You might also like
- COSMIC CONSCIOUSNESS OF HUMANITY - PROBLEMS OF NEW COSMOGONY (V.P.Kaznacheev,. Л. V. Trofimov.)Document212 pagesCOSMIC CONSCIOUSNESS OF HUMANITY - PROBLEMS OF NEW COSMOGONY (V.P.Kaznacheev,. Л. V. Trofimov.)Boris Petrovic95% (187)
- Guidelines For Control of Legion Ella in Water Features 122905 UpdatedDocument11 pagesGuidelines For Control of Legion Ella in Water Features 122905 UpdatedWes MouchNo ratings yet
- EU-Type Exam Certificate for Dual Band RadioDocument3 pagesEU-Type Exam Certificate for Dual Band RadioanshadNo ratings yet
- TOA Public Address System CatalogDocument16 pagesTOA Public Address System CatalogHanif WiewekaNo ratings yet
- Heat Treatment of Magnesium Alloys: Standard Practice ForDocument7 pagesHeat Treatment of Magnesium Alloys: Standard Practice ForJordanNo ratings yet
- Control of Hazardous Energy Procedure Template (Lockout/TagoutDocument16 pagesControl of Hazardous Energy Procedure Template (Lockout/TagoutAcrisioManuelNo ratings yet
- Murray Leinster - Sidewise in TimeDocument25 pagesMurray Leinster - Sidewise in Timemiquester50% (2)
- Punjab General Industries Private Limited Job Hazard AnalysisDocument7 pagesPunjab General Industries Private Limited Job Hazard AnalysisRohit VishwakarmaNo ratings yet
- NS Toolbox Sdftalk 006 Welding Consumable Control and TracebilityDocument1 pageNS Toolbox Sdftalk 006 Welding Consumable Control and TracebilityNeil SoansNo ratings yet
- Risk Assessment - Hot Water BoilersDocument4 pagesRisk Assessment - Hot Water BoilersUgonnaNo ratings yet
- HIP Sample ProceduresDocument10 pagesHIP Sample Proceduresevillalobos9672No ratings yet
- Reporting FormatDocument1 pageReporting FormatknuraliyevNo ratings yet
- NYS000179: Root Cause Analysis of 2009 CST Leak at Indian Point Unit 2Document39 pagesNYS000179: Root Cause Analysis of 2009 CST Leak at Indian Point Unit 2Aliyana ShresthaNo ratings yet
- JDR Corporate PresentationDocument22 pagesJDR Corporate PresentationDidiNo ratings yet
- Inspect LPS with ATLAS ChecklistDocument2 pagesInspect LPS with ATLAS ChecklistRaja Jagadeesan100% (1)
- Arc FlashDocument41 pagesArc FlashSatya PrabhatNo ratings yet
- Request For Inspection (Rfi) : OperationDocument3 pagesRequest For Inspection (Rfi) : OperationrkssNo ratings yet
- Quality Certificate for SAIL Discharging Door AssemblyDocument1 pageQuality Certificate for SAIL Discharging Door Assemblyananda_beloshe75No ratings yet
- Fire WatchDocument7 pagesFire WatchMateo RosasNo ratings yet
- Electrical Testing and Commissioning - Safety Guidelines - Basic Electrical DesignsDocument8 pagesElectrical Testing and Commissioning - Safety Guidelines - Basic Electrical DesignssulaimanNo ratings yet
- Project HSE Manual (Draft)Document30 pagesProject HSE Manual (Draft)Julio GregorioNo ratings yet
- Safety ManualDocument33 pagesSafety ManualOUYANGXU111No ratings yet
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- Health Safety Original ManualDocument74 pagesHealth Safety Original ManualVictor TasieNo ratings yet
- NA-5 Automatic Welding Systems: SVM131-ADocument152 pagesNA-5 Automatic Welding Systems: SVM131-AmaxNo ratings yet
- General Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelsDocument14 pagesGeneral Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelspawanNo ratings yet
- Hazard Reporting: All Rights ReservedDocument47 pagesHazard Reporting: All Rights ReservedcantonralphkevinNo ratings yet
- Standard Operating Procedures (SOPs) For Safe Operations On Hazardous Manufacturing ProcessesDocument102 pagesStandard Operating Procedures (SOPs) For Safe Operations On Hazardous Manufacturing ProcessesBehzad khanNo ratings yet
