN (172013) NITESH PANDA (172032) RAGHAV AGGARWAL (172038)Raghav AggrawalNo ratings yet
- Amit Rana: C-607, IFCI Colony Paschim Vihar New Delhi 110063Document4 pagesAmit Rana: C-607, IFCI Colony Paschim Vihar New Delhi 110063rana_pooja20No ratings yet
- Asme Manual QuestionDocument4 pagesAsme Manual QuestionAjay SajeevNo ratings yet
- Configure Selective QinQ in Huawei Switch - GPON SolutionDocument10 pagesConfigure Selective QinQ in Huawei Switch - GPON SolutionDinabilah AdaniNo ratings yet
- Lifting operations procedureDocument81 pagesLifting operations procedureAria Imam Ambara100% (3)
- C FunctionsDocument48 pagesC FunctionsSayantan PalNo ratings yet
- Computer Masti Level 4Document129 pagesComputer Masti Level 4Rupesh Kumar Shah50% (2)
- Plan Budget Healthcare PDFDocument299 pagesPlan Budget Healthcare PDFAboubacar Sompare100% (1)
- Residential Enclosure Options for Surface and Flush MountingDocument26 pagesResidential Enclosure Options for Surface and Flush MountingramadhanNo ratings yet
- Installation Instructions MODELS TS-2T, TS-3T, TS-4T, TS-5T: Rear View of PlateDocument2 pagesInstallation Instructions MODELS TS-2T, TS-3T, TS-4T, TS-5T: Rear View of PlateXavier TamashiiNo ratings yet
- Learning Mastercam X8 Step by Step LATHEDocument180 pagesLearning Mastercam X8 Step by Step LATHEatgordon167% (3)
- LPG Cylinder Rate ChartDocument4 pagesLPG Cylinder Rate ChartBest Movie scenesNo ratings yet
- 1 Review 28.08.2019Document28 pages1 Review 28.08.2019Vijay VjNo ratings yet
- Acceptance Criteria For Weld DefectsDocument2 pagesAcceptance Criteria For Weld DefectsBaljee Singh100% (2)
- Wku Mkt220 Final Exam Fall 2014 (50 Questions)Document2 pagesWku Mkt220 Final Exam Fall 2014 (50 Questions)teacher.theacestudNo ratings yet
- SECPDS - 018 - EN-1901 - ATLAS Intelligence Feed (AIF) For AEDDocument2 pagesSECPDS - 018 - EN-1901 - ATLAS Intelligence Feed (AIF) For AEDPhùng ThắngNo ratings yet
- Autotrol 255-460i ManualDocument24 pagesAutotrol 255-460i ManualGreg Reyneke100% (1)
- Levi Strauss & Co.: Swot AnalysisDocument10 pagesLevi Strauss & Co.: Swot AnalysisTharinda WeerasingheNo ratings yet
- Lifting Plan - Metering Building Shatering-27-08-2020 PDFDocument1 pageLifting Plan - Metering Building Shatering-27-08-2020 PDFSUHAIL S SIRAJUDEENNo ratings yet
- Erosion-Corrosion Resistant Ceramic CoatingDocument2 pagesErosion-Corrosion Resistant Ceramic CoatingrobertomaleoNo ratings yet
- Op-3-65. Checklist For Jack-In-Pile Supervision: Work Instructions For EngineersDocument4 pagesOp-3-65. Checklist For Jack-In-Pile Supervision: Work Instructions For Engineersjinwook75No ratings yet
- eYt2Kr3P PDFDocument458 pageseYt2Kr3P PDFalexrock4444100% (1)
- Nigeria National Id Card Report 2006Document63 pagesNigeria National Id Card Report 2006elrufaidotorgNo ratings yet