- Safety Daily Site Checklist Mastoura co-SA-1-12Document12 pagesSafety Daily Site Checklist Mastoura co-SA-1-12LawrenceNo ratings yet
- RA - 11 (K2 Paste.Document4 pagesRA - 11 (K2 Paste.alla malikNo ratings yet
- TE Canalis KT Installation Guide1Document25 pagesTE Canalis KT Installation Guide1SAMEERNo ratings yet
- Welding Safety TrainingDocument23 pagesWelding Safety TrainingTinna Puspita Marita SariNo ratings yet
- Accident Prevention Techniques: Prepared by Miss. R.M.BIST Mr. J.N.Trivedi Mr. D.B.Bhatu Mr. K.B.Gadher Mr. A.K.RAJDocument16 pagesAccident Prevention Techniques: Prepared by Miss. R.M.BIST Mr. J.N.Trivedi Mr. D.B.Bhatu Mr. K.B.Gadher Mr. A.K.RAJMr TrupenNo ratings yet
- Constrution of SubstationDocument24 pagesConstrution of SubstationHassan100% (1)
- Comprehensive Electrical System Maintenance ChecklistsDocument5 pagesComprehensive Electrical System Maintenance ChecklistsAshwinSiddaramaiahNo ratings yet
- 5.19 JSP 380KV GIS High Voltage TestDocument1 page5.19 JSP 380KV GIS High Voltage TestSyed Zafar Ali ShahNo ratings yet
- BS 00089-5-1990 (1999) en 60051-5-1989Document16 pagesBS 00089-5-1990 (1999) en 60051-5-1989Vag KatsikopoulosNo ratings yet
- Measuring health and safety performanceDocument31 pagesMeasuring health and safety performancesohaibNo ratings yet
- Required Documents For ISO 45001 ImplementationDocument3 pagesRequired Documents For ISO 45001 ImplementationTaufik DolphinNo ratings yet
- SOP - PowerDocument32 pagesSOP - PowerpothanNo ratings yet
- 3 Eng Stainless Steel Tube AnnealingDocument16 pages3 Eng Stainless Steel Tube AnnealingVictor HugoNo ratings yet
- National Grid NSI 9 Testing High Voltage EquipmentDocument9 pagesNational Grid NSI 9 Testing High Voltage Equipmentyagn_engineerNo ratings yet
- PTW Associated Certificates KEC - Final v3-MECHANICALDocument3 pagesPTW Associated Certificates KEC - Final v3-MECHANICALXiang JintaoNo ratings yet
- Guangzhou Botny Chemical MSDS Aerosol PaintDocument5 pagesGuangzhou Botny Chemical MSDS Aerosol PaintpedroNo ratings yet
- Form no. ADPM: HSE Pre-Evaluation QuestionnaireDocument1 pageForm no. ADPM: HSE Pre-Evaluation QuestionnaireVijayakumar KarunanidhiNo ratings yet
- 00-Quality Objective Monitoring Chart For Geotechnical DivDocument1 page00-Quality Objective Monitoring Chart For Geotechnical DivAdly Al-SaafinNo ratings yet
- HT & PWHT JsaDocument3 pagesHT & PWHT JsaNature BeautiesNo ratings yet
- Safe Use of Chemicals: 1.0 PurposeDocument10 pagesSafe Use of Chemicals: 1.0 PurposeFuzail AyazNo ratings yet
- Quality HUB India Training Topics and DurationDocument2 pagesQuality HUB India Training Topics and DurationPrakash kumarTripathiNo ratings yet
- Excel Drop-Down List - Easy Excel TutorialDocument4 pagesExcel Drop-Down List - Easy Excel TutorialJamalodeen MohammadNo ratings yet
- Engine Oil MSDSDocument7 pagesEngine Oil MSDSSantos RexNo ratings yet
- Ed Staff Meeting MinutesDocument3 pagesEd Staff Meeting Minutesapi-236445988No ratings yet
- Paint Technical Specification PDFDocument3 pagesPaint Technical Specification PDFMoon SzDarkness100% (1)
- What is InspectionDocument6 pagesWhat is InspectionRathnakrajaNo ratings yet
- Company Audit ReportDocument10 pagesCompany Audit ReportShakuntala GuptaNo ratings yet
- Determining Hardenability of Steel: Standard Test Methods ForDocument26 pagesDetermining Hardenability of Steel: Standard Test Methods ForJuan Diego Palacio VelasquezNo ratings yet
- WPS Presentation on Welding Procedures SpecificationsDocument30 pagesWPS Presentation on Welding Procedures SpecificationsHarish RamalingamNo ratings yet
- Inspection - Spark-Testing PDFDocument3 pagesInspection - Spark-Testing PDFanandtpe1No ratings yet
- Planned Job Observation GuideDocument52 pagesPlanned Job Observation GuideJohn Mark DulawanNo ratings yet
- 1029 Itp Asme R.ADocument23 pages1029 Itp Asme R.AAnonymous dj2xK2XONo ratings yet
- 02 MechanicalDocument44 pages02 MechanicalSigit Bintan100% (1)
- PELTON BUCKET TITLEDocument4 pagesPELTON BUCKET TITLESuhasNo ratings yet
- Quiz For International Candidates of CUHK-Shenzhen - 2020214-Session 2Document2 pagesQuiz For International Candidates of CUHK-Shenzhen - 2020214-Session 2Fadhilah DefayanaNo ratings yet
- Phyc2121 1ST Quarter ExamDocument35 pagesPhyc2121 1ST Quarter ExamRhea MIchaela Sto DomingoNo ratings yet
- Investigation of The Possibilities For Seabottom Characterization Using Echosounder DataDocument124 pagesInvestigation of The Possibilities For Seabottom Characterization Using Echosounder DatadaanroNo ratings yet
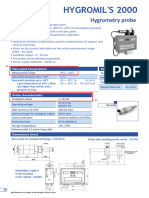
- En Hygromil'sDocument1 pageEn Hygromil'sYersson MesiasNo ratings yet
- UNI Engineering ManualDocument144 pagesUNI Engineering ManualJorch GalvanNo ratings yet
- SANKALP - PsdfHASE VII - GO - 4Document5 pagesSANKALP - PsdfHASE VII - GO - 4Unfortunate GamerNo ratings yet
- Volume Benda Putar Dan CentroidsDocument16 pagesVolume Benda Putar Dan CentroidsacepNo ratings yet
- L15 Relieving PlatformDocument17 pagesL15 Relieving PlatformMohammed Al KhatibNo ratings yet
- English Gen - Ed ReviewerDocument10 pagesEnglish Gen - Ed ReviewerSantiago Jr KadusaleNo ratings yet
- Differenciation CalculusDocument18 pagesDifferenciation CalculusauniNo ratings yet
- Intro To CalculusDocument24 pagesIntro To CalculusCovenant AdeogoNo ratings yet
- Complec Vector Spaces - LarsonDocument42 pagesComplec Vector Spaces - LarsonAgung ManaluNo ratings yet
- Cheung Chuk Shan College: MATHEMATICS Compulsory Part Paper 1 Question-Answer BookDocument24 pagesCheung Chuk Shan College: MATHEMATICS Compulsory Part Paper 1 Question-Answer Book曾建元No ratings yet
- Waves - Booklet 1 (New IAL) AnsDocument10 pagesWaves - Booklet 1 (New IAL) AnsfedNo ratings yet
- Openstax Physics Chapter 1 Lesson 5 3 Coordinate System of VectorsDocument16 pagesOpenstax Physics Chapter 1 Lesson 5 3 Coordinate System of VectorsWild RiftNo ratings yet
- Unit 5 FUNDAMENTALS OF ARC INTERRUPTIONS (Switchgear and Protection)Document21 pagesUnit 5 FUNDAMENTALS OF ARC INTERRUPTIONS (Switchgear and Protection)sujithNo ratings yet
- Magnetism and Electromagnetism ProblemsDocument9 pagesMagnetism and Electromagnetism ProblemsRabi KhanNo ratings yet
- Understanding M-Values PDFDocument9 pagesUnderstanding M-Values PDFrolandoNo ratings yet
- Tyas Ajeng Puspitasari, S.PD: Grade VIII Semester 2Document31 pagesTyas Ajeng Puspitasari, S.PD: Grade VIII Semester 2Tyas AjengNo ratings yet
- Lab 5 Simply Supported BeamDocument11 pagesLab 5 Simply Supported BeamWaqas Muneer KhanNo ratings yet
- Spaceloft Datasheet EnglishDocument1 pageSpaceloft Datasheet EnglishFrancesco CoppolaNo ratings yet
- Summative Test (Physics)Document3 pagesSummative Test (Physics)Allen Paul GamazonNo ratings yet
- 09 GasketCharacteristicValues PDFDocument3 pages09 GasketCharacteristicValues PDFdraj1875977No ratings yet
- Division of Bohol Lesson Plan in Science 8Document2 pagesDivision of Bohol Lesson Plan in Science 8Abello BadayosNo ratings yet
- Astronomical Statistics Course OverviewDocument18 pagesAstronomical Statistics Course Overviewlolopopo28No ratings yet
- GATE-2009 Question Paper & Answer KeysDocument18 pagesGATE-2009 Question Paper & Answer KeysPREMNo ratings yet
- Inform 7 Cheat SheetDocument6 pagesInform 7 Cheat SheetBrandon Curtis AugustineNo ratings yet